зависит от условий их эксплуатации, связанных с повышенным трением в паре вал — вкладыш. По характеру данный вид износа трущихся поверхностей проявляется в нарушении их геометрических размеров и формы, наличии рисок и задиров. В подшипниках с баббитовой заливкой кроме этого наблюдается расслаивание слоя баббита и его выкрошивание.
Детали подшипниковых узлов могут быть восстановлены разными способами, выбор которых зависит от конструкции подшипникового узла:
■ шлифованием шейки вала и заменой втулки новой или развертыванием (растачиванием) втулки с одновременным наращиванием шейки вала (неразъемные подштрники скольжения);
■ методами пластического деформирования с последующим развертыванием отверстия и пригонкой втулки по валу шабрением (неразъемные подшипники скольжения);
■ шабрением (разъемные подшипники скольжения);
■ заливкой баббитом и шабрением (разъемные подшипники скольжения).
Ремонт подшипниковых узлов с неразъемными подшипниками скольжения осуществляется разными способами, зависящими от характера и величины их износа.
Восстановление втулок при износе по внутреннему диаметру (в тех случаях, когда втулки нецелесообразно заменять новыми, например в крупногабаритных подшипниках скольжения) необходимо производить следующим образом:
■ очистить поверхность отверстия втулки;
■ уменьшить внутренний диаметр втулки подшипника осадкой или, вырезав во втулке продольный паз, сжать ее и запаять, используя тугоплавкий припой;
■ развернуть или расточить отверстие втулки, восстановив посадочный размер.
В случае одновременного износа втулки и шейки вала производится восстановление обеих деталей. В этом случае втулку растачивают на ремонтный размер и развертывают, а вал восстанавливают до ремонтного размера за счет нанесения ремонтного припуска.
Восстановление втулок по наружному диаметру осуществляется так же, как и восстановление поверхностей шеек валов.
особенностью которых является коническая форма поверхности сопряжения, осуществляется шабрением «на краску» внутренней поверхности втулки по шейке вала. Какой-либо дополнительной обработки при этом не требуется. Регулировка зазора при сборке узла осуществляется за счет осевого перемещения втулки относительно шейки вала.
Ремонт подшипниковых узлов с разъемными подшипниками скольжения включает в себя прежде всего восстановление внутренней поверхности вкладыша подшипника, так как в процессе эксплуатации подшипниковых узлов с разъемными подшипниками скольжения наиболее интенсивному износу подвергается внутренняя поверхность вкладыша.
Восстановление вкладышей разъемного подшипника скольжения в зависимости от его конструкции (монолитный или биметаллический) осуществляется шабрением или заливкой баббитом с последующим шабрением. При восстановлении шабрением необходимо выполнять следующие операции:
■ установить подшипник в сборе на угольнике, закрепленном в патроне токарного станка так, чтобы ось его отверстия совпадала с осью вращения шпинделя;
■ проверить соосность при помощи индикатора часового типа, установленного на стойке и закрепленного в резцедержателе:
измерительный наконечник индикатора часового типа ввести в контакт с внутренней поверхностью вкладыша подшипника так, чтобы стрелка его отсчетного устройства совершила 2 — 3 оборота;
провернуть шпиндель станка, наблюдая за отклонениями стрелки отсчетного устройства индикатора часового типа; переместить полку угольника в направлении, противоположном отклонению стрелки индикатора часового типа; вновь провернуть шпиндель, наблюдая за отклонениями стрелки отсчетного устройства индикатора часового типа и добиваясь соосности отверстия подшипника и оси вращения шпинделя;
■ произвести растачивание внутренней поверхности вкладыша до удаления следов износа и восстановления геометрической формы;
■ снять подшипник со станка и разобрать его;
■ произвести шабрение внутренних поверхностей вкладышей по шейке вала, периодически проверяя величину зазора между вкладышами и шейкой вала. Если после восстановления вкладышей не удается обеспечить необходимую величину зазора в подшипнике за счет регулировочных прокладок между корпусом и крышкой подшипника, то следует нарастить посадочные поверхности вала за счет нанесения ремонтного припуска.
Для восстановления вкладышей заливкой баббитом необходимо выполнять следующие операции:
■ очистить и промыть вкладыши;
■ выплавить из вкладышей баббитовую заливку, используя паяльную лампу;
■ лудить внутренние поверхности вкладышей легкоплавким (мягким) припоем марки ПОС-ЗО (толщина слоя припоя 0,1… 0,2 мм);
■ обмазать плоские поверхности стыков вкладышей огнеупорной глиной;
■ соединить верхнюю и нижнюю половины вкладышей и зафиксировать их положение стальной проволокой;
■ удалить излишки огнеупорной глины, выдавленной из стыка между вкладышами;
■ установить соединенные между собой половины вкладыша на стальной плите;
■ ввести в отверстие вкладыша литейный стержень (стальной или из огнеупорного формовочного материала) так, чтобы зазор между ним и поверхностью вкладыша был равномерным;
■ разогреть муфельную лабораторную печь до температуры, соответствующей температуре заливки баббита;
■ уложить кусочки баббита в литейный ковш;
■ поместить литейный ковш в муфельную печь и выдержать его до расплавления баббита и нагрева расплава до температуры заливки (контролируется по термопаре печи);
■ произвести заливку баббита в зазор между стержнем и вкладышем;
■ разобрать вкладыш после его охлаждения до температуры окружающий среды;
■ установить вкладыш в корпус, накрыть крышкой и закрепить;
■ установить подшипник скольжения в сборе на угольнике, закрепленном в патроне токарного станка, и расточить, обеспечивая правильную геометрическую форму;
■ снять подшипник со станка и разобрать;
■ сверлить во вкладыше смазочные отверстия ручной дрелью или на сверлильном станке (настольном или вертикальном);
■ закрепить поочередно нижнюю и верхнюю половины вкладыша в тисках вогнутой поверхностью вверх;
■ прорубить поочередно в нижней и верхней половине вкладыша смазочные канавки;
■ шабрить нижнюю и верхнюю половины вкладыша по посадочным шейкам вала.
Восстановление деталей подшипниковых узлов с подшипниками качения независимо от характера износа начинают с их разборки, используя для этого специальные приспособления — съемники (рис. 2.4), обеспечивающие разборку узла без повреждения его деталей.
После разборки детали узла требуется тщательно промыть и осмотреть, чтобы выявить дефекты. При обнаружении на поверхностях деталей подшипника таких повреждений, как износ беговых дорожек и тел качения, выкрошивание бортов колец, деформация сепаратора, следы коррозии на рабочих поверхностях подшипника или посадочных местах, они подлежат выбраковке и замене новыми подшипниками того же типоразмера.
