Svi detalji klipnjača i klipna grupa podijeljeni u kategorije i međusobno odabrani pojedinačno.
Grupa tolerancije, označena slovom i utisnuta na krunu klipa, ...
... mora odgovarati grupi naznačenoj na košuljici cilindra.

Vrijednosti promjera rupa u glavicama klipa, glave klipnjače i vanjskih promjera klipne osovine podijeljene su u grupe i označene su bojom.
Na klipnoj osovini grupa je označena bojom nanesenom na njegovu čeonu ili unutrašnju površinu. Mora da odgovara grupi...

... naznačeno na glavi klipa.

Na klipnjači je bojom označena i grupa rupa za klipnu osovinu. Mora se ili poklapati ili biti u blizini prsta grupe.
Ispravnost odabira klipnjače i klipnjača provjeravamo na sljedeći način.
Podmazano motorno ulje prst treba da se pomera u glavi klipnjače pod silom palca, ali da ne ispadne iz čahure.

Na bočnoj površini donje glave klipnjače i poklopca označen je serijski broj cilindra u koji je ugrađen.

Brojevi na poklopcu klipnjače i na samoj klipnjači moraju se podudarati i biti na istoj strani.

Klipnjače koje se isporučuju kao rezervni dijelovi nemaju takve oznake, stoga prije rastavljanja označite klipnjače i poklopce na isti način kao i tvorničke kako se ne bi prevrnuli i pobrkali poklopci prilikom montaže.
Klip zagrijavamo na temperaturu od 60-80 ° C. Dozvoljeno je zagrijavanje klipa u vrućoj vodi.
Uvodimo glavu klipnjače između klipova...
... i čekićem, kroz trn ili alatom, utisnemo klip podmazan motornim uljem.

Klipni klip fiksiramo sa obe strane pomoću pričvrsnih prstenova.

PAŽNJA
Izbočina na poklopcu klipnjače mora biti na istoj strani kao i natpis ...

PAŽNJA
... "PREDNJI" na klipu.

Sjedišta čahure su temeljito očišćena od kamenca i korozije.
Zamjenjujemo zaptivne bakrene podloške obloga cilindara novima.
Rukave pritisnemo laganim udarcima čekića kroz drveni blok.

Sa setom sondi provjeravamo izbočenje čahure iznad ravnine bloka, koje bi trebalo biti 0,02-0,10 mm.

Odabiremo klipne prstenove za cilindre.
Naizmjenično, ugrađujemo prstenove u cilindar na dubinu od 20-30 mm i mjerimo zazore mjeračem. Kompresijski prstenovi trebaju imati razmak u bravi od 0,3-0,6 mm, strugač za ulje - 0,3-1,0 mm.

Ako se klipovi ne mijenjaju, širinu žljebova provjeravamo novim klipni prstenovi.
Provjeravamo zazor na nekoliko točaka duž obima klipa. Vrijednost bočnog zazora za kompresione prstenove treba biti 0,050-0,082 mm, za sklopljeni prsten za struganje ulja 0,135-0,335 mm.

U istrošene cilindre možete ugraditi prstenove najbliže veličine za popravku i, ako je potrebno, turpijati krajeve kako biste dobili razmak od 0,3 mm.
Stavljamo prstenove na klip, počevši od prstena za struganje ulja.
Nakon što smo otvorili bravu ekspandera prstena za struganje ulja, ugrađujemo ga u donji utor prstena, nakon čega spajamo krajeve ekspandera.

Stavili smo prsten za struganje ulja na ekspander ...

... natpis na dnu klipa.

Ugao između brava ekspandera i prstena je 45 stepeni.
Ugradnja donjeg kompresijskog prstena...

... natpis i koso sa unutra prstenovi do dna klipa.

Ugradite gornji kompresioni prsten.