Ремонту в подшипниковых узлах подлежат только посадочные места на валах и в корпусе, уплотняющие устройства подшипниковых узлов (не во всех случаях) и детали крепления подшипников на валу и в корпусе (также не во всех случаях).
Посадочные поверхности валов под подшипники качения и поверхности, предназначенные для установки деталей крепления подшипников, восстанавливают предварительной механической обработкой до удаления следов износа с последующим нанесением ремонтного припуска и его механической обработкой с целью восстановления посадочных размеров.
Посадочные поверхности отверстий в корпусных деталях восстанавливают главным образом, производя их механическую обработку, обеспечивающую удаление следов износа и восстановление формы, с последующей запрессовкой втулок и их механической обработкой (развертывание или растачивание) для восстановления посадочных размеров.
Уплотняющие устройства восстанавливают разными способами, которые зависят от конструкции, типа уплотнения и характера износа.
Фетровые уплотнения, обеспечивающие защиту подшипниковых узлов от воздействия окружающей среды, в случае их загрязнения промывают в керосине. При большой степени износа фетрового уплотнения в результате его трения о посадочную шейку вала заменяют новым, вырубая его из листового фетра с помощью соответствующего по размеру пробойника.
Лабиринтные уплотнения с выкрошенными или имеющими вмятины стенками кольцевых канавок восстанавливают, нанося на их поверхности ремонтный припуск и растачивая канавки под номинальный размер.
Уплотнения манжетного типа, обеспечивающие двойную защиту подшипникового узла от воздействия окружающей среды и вытекания смазки, изнашиваются главным образом за счет их истирания. Истирание манжеты происходит по поверхности контакта с посадочной шейкой вала. Степень износа, а следовательно, и возможность дальнейшей эксплуатации манжеты определяют при помощи щупа, вводимого между нею и шейкой вала. Щуп толщиной 0,1 мм должен «закусываться» между манжетой и валом. Если он проходит свободно, то это означает, что манжета изношена и требуется ее замена. Для замены можно использовать стандартные готовые манжеты, но можно изготавливать их самостоятельно при помощи специальных приспособлений (рис. 2.5). Если в узле используется резиновая манжета, то ее изготавливают из маслостойкой резины методом вулканизации в пресс-формах при температуре 140… 150 °С.
Регулирование зазоров в подшипниковом узле необходимо выполнять при нарушении нормальной работы подшипниковых узлов, вызванных изменением зазоров между телами качения и беговыми дорожками колец подшипника. Наиболее сложно такую операцию регулирования зазоров выполнять в подшипниковых опорах шпинделей металлорежущих станков, имеющих частоту вращения до 2 ООО мин-1.
Подшипниковые опоры шпинделей, имеющие большое число конструктивных решений, должны отвечать одному основному требованию — обеспечивать высокую точность вращательного движения, что достигается предварительным натягом в подшипниковом узле. За счет предварительного натяга в подшипниковом узле создается оптимальный радиальный зазор между телами качения и беговыми дорожками колец, что и определяет нормальную работу подшипникового узла. Для создания предварительного натяга на подшипник тем или иным способом должна быть передана предварительная нагрузка, обеспечивающая не только ликвидацию зазоров в подшипнике, но и некоторую упругую деформацию его рабочих поверхностей.

Рис. 2.6. Регулировочная гайка для предварительного натяга роликового подшипника:
1 — кольцо; 2 — ролик; 3 — наружное кольцо подшипника; 4 — внутреннее кольцо подшипника; 5 — гайка; б — шпиндель
При установке в подшипниковых узлах шпинделей роликовых двухрядных подшипников предварительный натяг создают за счет деформирования внутреннего кольца при его запрессовке на посадочное место, для чего выбирают соответствующую посадку. Если внутреннее кольцо такого подшипника имеет коническое отверстие, то его устанавливают на конической шейке шпинделя. Величина натяга при этом регулируется осевым перемещением подшипника при помощи регулировочной гайки (рис. 2.6).
При монтаже шпинделя в подшипниковых узлах со спаренными ради- ально-упорными подшипниками предварительный натяг можно создавать разными способами, которые схематически показаны на рис. 2.7.
Для определения осевого смещения колец подшипников, собираемых в узлах с предварительным натягом, служит специальное приспособление (рис. 2.8). Приспособление состоит из корпуса (стойка 2), на котором смонтирован пневматический динамометр 7 с упором 6. Динамометр приводится в движение винтом 9, соединенным с ним муфтой 10. Поступательное движение динамометра без проворачивания обеспечивается направляющими стойками 8. Комплект из двух подшипников, в котором необходимо создать предварительный натяг, устанавливают на оправку 22, расположенную на опорной плите 2. Вращением винта создают усилие, действующее на комплект через шарик 5 и оправку 4. Величину усилия контролируют по манометру 22.
Обеспечив воздействие на комплект подшипников заданного усилия, измеряют осевое смещение:
где H1 и H — расстояния между наружными и внутренними кольцами подшипников соответственно, измеряемые концевыми мерами длины или индикаторным нутромером, мм.
В свою очередь, осевое смещение АН определяет размер опорных колец по длине и величину шлифования внутреннего кольца (см. рис. 2.7, а).
Дистанционную втулку 3 (см. рис. 2.8) устанавливают между наружными и внутренними кольцами подшипников в зависимости от ориентации опор в шпиндельном узле и заданной схемы осевой компенсации.
Подшипники скольжения представляют собой цельную или разрезанную на две половины цилиндрическую втулку, внутри которой вращается шейка вала. Втулки изготовляют из антифрикционных сплавов (бронзы, латуни, специальных марок чугуна), стали или обычного чугуна. Внутреннюю поверхность втулок из стали и чугуна покрывают баббитом.
В подшипниках скольжения коэффициенты трения значительно снижают, применяя смазку. Смазка затягивается вращающейся шейкой вала в места контакта ее с подшипником, благодаря чему между ними создается пленка смазки (масляный клин) и шейка всплывает, вращаясь не по поверхности подшипника, а по слою смазки. Таким образом, создается жидкостное трение, которое в десятки раз меньше сухого.
Подшипники в виде цельной втулки применяют редко, только при малой частоте вращения. Наиболее распространенными являются подшипники (рис. 3.8), состоящие из верхнего 12 и нижнего 13 вкладышей, изготовленных из стали и покрытых внутри баббитом, а также корпуса с крышкой и вспомогательных деталей.
Опорная поверхность нижнего (нагруженного) вкладыша имеет сферическую расточку, благодаря которой при неточной установке или небольшом прогибе вала вкладыш может изменять положение (следовать за шейкой вала). Такие подшипники называются самоустанавливающимися.
Рис. 3.8. Подшипник дымососа с самоустанавливающимися вкладышами и кольцевой смазкой:
1 – смотровое стекло, 2 , 16 – смазочное и маслоотбойное кольца, 3 , 4 – шпильки крепления крышкивкладышей, 5 , 6 – смотровая и прижимная пробки, 7 – рым, 8 , 11 – крышки корпуса и лючка, 9 – линия разъема корпуса подшипника и вкладышей, 10 – корпус, 12 , 13 – верхний инижний вкладыши, 14 – змеевик, 15 – баббитовая заливка, 17 – уплотнение вала
Нижний вкладыш 13 опирается на корпус 10 подшипника, который прикрепляется болтами к фундаментной раме. Верхний вкладыш 12 боковыми кромками опирается на кромки нижнего вкладыша и сверху закрывается крышкой 8 корпуса. В нижней части корпуса имеется масляная ванна. Разъемные смазочные кольца 2 ,установленные на шейке вала, увлекаются вращающимся валом и переносят смазку из ванны на шейку, смазывая ее. В масляной ванне установлены змеевики 14 для охлаждения масла и подшипника проточной водой. Кольцевую смазку применяют при частоте вращения вала 300– 1500 об/мин.
Разборку подшипников начинают со снятия термометров и мас-лоуказательных стекол. Сначала разъединяют трубопроводы охлаждения и смазки. Все отверстия закрывают деревянными пробками. После очистки термометры, маслоуказатели и детали трубопроводов сдают в кладовую на хранение.
Затем демонтируют крышку корпуса подшипника, снимают ее, верхний вкладыш, прокладки в разъеме вкладышей и смазочные кольца. Прокладки очищают от масла и грязи и замеряют штангенциркулем толщину. Прокладки и смазочные кольца также сдают в кладовую.
Нижние вкладыши вынимают из корпуса подшипника после снятия ротора (вала). Если ротор (вал) не снимают, его приподнимают талями или домкратами и устанавливают на временные опоры, а нижние вкладыши выворачивают по шейке вала, как указано на рис. 3.9, а.
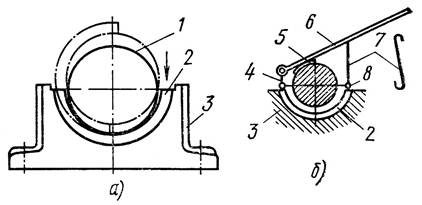
Рис. 3.9. Выкатывание нижней половины вкладыша подшипника ударами по наставке в направлении стрелки (а ) ирым-болтами, скобами и рычагами (б ):
1 – вал, 2 – нижняя половина вкладыша, 3 – корпус подшипника,
4, 7 – длинная и короткая скобы, 5 – медная подкладка, 6 – рычаг,
8 – рым-болт
Для снятия тяжелых вкладышей используют рым-болты 8 ,завинчиваемые в отверстия вкладышей, а также скобы 4 , 7 и рычаг 6 (рис. 3.9, б ).
Корпуса подшипников снимают с фундаментной плиты только в случае их ремонта в механической мастерской. При неснятых корпусах значительно ускоряются сборочные работы, так как они определяют правильное положение линии вала.
Все детали подшипников очищают, промывают керосином и осматривают. Следует тщательно очистить и промыть также каналы в корпусах подшипников, предназначенные для охлаждения смазки. Если необходимо, применяют кислотную промывку (3– 5%-ный раствор соляной кислоты).
Для установки новых корпусов или вкладышей подшипников нужно тщательно очистить все поверхности (в том числе отверстия и каналы) от формовочного песка и других загрязнений. Боковые зазоры между шейкой вала и вкладышами, а также верхний зазор имеют очень большое значение для нормальной работы подшипника. Они обеспечивают возможность увеличивать диаметр шейки при нагревании, сглаживают неравномерностьвращения шейки(в допустимых пределах) и создают возможность некоторого смещения шейки в подшипнике при образовании масляного клина, толщина которого составляет 0,0018– 0,0025 диаметра шейки.
Боковой т и верхний k зазоры в подшипнике скольжения показаны на рис. 3.10.
Смазка подводится к шейке вала обычно через отверстие 4 в верхнем вкладыше. В этом месте делают канавку 5 для равномерного распределения смазки по длине шейки вала. Никаких других канавок на верхнем и нижнем вкладышах делать не следует, если они не предусмотрены конструкторскими чертежами или техническими условиями. Нельзя располагать канавки на опорной поверхности нижнего вкладыша, так как нарушаются условия образования масляного клина.
Боковые зазоры измеряют щупом в местах разъема вкладышей на расстоянии 10– 15 мм от торцов, а верхний – свинцовой проволокой 0,6– 1 мм. Кусочки проволоки укладывают на шейку вала (два по краям и один посередине) и на плоскость разъема нижнего вкладыша. Затем укладывают верхний вкладыш, крышку и затягивают подшипник болтами. После этого разбирают подшипник и измеряют микрометром толщину обжатых оттисков. Верхний зазор определяют, вычитая толщину оттисков в разъеме из толщины оттисков на шейке вала.

Рис. 3.10. Зазоры в подшипнике скольжения:
1 – корпус подшипника, 2 – крышка корпуса, 3 , 6 – верхний и нижний вкладыши, 4 – отверстие для смазки, 5 – канавка для смазки, 7 – вал;
k – верхний зазор, m – боковой зазор между валом и вкладышем,
п – боковой зазор между вкладышем и корпусом
Зазоры между вкладышами и корпусом измеряют щупом по линии разъема вкладышей, между корпусом и валом в местах уплотнения - также щупом, но по всей окружности вала. Нормальные размеры боковых и верхних зазоров в зависимости от диаметра шейки вала приведены в технических условиях на ремонт.
Боковые зазоры между вкладышем и корпусом по линии разъема делают равными 0,05– 0,1 мм. Эти зазоры необходимы, чтобы вкладыш расширялся при нагревании не в сторону шейки вала, а в сторону корпуса. Зазор по радиусу между валом и корпусом подшипника в уплотнении должен быть 1,5– 2 мм. Угол соприкосновения шайки вала с нижним вкладышем должен быть 60– 70°. Прилегание рабочих поверхностей вкладышей к шейке вала проверяют по краске: должно быть не менее пяти пятен на каждом квадратном сантиметре.