Dimenzionalne grupe klinova, klipova i klipnjača
Smanjenje performansi vozila može biti uzrokovano mnogim faktorima. Stoga, "liječenje" takve bolesti mora biti ispravno odabrano. Značajan faktor je nivo kompresije u komorama za sagorevanje bloka cilindra. Za takvu dijagnozu prikladna je zamjena klipnih prstenova.
Dodatni znakovi bit će trošenje motornog ulja i smanjenje potrošnje goriva automobila. Točniju sliku dat će mjerenje kompresije pomoću posebnih instrumenata.
Razmotrimo primjer rada na klasičnim VAZ modelima. Potrebno je izmjeriti kompresiju na toplom motoru. Očitavanja hladnog motora mogu izobličiti sliku. Za mjerenja će vam trebati poseban manometar opremljen vrhom s navojem. Možete ga kupiti u bilo kojoj prodavnici automobila.
Izgled kompresora
Test počinje odvrtanjem svih svijeća iz njihovih grla. Zatim se središnji kabel odvoji od zavojnice za paljenje. Instaliraj neutralna brzina i okreni se ventil za gas maksimum za otvaranje. Nakon toga uvrtamo mjerač kompresije u jednu od rupa za svjećice. U ovom trenutku, pomoćnik bi trebao okrenuti ručicu startera. Dva ili tri poteza će biti dovoljna.
Indikacije se smatraju normalnim ako su na uređaju postavljeni podaci od 12-13 ks/cm 2 .
Nivo od 10 do 12 je također dozvoljen. Ali ako su brojke ispod 10 kg / cm 2, onda to ukazuje na nisku kompresiju. Ako kompresija ipak dostigne zadovoljavajući nivo, ali malo kasni, onda u ovom slučaju odgovornost može biti na ventilima.
Da pojasnimo, možete uliti oko 20 ml ulja u spornu komoru i ponovo okrenuti starter, vršeći mjerenje. Kada je normalna kompresija postavljena na 12 kg / cm 2, razlog leži u prstenovima. Može to riješiti ispravna instalacija klipni prstenovi. Ako tlak ostane nizak, onda su uzrok smanjenja ventili.

Ugradnja pomoću trna
Rastavljanje motora radi zamjene prstenova
Prije zamjene potrebno je izvršiti niz pripremnih radova:
- potrebno je isprazniti iskorišteno motorno ulje, jer nakon ugradnje novih prstenova potrebno je sipati svježu radnu tekućinu;
- otpuštamo ispušnu cijev prigušivača;
- potrebno je ukloniti poklopac mehanizma ventila i postaviti motor prema oznakama;
- demontiramo zvijezdu bregastog vratila, a za VAZ-ove s pogonom na prednje kotače uklanjamo vijak koji pričvršćuje remenicu remena, a zatim i sam zupčasti remen sa remenicom;
- u klasici otpuštamo zatezač, a zatim demontiramo i lanac i zvijezdu postavljene na bregastu osovinu;
- zatim demontiramo klackalicu sa oprugama, postavljajući sve u ispravnom redosledu kako bismo sastavili delove na svoja mesta;
- uklonite glavu bloka, prije toga morate odspojiti razdjelnik;
- odmotajte i riješite se posude i pumpe za ulje;
- skinite poklopce klipnjače, a zatim gurnite klipnjače prema gore tako da ih možete izvući zajedno s klipom.
Provjera prstenova i klipova
Svaki klipni prsten se uklanja i provjerava u svom cilindru. Kako ih ne biste zbunili jedni s drugima, potrebno je odmah rasporediti dijelove određenim redoslijedom. Prilikom provjere starih prstenova, njihov vanjski promjer ne bi trebao stvarati razmak sa zidovima cilindra za veći od 1 mm. Poređenja radi, u isti cilindar možete umetnuti novi prsten.

Ispitivanje termalni jaz u prstenovima
Mjerenja će obično biti preciznija na vrhu otvora bloka jer je habanje volumena minimalno.
Zazor se može provjeriti i posebnim mjeračima. Potrebno je obratiti pažnju na termički zazor u klipnim prstenovima, koji bi trebao biti u rasponu od 0,25 do 0,45 mm. Može se provjeriti mjernom šipkom. Ako je parametar manji, tada je dozvoljeno povećati razmak brušenjem krajnje ravni dijamantskom turpijom.
Promjer klipova se provjerava na dnu (suknji). To se radi mikrometrom.
Potrebno je uporediti ovaj indikator sa tabelom prihvatljivih vrijednosti. Osim toga, morate provjeriti zazor između žljeba klipa i prstena. U slučaju viška, klipovi se moraju promijeniti. granična vrijednost tolerancija je 0,15 mm. Klipovi se također vizualno provjeravaju na pukotine i integritet prstenastih mostova. Nakon pranja, zadovoljavajući klipovi se mogu dalje koristiti.
Postupak instalacije
Brendirani proizvodi provjerenih proizvođača imaju praktičnu oznaku, zahvaljujući kojoj je jasno kako pravilno ugraditi klipne prstenove. Na jednoj strani je napisano "TOP", što na engleskom znači "vrh". Ova strana treba da bude okrenuta prema komori za sagorevanje ili vrhu klipa.

Oznaka na bočnim stranama prstenova
Ako nije pronađen nikakav natpis, onda bi trebao biti utor duž cijelog promjera. Kod takvog koraka potrebno je spustiti prsten.
Obično postoje dva načina instalacije. Jedan od njih je sigurniji, a drugi češće koriste ili veliki profesionalci ili apsolutni početnici. Oba su pogodna za samostalnu upotrebu tokom popravki.

Montaža sa metalnim pločama
U prvom slučaju, morat ćete izrezati nekoliko ravnih komada lima, debljine oko 0,3 do 0,5 mm. Tri ili četiri takva lista su raspoređena duž prečnika klipa. Oni nose prstenje. I oni se spuštaju do nivoa utora. Zatim se trn za klipne prstenove uklanja sa ploča, a prsten sjeda u željeni žljeb. Metoda je savršena za svakog majstora.

Ugradnja klipnog prstena
Druga opcija zahtijeva određeno iskustvo i vještinu. Sastoji se od toga da morate prstima proširiti razmak, povećavajući unutrašnji promjer prstena do te mjere da možete provući klip kroz njega i ugraditi ga u željeni utor. Nedostaci su što često neiskusni bravari polome mnogo prstenova primjenom više sile nego što je potrebno.
Neophodne radnje nakon ugradnje prstenova
Kada svaki prsten zauzme svoje mjesto u žljebu, tada morate postaviti proreze na oko 120 stepeni jedan od drugog. Ovo smanjuje vjerovatnoću proboja plina iz komore za gorivo u šupljinu kućišta radilice.

Nepravilna ugradnja klipnih prstenova
Postoje dokazi da prvi prsten drži oko 75% sve kompresije, a drugi - oko 20%.
Ako su termičke praznine razdvojene, onda kada određena količina plina probije prvi prsten, neće imati vremena za dalje, za razliku od bližeg položaja drugog jaza.
Greške prilikom ugradnje klipnih prstenova
Ugradnja novih prstenova u istrošene cilindre je apsolutno neefikasna. To je zbog činjenice da istrošena rupa ima oblik elipse. Očekivano preklapanje kvaliteta se ne može dogoditi.

Komplet klipnih prstenova
Takođe uključeno velika brzina drugi prsten, koji se sastoji od livenog gvožđa, može jednostavno da pukne.
Tokom rada, prstenovi u žljebovima ispunjavaju izlaz. Takvi praznini smanjuju pritisak u komori za izgaranje i plinovi iz nje ulaze u kućište radilice. A ulje ide u suprotnom smjeru. Takav dizajn može raditi nekoliko hiljada kilometara, a zatim je opet potrebno izvršiti popravke.
Također je velika greška namjerno postavljati praznine jedan naspram drugog. Gasovi pregrijavaju jednu stranu klipa, što rezultira deformiranim dijelom. Dolazi do izgaranja metala i dodatne deformacije svih elemenata.
Trebat će vam: ključevi "za 10", "za 12", "za 14", glave "za 15", "za 19", čekić.
Skinite glavu cilindra.
Skinite karter ulja motora i brtvu kartera.
Ukloni pumpa za ulje.
Odvrnite matice 1 vijka šipke i uklonite poklopac 2 šipke.
Ako je poklopac zategnut, skinite ga laganim udarcima čekića.
Uklonite umetak sa poklopca.
Gurnite klip iz cilindra i uklonite ga zajedno sa klipnjačom.
Uklonite umetak sa klipnjače.
Ako ćete ugraditi stare obloge, označite ih brojem cilindra.
Pažljivo izvadite klip sa klipnjačom iz cilindra kako ne biste oštetili ogledalo cilindra.
Provjerite oznake na klipnjači i njenom poklopcu. Ako se oznake ne vide, označite klipnjaču i poklopac brojem cilindra.
Uklonite preostale klipove sa klipnjačama.
Skinite klipne prstenove pomoću izvlakača ili, ako nije dostupan, pažljivo ispravite prstenove na bravama.
Ne savijajte prstenove više nego što je potrebno za njihovo uklanjanje, inače se prstenovi mogu deformirati ili slomiti.