Радиусы закруглений торцов вкладышей и галтелей вала выбирают с таким расчетом, чтобы торец вкладыша упирался в буртик вала по плоскости, а не по закруглениям и галтелям. При выработке торца вкладыша более чем на 1 мм профиль торца восстанавливают по шаблону. Для облегчения последующей сборки подшипников и регулировки верхних зазоров измеряют толщину прокладок в разъеме вкладышей.
Если фактические размеры и зазоры подшипников находятся в пределах норм, а состояние их хорошее, подшипники очищают, промывают и укладывают на место. В ином случае выполняют необходимые ремонтные работы.
Одновременно с проверкой размеров и зазоров в подшипнике проверяют состояние корпуса, вкладышей и крышки, а также степень износа и состояние баббитового слоя.
Износ баббитового слоя нижнего вкладыша приводит к увеличению верхних зазоров и незначительно отражается на изменении боковых зазоров. Увеличение боковых зазоров, площади соприкосновения баббитового слоя с шейкой вала и подгонку закруглений торцов вкладышей выполняют шабрением. Уменьшения верхних зазоров достигают уменьшением общей толщины прокладок в разъеме вкладышей или обработкой (строганием) плоскостей разъема вкладышей с последующим шабрением по шейке вала.
Износ баббитового слоя на торцах вкладышей приводит к изменению осевых зазоров и увеличению осевого разбега вала. Необходимо определить степень износа с каждой стороны вкладышей и для восстановления нормального осевого разбега вала произвести наплавку вкладышей с торцов.
Если вкладыши перезаливали или подвергали местной наплавке баббитового слоя, а также заменяли новыми, их до сборки механизма необходимо прошабрить по шейкам вала. Эта подгонка является предварительной. Окончательная пришабровка вкладышей по валу производится при сборке механизма.
Предварительную пришабровку ведут по шейкам вала или по шаблону (ложному валу, у которого шейки имеют точно такие же размеры). Вкладыши поочередно укладывают на смазанные краской шейки вала (или, наоборот, во вкладыши опускают шейки шаблона), поворачивают несколько раз на угол 20– 30°, а затем снимают шабером баббит в местах касания. После нескольких приемов доводят прилегание нижнего вкладыша по дуге 60– 90° с получением двух пятен на 1 см 2 . Для верхних вкладышей необходимо такое же прилегание с получением одного пятна на 1 см 2 .
При проверке смазочных колец обращают внимание на их ци-линдричность, чистоту поверхности и надежность соединения замка. Поврежденные кольца заменяют. Взамен изношенных уплотнений корпуса набирают новые, которые должны плотно охватывать вал и иметь надежную запрессовку в гнездах корпуса.
Масляную ванну при ремонте подшипников очищают и промывают, а маслоуказательное стекло подвергают ревизии и ремонту. Плотность змеевиков водяного охлаждения проверяют гидравлическим испытанием: попадание воды в масляную ванну должно быть исключено. После гидравлического испытания змеевики продувают сжатым воздухом, чтобы полностью удалить воду.
Сборку механизма начинают с установки в корпус нижних вкладышей. Если вкладыши не заменяли и не перезаливали, а лишь слегка подшабривали, то сохраняют старую линию вала. В разъемы подшипников устанавливают старые прокладки, верхние вкладыши и крышки подшипников.
После перезаливки или замены вкладышей, а также замены корпусов подшипников и переделки фундаментной рамы выверяют подшипники вместе с валом на новых прокладках, как под корпусами, так и в разъемах вкладышей.
После пришабровки вкладышей ведут сборку подшипников. Сначала проверяют чистоту корпуса и вкладышей, при необходимости продувают каналы сжатым воздухом, а детали промывают керосином и протирают насухо. Далее устанавливают нижние вкладыши, вал и проверяют легкость вращения, а также отсутствие перекоса. На вал устанавливают смазочные кольца, если они имеются, и проверяют легкость вращения и отсутствие задевания. Затем вставляют прокладки в разъем вкладышей, верхние вкладыши, крышки подшипников и затягивают гайки болтов. После этого вторично проверяют вручную легкость вращения вала в подшипниках, устанавливают маслоуказательные стекла и термометры, заливают в подшипники масло, присоединяют трубопроводы охлаждения и смазки, контролируют подачу воды и масла, а также отсутствие течи в соединениях.
Качество ремонта и сборки механизма проверяют пробным пуском. При этом подшипники скольжения несколько прирабатываются по шейке вала. Перед пробным пуском следят за подачей масла или работой смазочных колец, наличием в подшипнике масла и его нормальным уровнем, а также за наличием воды, открывая вентиль на линии охлаждения.
При пробном пуске все время следят за температурой подшипников. Если температура поднимется до 70 °С, механизм останавливают, промывают подшипники и заменяю смазку, либо вскрывают подшипники и проверяют степень пришабровки и приработки по следам натиров. При необходимости пришабровку вкладышей улучшают и вновь собирают, проверяя подшипники обкаткой.
При осмотре вкладышей в баббитовом слое выявляют трещины, выкрашивания, отслаивания от тела вкладыша и другие дефекты. Для определения плотности прилегания баббитового слоя к телу вкладыша обстукивают вкладыш молотком (при этом не должно быть дребезжащего звука, а палец, положенный на стык заливки с телом вкладыша, не должен ощущать вибраций). Отслаивание баббитового слоя можно также определить, поместив на время вкладыш в сосуд с керосином. Извлеченный из керосина вкладыш насухо вытирают и закрашивают стык заливки мелом, разведенным в воде. После просыхания на закрашенных местах появляются темные линии, указывающие места отслаивания баббитовой заливки. Мелкие дефекты баббитовой заливки исправляют местной наплавкой. Вкладыши подшипников, у которых баббит изношен, отстал от тела вкладыша или выкрошился, перезаливают.
Страница 4 из 7
При работе тела качения создают высокие удельные давления на дорожки колец подшипников. Под действием периодически изменяющихся нагрузок на поверхностях контактирования образуются усталостные трещины и поверхность выкрашивается. Увеличиваются потери на трение, что приводит к повышению температуры и вибрации. Этот процесс прогрессирует и в конечном итоге приводит к разрушению подшипника.
Поверхностный слой металла на дорожках качения подшипника, находящийся под действием переменной по величине многократной нагрузки, в состоянии выдержать определенное количество циклов изменения контактных напряжений. При увеличении нагрузки на подшипник количество часов работы до образования усталостных изменений будет уменьшаться. Характерным признаком усталости является выкрашивание металла на рабочих поверхностях деталей, а также раковины или отслаивание металла.