8. Uklonite kopče sa obe strane klipa.

Istisnite klipne klinove posebnim alatom.
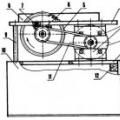
Ako nema alata, klipne klinove možete izbiti laganim udarcima čekića kroz trn 1. To se mora učiniti po težini kako se klip ne bi oštetio. Skinite klipnjaču 2 sa klipa 3.
Uklonite preostale klipove sa klipnjača.
Operite sve dijelove u benzinu. Očistite klipove od čađi.
Uklonite naslage ugljika iz žljebova klipnog prstena komadom starog klipnog prstena.
Pregledajte klipove. Ako imaju tragove ogrebotina, tragove izgaranja, zamijenite klipove.
Izmjerite prečnik klipa. Ako je manji od 95,4 mm, zamijenite klip.
Prečnik klipa se meri u ravni okomitoj na osu klipnog klipa, 8,0 mm ispod ose klipnog klipa.
Klip je ugrađen u cilindar sa zazorom od 0,036-0,060 mm.
Klipovi su podeljeni po prečniku u pet grupa veličina: A, B, C, D, D. Oznaka slova je utisnuta na dnu klipa.
Prilikom odabira klipa za cilindar, mora se osigurati gore navedeni razmak.
Maksimalni dozvoljeni razmak između klipa i cilindra je 0,25 mm.
Razmak između klipa i cilindra može se odrediti mjerenjem klipa i cilindra. Rezervni dijelovi se isporučuju s klipovima dvije veličine za popravku: s promjerom povećanim za 0,5 i 1,0 mm.
Na jednom od naglavaka ispod klipnog klipa izliven je natpis "409" (klip nominalnog prečnika), "409AP" (prečnik povećan za 0,5 mm) ili "409BR" (prečnik povećan za 1,0 mm).

Izmjerite razmak između klipnog prstena i utora na klipu na nekoliko mjesta po obodu klipa.
Razmak treba biti unutar 0,060–0,096 mm za kompresione prstenove i 0,115–0,365 mm za prsten za struganje ulja.
Ako zazori prelaze navedene vrijednosti, prstenovi ili klipovi se moraju zamijeniti.