Продолжительность работы подшипника до появления следов усталостных изменений металла называется долговечностью подшипника. При конструировании электродвигателей мощностью выше 100 кВт для частоты 54 вращения 1 500 об/мин и ниже расчетная долговечность принимается 10 000 ч, а при 3 000 об/мин - 5 000 ч. Под расчетной долговечностью подшипников понимается время в часах, в течение которого не менее 90% подшипников должны проработать без появления признаков усталости металла. При правильном монтаже, обслуживании и ремонте подшипники могут проработать и большее количество часов. Однако встречаются случаи выхода из строя подшипников, не отработавших расчетное количество часов. Чаще всего причиной преждевременного выхода являются недостатки в обслуживании, некачественный монтаж или ремонт подшипниковых узлов.
У электродвигателей, аварийный останов которых приводит к останову корпуса котла или снижению нагрузки блока, замену подшипников производят по истечении расчетного срока службы (долговечности) независимо от их состояния. Замена подшипников после истечения расчетного срока службы повысит надежность работы блока.
У остальных электродвигателей замену подшипников производят при обнаружении дефектов или увеличении зазоров, превышающих допустимые.
Для осмотра подшипников снимают наружную и внутреннюю крышки и корпус капсулы. Потемневшая и пересохшая смазка свидетельствует о том, что периодичность замены смазки недостаточна. Для обеспечения нормальной работы подшипников смазка заменяется через 4 000 ч работы электродвигателя, но не реже 1 раза в год, так как смазка с течением времени ухудшает свои свойства. Если при осмотре в смазке обнаружится стружка от сепаратора, то это признак неправильной его работы и подшипник необходимо заменить. Для осмотра подшипник очищают от смазки. Чистка подшипника производится на валу. Нецелесообразно для чистки подшипника снимать его с вала, так как эта операция требует значительных затрат и не дает гарантии снятия подшипника без повреждения. Удаляют смазку из подшипника деревянной лопаткой, после чего подшипник промывают бензином. Для слива бензина и смазки под подшипник устанавливают противень. Для обеспечения качественной промывки подшипник вращают за наружное кольцо или сепаратор. После полного удаления остатков смазки подшипник вытирают чистой салфеткой и осматривают.
При осмотре обращают внимание на отсутствие выкрашивания беговых дорожек колец и тел качения, отсутствие трещин, отколотых буртов, коррозии. Проверяется также состояние сепараторов: качество клепки, отсутствие трещин и деформаций. Легкость «ращения подшипников проверяют вращением от руки наружного кольца. Подшипники должны вращаться легко, свободно, без заеданий, ненормального шума и торможения. При вращении сепаратор не должен задевать или касаться поверхности наружного и внутреннего кольца. На дорожках качения не должно быть лунок, матовой поверхности, следов неравномерного истирания и подплавления. Лунки могут образоваться вследствие высокой вибрации электродвигателя. Матовая поверхность и следы неравномерного истирания свидетельствуют о загрязнении смазки и коррозии. При обнаружении хотя бы одного из вышеописанных дефектов подшипник подлежит замене.
При осмотре проверяют правильность установки стопорного кольца и плотность посадки внутреннего кольца подшипника на вал. Посадку внутреннего кольца подшипника проверяют следующими двумя способами: вручную проверяют возможность перемещения кольца; если перемещение не наблюдается, то плотность посадки проверяют легкими ударами молотка через медную выколотку, поставленную на внутреннее кольцо подшипника.
Плотность посадки наружного кольца подшипника в корпус капсулы проверяют при снятии корпуса. Ослабленный корпус легко снимают с кольца, а приложение больших усилий при снятии свидетельствует о большом натяге. При нормальной посадке снятие корпуса капсулы обеспечивается легкими ударами молотка массой 1 кг через медную выколотку. На посадочной поверхности ослабленного корпуса могут быть следы коррозии.
После осмотра подшипника замеряют радиальный зазор и проверяют осевой люфт подшипников. Радиальный зазор подшипников проверяют при нагрузке 15 иге. Замер зазора производят пластинчатым щупом, пластину которого заводят между телом качения и поверхностью внутреннего кольца в нижней его части.
Замеренный зазор сравнивают с допустимым по табл. 2 для радиальных однорядных шарикоподшипников и то табл. 3 для радиальных однорядных роликоподшипников.
Таблица 2
Зазор, мкм |
Внутренний диаметр подшипников в пределах, мм |
Зазор, мкм |
|||
наименьший |
наименьший |
||||
Осевой люфт шарикоподшипника проверяют перемещением наружного кольца в осевом направлении. Если зазоры в подшипниках соответствуют допустимым и люфт незначителен, то подшипник пригоден к дальнейшей эксплуатации. Если зазоры превышают допустимые или имеет место большой осевой люфт, то подшипник необходимо заменить.
Снятие непригодного подшипника производят с помощью любого съемника, предназначенного для снятия полумуфт. Для этого снимают стопорное кольцо, тягу съемника устанавливают на наружное кольцо или сепаратор (при съемном наружном кольце) и подшипник снимают. Если подшипник не снимается, то его необходимо нагреть горелкой и снять. Для снятия подшипника, пригодного к дальнейшей эксплуатации, используют специальный съемник (рис. 7) или съемник для полумуфт, приспособленный для снятия подшипников. Чтобы не повредить подшипник при снятии, усилие съемника должно быть приложено к внутреннему кольцу.
После снятия подшипника осматривают посадочное место вала. Посадочное место не должно иметь задиров или блестящей полированной поверхности, что свидетельствует о недостаточности натяга. Посадочный натяг можно восстановить путем установки втулки, наплавки вала или металлизацией.
Для установки промежуточной втулки вал в месте посадки протачивают до диаметра, обеспечивающего толщину стенки 4-5 мм. Натяг втулки на вал должен составлять 0,25-0,3% диаметра вала. Чтобы избежать затруднений при установке втулки, ее необходимо нагреть до температуры 350-450°С После установки втулку протачивают до необходимого размера.
Рис. 7. Винтовой съемник для демонтажа подшипников качения.
1 - диск; 2- тяга; 3- подшипник; 4- вал; 5 - винт; 6 - плита.
Этот метод можно использовать только для восстановления посадочных поверхностей, расположенных со стороны свободного конца вала, так как прочность вала при этом значительно снижается.
Если посадочное место наружного кольца подшипника с корпусом капсулы прослаблено, то его необходимо восстановить по описанной технологии.
Втулка в корпус капсулы устанавливается с натягом, обеспечивающим горячую посадку по 2-му классу точности. Для исключения возможности проворачивания втулки в корпусе последняя стопорится тремя шпильками, равномерно расположенными по окружности касания.
Один из основных методов восстановления натягов, получивших широкое распространение среди ремонтников, является метод наплавки вала электродуговой сваркой с последующей проточкой.
Наплавка производится путем нанесения сварочных швов вдоль вала. Эти швы, перекрывая друг друга, создают слой металла и увеличивают диаметр посадочного места. При наплавке вала изменяется структура поверхности основного металла, могут возникнуть местные напряжения и деформации вала. Поэтому эта работа должна выполняться высококвалифицированным электросварщиком, имеющим опыт выполнения этой работы. Перед наплавкой необходимо проверить плавность перехода мест с разными диаметрами, так как неправильно выполненный переход (отсутствие закругления в месте перехода) способствует концентрации напряжений. При наложении валика сварочного шва этот участок вала нагреваясь, удлиняется и вызывает деформацию изгиба вала. Для предотвращения изгиба вала последовательно наплавляемые швы должны располагаться диаметрально.
После наплавки группы швов они зачищаются от шлака и производится последующая наплавка до получения толщины наплавленного металла, обеспечивающей его проточку вала до необходимого диаметра. Часть валиков выполняются длиннее, чем посадочное место, и располагаются по окружности равномерно. Эта дополнительная мера позволит уменьшить напряжения в металле и придает плавный характер структурным изменениям. Строгое соблюдение технологии позволяет получить наплавленный вал без резких изменений в структуре металла. После наплавки производят токарную обработку и шлифовку ремонтируемого участка вала.
Восстановить посадочный натяг можно также способом металлизации. По сравнению с электронаплавкой этот способ имеет преимущество, так как не вызывает структурных изменений и внутренних напряжений в металле.
Однако сцепление нанесенного слоя металла с валом и его прочность значительно ниже, чем при электронаплавке. При этом способе на восстанавливаемую поверхность наносится слой металла, распыляемого в расплавленном состоянии с помощью пистолета ЭМ-9.
После механической обработки вала проверяют индикатором бой заплечиков. Согласно ГОСТ 3326-55 бой заплечиков валов при диаметре вала в пределах 50-120 мм должен быть не более 25 мкм; при диаметре вала в пределах 120-250 мм - не более 30 мкм. Заплечики валов, а также галтели обрабатываются с чистотой поверхности, не уступающей посадочным местам вала. Высота заплечиков выполняется равной половине толщины внутреннего кольца подшипника, а радиус галтели - несколько меньшим, чем радиус фаски подшипника.
Замер посадочного места на валу и в корпусе подшипника производится в нескольких местах. Полученные размеры не должны выходить за пределы поля допуска, указанного на чертеже. Овальность и конусность посадочной поверхности не должны превышать ½ допуска на диаметр. Шероховатость посадочных поверхностей и заплечиков должна быть не ниже 6-го класса чистоты и определяется обычно на глаз.
Если электродвигатель имеет частоту вращения 1 500 об/мин или ниже, то применяется напряженная посадка Н подшипников на вал и плотная в капсуле или торцевом щите. При частоте вращения 3000 об/мин применяются обеспечивающие меньший натяг посадки: плотная на вал и скольжения в капсуле.
Некоторые электромашиностроительные заводы при изготовлении электродвигателей применяют плотную посадку подшипников на валу и посадку скольжения в торцевом щите при частоте вращения 1500 об/мин и ниже. ГОСТ 3325-55 устанавливает предельные отклонения диаметра вала (табл. 4) и отверстия в капсуле (табл. 5).
Перед установкой подшипника проверяют посадочную поверхность на отсутствие забоин и при обнаружении последних запиливают их и прошлифовывают шкуркой.
Заводы-изготовители «оставляют подшипники, покрытые антикоррозионной смазкой и завернутые во влагонепроницаемую бумагу. Смазка и упаковка при соблюдении правил хранения гарантируют сохранность подшипников от коррозии не менее 1 года. Полученные со склада подшипники перед установкой промывают в бензине, проверяют легкость вращения, величину радиального зазора и отсутствие дефектов.
Подшипники имеют маркировку на торцевых частях колец - условное обозначение типа подшипника по ГОСТ и товарный знак завода-изготовителя. На разъемных подшипниках, например на роликоподшипниках, для обеспечения правильной сборки на внутреннем и наружном кольцах имеются специальные буквы и цифры. Буквы указывают, какой стороной должны устанавливаться кольца при сборке, а цифры - заводской номер комплекта.
Обнаруженные на подшипнике следы незначительной коррозии полируются сукном или войлоком с пастой ГОИ до полного удаления ржавчины. Пятна коррозии, образовавшиеся на монтажных поверхностях подшипника, удаляются мелкой шкуркой, после чего риски полируются пастой ГОИ. Рабочие поверхности подшипника (дорожки качения по кольцам, шарики и ролики) зачищать шкуркой нельзя. Если следы коррозии на рабочих поверхностях глубокие, то подшипник устанавливать нельзя.
Таблица 5
Отклонение внутреннего диаметра подшипника, мкм |
Напряженная посадка |
Плотная посадка |
||||||||
Натяг, мкм |
Предельное отклонение диаметра вала, мкм |
Нитяг, мкм |
||||||||
макси-мальный |
мини-мальный |
|||||||||
Таблица 6
Номинальный диаметр вала, мм |
Отклонение наружного диаметра под- |
Плотная посадка |
Посадка скольжения |
|||||||
Наибольшая разница в диаметрах отверстия и подшипника, мкм |
Предельное отклонение диаметра отверстия, мкм |
Наибольшая разница в диаметрах отверстия |
||||||||
Для установки на вал подшипник нагревается до температуры 100° С в баке, залитом трансформаторным маслом. Подогрев осуществляется ацетиленовой горелкой или электроподогревателем, смонтированным в нижней части бака. Подшипник укладывается на решетку, которая установлена на 50-60 мм выше дна бака. Такое расположение подшипника предохраняет его от перегрева и загрязнения. Бак сверху закрывается крышкой с целью предотвращения воспламенения паров масла.
Нагретый в баке подшипник устанавливают на вал. Если подшипник не встал свободно на посадочное место, то его необходимо продвинуть ударами молотка по внутреннему кольцу подшипника через выколотку или трубу из мягкого металла и зафиксировать от смещения стопорным кольцом. Внутренние кольца подшипников должны прилегать к заплечикам вала плотно без зазоров. После остывания подшипник заполняют смазкой и производят сборку подшипникового узла. Не следует подшипник на длительное время оставлять открытым, так как в него может попасть пыль, что потребует промывки его бензином.