Izmjerite zazore u bravama klipnih prstenova.
Da biste to učinili, umetnite prsten u cilindar i pomaknite klip kao trn tako da prsten ravnomjerno stane u cilindar, bez izobličenja.
Mjeračom izmjerite razmak u bravi (utičnici) prstena, on bi trebao biti unutar 0,3–0,6 mm za kompresione prstenove i 0,5–1,0 mm za diskove za struganje ulja.
Ako je zazor veći od navedenog, zamijenite prsten.
Ako je razmak manji, možete turpijati krajeve prstena turpijom stegnutom u škripcu, pomičući prsten gore-dolje duž turpije.
15. Provjerite slijetanje klipnog klipa u gornju glavu šipke.
Razmak između osovinice i čahure gornje glave klipnjače treba biti unutar 0,0045-0,0095 mm.
Klipovi, klipovi i klipnjače podijeljeni su u četiri grupe veličina i označeni bojom.
Prst je označen na unutrašnjoj površini s jednog kraja, klipnjača - na šipki, klip - na donjoj površini jedne od glavaka ili je rimski broj izbijen na dnu klipa.
Lagano podmažite klipni klip čistim motornim uljem i umetnite ga u gornji kraj klipnjače. Prst treba da uđe u glavu od napora ruke ravnomjerno, bez zaglavljivanja.
Klipnjača se mora okretati na klipnoj osovini pod vlastitom težinom iz vodoravnog položaja.
U okomitom položaju, klin se ne smije izvući ili ispasti iz glave klipnjače pod vlastitom težinom.
Klipnjača i klipnjača moraju biti iste grupe veličina ili susjednih grupa.
16. Klipovi sa klipnim prstenovima, klinovima i sklopovima klipnjača biraju se prema težini. Razlika u težini za jedan motor ne smije biti veća od 10 g.
17. Pogledajte okolo ležajevi klipnjače. Ako imaju ogrebotine, lomljenje ili druga oštećenja, zamijenite obloge.
18. Postavite na šipke poklopca i izmjerite prečnik otvora u donjoj glavi šipke.
Nominalni prečnik rupe je 60 + 0,019 mm, maksimalno dozvoljeni je 60,03 mm.
Ako izmjereni promjer prelazi granicu, zamijenite klipnjaču kapom.
Izmjerite promjer rupe u čahuru klipnjače.
Nominalni prečnik rupe je 22+0,007 -0,003 mm, maksimalni dozvoljeni prečnik je 22,01 mm.
Ako izmjereni promjer prelazi granicu, zamijenite klipnjaču. Dimenzije klipnjače i klipne grupe su date u tabeli.

* Tolerancija 0,06 mm podijeljena u 5 grupa (do 0,012 mm)

Montirajte klip 4 sa klipnjačom 3. Prethodno zagrejte klip na temperaturu od 60-80°C.
Zatim brzo umetnite klipnjaču u klip tako da se pojavi natpis " Prije» na klipu i ušici « ALI” na klipnjači su bili na jednoj strani, a klipnu osovinu utisnuti 6 sa maksimalnom interferencijom od 0,0025 mm.
Uspostaviti sigurnosne prstenove 5. Staviti klipne prstenove na klip pomoću skidača.
Gornji kompresioni prsten je označen natpisom "Top", prsten se mora postaviti na klip sa ovim natpisom do dna klipa.
Na unutrašnjoj strani donjeg kompresijskog prstena napravljen je žljeb, prsten se mora postaviti sa ovim žlijebom prema gore do dna klipa.
Umetnite čahuru 7 u donju glavu klipnjače - izbočina za pričvršćivanje („brava“) na čauri treba da uđe u udubljenje u donjoj glavi klipa.
Umetnite umetak 1 u poklopac 2 klipnjače - izbočina za pričvršćivanje („brava“) umetka treba da uđe u udubljenje na poklopcu.
Podmažite cilindar, klip 4, radilicu radilica i obloge 1 i 7 čistim motornim uljem.
Okrenite klipne prstenove tako da se brave kompresijskog prstena nalaze pod uglom od 180° jedna prema drugoj, brave diskova za struganje ulja su također pod kutom od 180° jedna prema drugoj i pod 90° prema bravama kompresionog prstena, ulje Bravica ekspandera prstena za struganje je pod uglom od 45° u odnosu na bravu jednog od diskova strugača za ulje.
Okreni se radilica tako da je klipnjača cilindra u koji je ugrađen klip u BDC.
Umetnite klip sa klipnjačom u cilindar tako da se pojavi natpis " Prije” na glavi klipa bila je okrenuta prema prednjem dijelu motora (prema pogonu bregaste osovine).
Kako ne biste oštetili ogledalo cilindra, preporučujemo da na vijke klipnjače stavite čahure od mekog materijala (na primjer komadiće gumenih ili plastičnih crijeva).
Koristeći poseban trn, stisnite klipne prstenove i lagano gurnite klip u cilindar drškom čekića, pri čemu trn mora biti čvrsto pritisnut na blok, inače se klipni prstenovi mogu slomiti.
Pomaknite klip prema dolje tako da donja glava klipnjače sjedne na ležaj klipnjače radilice, skinite obloge crijeva sa vijaka klipnjače.
Ugradite poklopac klipnjače 2 na vijke klipnjače tako da izbočina " B» na poklopcu klipnjače bio na istoj strani kao i izbočina « ALI» na donjoj glavi klipnjače; brojevi cilindara utisnuti na klipnjači i poklopcu bili su na jednoj strani, sa "bravama" košuljica okrenutim jedna prema drugoj.