Согласно ГОСТ 183-66 предельно допустимая температура подшипников качения электродвигателей равна 100° С. Поэтому для нормальной эксплуатации подшипников необходимо использовать смазку, у которой допустимая рабочая температура не ниже 100°С.
Наибольшее распространение для смазки подшипников качения крупных электродвигателей получила универсальная тугоплавкая водостойкая смазка марки УТВ (1-13). Заводы - изготовители электродвигателей ДАЗО рекомендуют использовать смазку ЦИАТИМ 201, также обладающую водостойкостью (табл. 10). В последнее время находят применение новые марки смазок, описанные в эксплуатационном циркуляре № Э-4/70. Ом а эк а должна заполнять не более 2/3 свободного объема капсулы подшипника при частоте вращения 750 об/мин и ниже, 1/3- 1/2 - при частоте вращения от 1 000 до 3000 об/мин. Большим скоростям должно соответствовать меньшее количество смазки. Нельзя смешивать смазки разных марок, так как при этом они могут терять свои свойства. Смазкой заполняются промежутки между шариками, роликами и канавки уплотнений в крышках подшипников.
Износ подшипников скольжения приводит к увеличению радиального зазора между шейкой вала и вкладышем подшипника. Через увеличенный зазор вытекает масло, нарушаются жидкостное трение и режим работы подшипника. Износ подшипников вызывает опускание вала, нарушение его горизонтальности и соосности с подшипниками. В свою очередь это усиливает износ как подшипников, так и шеек вала.
При ревизии подшипников перед ремонтом проверяют:
величину зазора между валом и подшипником;
плотность прилегания вала к поверхности подшипника;
отсутствие трещин в баббитовой заливке и ее отставание;
толщину слоя баббитовой заливки.
Масляный зазор должен составлять 0,001-0,0012 диаметра вала. При увеличении зазора в разъемных подшипниках часть регулировочных прокладок удаляют и вновь пришабривают подшипник по валу. Регулируют зазор по предварительно отшлифованной шейке вала.
Ремонт подшипников скольжения
заключается в перезаливке и восстановлении баббита вкладышей. Недоброкачественная обработка вкладыша перед заливкой, пережог баббита, заливка в необезжиренный или нелуженный вкладыш приводят к отставанию слоя баббита или к трещинам в нем.
Старый баббит выплавляют в горне или паяльной лампой. Для этого вкладыш нагревают до температуры около 250° С и легкими ударами деревянного молотка выбивают оплавившуюся изнутри заливку. Далее поверхность вкладыша тщательно зачищают шабером или металлической щеткой, обезжиривают в горячем растворе щелочи, промывают, сушат и протравливают кислотой для удаления окислов.
Вкладыши с канавками не лудят, гладкие вкладыши для надежного сцепления с баббитом следует подвергнуть лужению.
Подготовленные к заливке вкладыши собирают в форму, подогревают до 200-250° С и ровной непрерывной струей заливают в них баббит. Лучшие результаты дает центробежный способ заливки подшипников.
После охлаждения вкладыши обтачивают на токарном станке и подгоняют по шейке вала шабрением. Для контроля правильности шабрения шейку вала покрывают краской и несколько раз поворачивают наложенный на нее подшипник. Баббит, покрывшийся пятнами краски, снимают шабером. Шабровку заканчивают тогда, когда не менее 25÷30% рабочей поверхности вкладыша равномерно покрывается пятнами краски.
Раковины, отколы и несквозные трещины в баббите устраняют наплавкой баббита такой же марки.
Подшипники качения
не ремонтируют. Ремонт узла шейки вала с подшипником качения заключается в демонтаже подшипника, ремонте шейки и сборке узла.
Если при осмотре подшипника качения обнаруживают его подработку, задиры на беговых дорожках, шариках или роликах, повреждение или подработку места посадки, увеличенные зазоры между телами качения и обоймами, то подшипник заменяют. Подшипники качения демонтируют с вала с помощью специальных прессов или съемников.
Длительность нормальной работы подшипника зависит от качества сборки узла и его установки. На местах посадки подшипника должны быть тщательно удалены заусеницы, забоины, царапины.
Перед установкой подшипники качения промывают в смеси бензина с маслом и сушат на чистой бумаге. Сочленение обоймы подшипника с валом производится одной из неподвижных посадок с натягом. Подготовленный подшипник в течение 15-20 мин разогревают в масляной ванне при температуре 60-90° С и легкими ударами деревянного молотка или нажимом устанавливают на место. Посадку подшипников производят с помощью различных приспособлений.
Основные дефекты и методы ремонта
Рабочие поверхности вкладышей коренных и шатунных подшипников в процессе эксплуатации изнашиваются: на них появляются мелкие трещины, риски, задиры, наблюдаются выкрашивание и отслаивание антифрикционного слоя.
К усиленному изнашиванию подшипников приводят некачественная сборка, неправильный выбор антифрикционного сплава, сорта масла и масляных зазоров, нарушение режима смазывания, пуск дизелей без предварительного прокачивания маслом. В местах наибольшего износа во вкладыше просверливают отверстие и с помощью глубиномера измеряют толщину оставшегося слоя. Минимально допустимая толщина слоя баббита зависит от диаметра шеек вала. Если износ подшипника незначителен и не превышает допустимого, ремонт его сводится к зачистке, шабровке и пригонке по валу. При уменьшении толщины баббитового слоя сверх допустимых пределов подшипник перезаливают.
Причинами появления трещин и выкрашивания антифрикционного сплава могут быть: низкое качество антифрикционного сплава, нарушение технологии заливки, некачественная сборка, перегрузка дизеля вследствие увеличения максимального давления сгорания и нагрузки на подшипник.
Антифрикционный сплав от поверхности подшипника отслаивается при нарушениях технологии заливки подшипника, плохой подготовке поверхности перед заливкой, недостаточном нагреве вкладыша подшипника и антифрикционного сплава или перегреве сплава.
При ремонте подшипника, имеющего в баббите сквозные трещины на площади заливки до 15%, поврежденный участок вырубают и на его место наплавляют новый слой или производят перезаливку вкладыша. Глубокие одиночные раковины устраняют выплавкой баббита газовой горелкой до основного металла и наплавлением на его место баббита той же марки. Уменьшение толщины бронзовых подшипников, не залитых баббитом, не должно превышать 50% их первоначальной толщины. При износе подшипника в пределах допустимых значений его ремонтируют наплавкой. В качестве присадочного материала при газовой наплавке или электрода при электронаплавке используют прутки из фосфористой бронзы.