Zamotajte matice vijaka klipnjače i zategnite ih momentom od 68–75 Nm (6,8–7,5 kgf m).
Ugradite preostale klipove sa klipnjačama na isti način.
Okrenite radilicu nekoliko puta, trebalo bi da se okreće lako, bez zaglavljivanja.
Ugradite pumpu za ulje, korito za ulje i glavu motora.
A prije montaže potrebno je sastaviti klipove na cilindre motora ZMZ-40906. Klipovi prema vanjskom prečniku suknje i cilindri prema unutrašnjem prečniku su razvrstani u pet grupa veličina. Klipovi su označeni slovima na dnu. Slovo oznake grupe veličina promjera cilindra naneseno je bojom na čepove na lijevoj strani bloka cilindra.
Na motor ZMZ-40906, nakon popravke, mogu se ugraditi klipovi nominalnog prečnika 95,5 mm i prve popravne veličine 96,0 mm (označeni su sa "AP"). Klipovi se mogu razvrstati u 2 težinske grupe. Na dnu je označena grupa težih klipova. U motor ZMZ-40906 moraju se ugraditi klipovi iste masene grupe. Klipovi i cilindri moraju biti usklađeni grupa po grupa, u skladu sa donjom tabelom.
* - Ranije su grupe označavane slovima ruskog alfabeta - "A", "B", "C", "G", "D", respektivno.
Dozvoljeno je biranje klipova za, uključujući radne cilindre bez njihove obrade, iz susjednih grupa kada klip prođe test ispod. Preporučljivo je provjeriti prikladnost klipa za rad u cilindru, kao što je navedeno u nastavku.
Provjera podobnosti klipa za rad u cilindru motora ZMZ-40906.
1. Klip u obrnutom položaju pod uticajem sopstvene mase ili pod dejstvom laganih guranja prstiju šake treba polako da se spušta duž cilindra.
2. Izmjerite vučnu silu dinamometrom trake sonde debljine 0,05 mm i širine 10 mm, spuštene na dubinu od 35 mm između stijenke cilindra i klipa umetnutog u njega u obrnutom položaju. Donja ivica suknje klipa treba biti uvučena 10 mm od gornjeg kraja bloka.
Postavite traku sonde u ravninu okomitu na os klipnog klipa, odnosno duž najvećeg prečnika klipa. Sila pri povlačenju trake sonde treba biti 29-39 N (3-4 kgf) za nove cilindre i klipove. Mjerenja cilindara, klipova i provlačenje klipova treba izvoditi na temperaturi dijelova plus 20 + -3 stepena.
Izbor prstiju za klipove i klipnjače i montaža klipova sa klipnjačom i prstima.
Klipovi su razvrstani u 2 grupe veličina prema prečniku otvora za prst i označeni su rimskim brojem na dnu. Klipnjače su razvrstane u 4 grupe veličina prema promjeru otvora za klip i označene su bojom na šipki u području glave klipa. Klipni klipovi po vanjskom prečniku mogu se razvrstati u 5 grupa veličina koje su na kraju označene bojom ili latiničnim slovima i u 2 grupe veličina koje su na kraju označene rimskim brojevima.
Klipnjače podeljene u 5 grupa veličina i raščlanjene na 2 grupe veličina moraju se posebno uskladiti sa klipovima i klipnjačom u skladu sa tabelama ispod.
Klipnjače zajedno sa poklopcem razvrstane su po težini u