Тонкостенные вкладыши коренных и шатунных подшипников, имеющих значительный износ антифрикционного слоя, а также дефекты на поверхности (трещины, отслаивание баббита), заменяют новыми.
На практике часто возникает необходимость ремонта вкладышей с выкрошенными участками баббита. Если участок повреждений небольшой, в судовых условиях его запаивают, предварительно подогрев место пайки с тыльной стороны вкладыша. Наплавку ведут в нижнем положении вдоль оси вкладыша. Присадочный материал в виде прутков должен быть однородным с основным металлом. В заводских условиях качество заливки проверяют ультразвуковыми дефектоскопами.
Вкладыши подшипников многооборотных дизелей оснащают специально изготовленными лентами из свинцовистой бронзы или заливают свинцовистой бронзой. Дефектные вкладыши таких подшипников в случае необходимости заменяют новыми или растачивают под ремонтный размер.
Ручная и центробежная заливка вкладышей
Подшипники перезаливают в тех случаях, когда износ антифрикционного сплава вызывает недопустимый прогиб коленчатого вала; трещины и выкрошившиеся участки антифрикционного сплава занимают площадь более 45% рабочей поверхности; антифрикционный сплав отстает от поверхности подшипника более чем на 10% площади.
Технологически перезаливка подшипника состоит из трех операций: удаления старого антифрикционного сплава, подготовки подшипника под заливку и заливки. Перед удалением старого слоя баббита подшипник тщательно очищают от загрязнений, масла и других механических наслоений, затем обезжиривают кипячением в 10%-ном растворе каустической соды в течение 10 мин и промывают водой, подогретой до 80-90 °С. Старый баббит удаляют механическим путем, если толщина его не превышает 10 мм, или нагреванием вкладыша с тыльной стороны паяльной лампой (в печи, на горне) до температуры размягчения сплава (240-260 °С). В последнем случае баббит легко отделяется от стенок вкладыша. Затем вкладыши зачищают от остатков баббита металлической щеткой и травят (погружают в зависимости от загрязнения на 1-2 мин в 5%-ный раствор соляной кислоты или на 5-10 мин в 10-15%-ный раствор серной кислоты), промывают горячей водой, протирают насухо или просушивают в сушильном шкафу. Цель травления - удалить с поверхности твердую пленку окислов, препятствующих соединению баббита с материалом вкладыша. Для лужения (защиты от коррозии) поверхности вкладышей используют чистое олово или специально приготовленные оловянисто-свинцовые припои. Лужение выполняют двумя способами. Один из них, применяемый при групповой или массовой заливке подшипников, заключается в погружении подготовленного вкладыша или подшипника в сборе в ванну с припоем. Перед погружением в ванну поверхности вкладышей, не подлежащие лужению, обмазывают пастой, состоящей из 30% мела, 2% столярного клея и 68% воды. При индивидуальной заливке лужение производят вручную натиранием нагретого вкладыша прутком припоя или олова. Чтобы предотвратить окисление, поверхность, подлежащую лужению, покрывают флюсом. В качестве его обычно используют хлористый аммоний (нашатырь) в соединении с хлористым цинком.
Для заливки подшипника вручную предварительно облуженные вкладыши 1 (рис. 168, а) собирают на асбестовых прокладках, стягивают бугелями 3 и устанавливают на плиту 5. Толщина прокладок в стыках вкладышей с учетом припуска на механическую обработку должна быть 2-5 мм. В собранном подшипнике по центру устанавливают сердечник 2 в. виде пустотелого стального цилиндра. Фланец сердечника и торец подшипника уплотняют асбестовой прокладкой и огнеупорной глиной. Подшипник собирают на плите с помощью струбцин 4, хомутов, стальных угольников и планок 6 (рис. 168, б). Вкладыши 9 больших подшипников заливают раздельно и устанавливают на плите 8, имеющей форму угольника. Полость заливки вкладыша баббитом образует шаблон 7 в виде полуцилиндра с боковыми фланцами. Для свободного удаления сердечника после заливки наружную поверхность его покрывают графитовой мастикой или натирают древесным углем. Чтобы предотвратить утечку расплавленного металла, неплотности замазывают смесью асбеста и огнеупорной глины.

Рис. 168. Приспособления для заливки подшипников вручную
По окончании формовки подшипники подогревают и заливают расплавленным в специальном тигле баббитом. Перед заливкой баббит тщательно перемешивают и очищают верхний слой от шлака и окислов. Заливку следует производить быстро, короткой и непрерывной струей. После заливки для быстрого выхода газов рекомендуется слой баббита проколоть в нескольких местах тонкой луженой иглой. По окончании заливки подшипник, начиная с его нижней части, интенсивно охлаждают струен воздуха или водой.
На судоремонтных предприятиях широко применяют также центробежный способ заливки подшипников. Вкладыши при этом зажимают между двумя дисками, помещенными в сварном кожухе. В быстро вращающиеся на токарном станке или в специальном приспособлении вкладыши через воронку заливают расплавленный баббит. Под действием центробежных сил, возникающих при вращении вкладышей, расплавленный баббит хорошо уплотняется и распределяется равномерным слоем по всей их внутренней поверхности. При ручной заливке наблюдается большой расход баббита, неравномерность его структуры и неодинаковое качество прилегания к поверхности вкладыша. Этих недостатков не имеет центробежная заливка металла, применяемая при групповой и массовой перезаливке подшипников.
Баббит является высококачественным антифрикционным сплавом. К недостаткам баббита относят высокую стоимость, способность размягчаться при нагревании свыше 100 °С и низкую усталостную прочность, в результате которой он растрескивается и выкрашивается, особенно при слое значительной толщины. Поэтому толщина баббитовой заплавки допускается не более 2-3 мм.
Свинцовистая бронза выдерживает более высокие нагрузки, чем баббит, и не теряет механические свойства при нагревании до 200 °С.
Для ремонта тонкостенных вкладышей, заливаемых баббитом или свинцовистой бронзой, необходимо специальное оборудование. Поэтому при наличии дефектов у тонкостенных
вкладышей их заменяют новыми. Изготовление новых вкладышей и заливку их баббитом или свинцовистой бронзой производят только на специализированных ремонтных предприятиях. Такие вкладыши выпускают с несколькими ремонтными размерами по внешнему и внутреннему диаметрам.
Используемая литература: "Судовые энергетические установки" В.А. Сизых
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера.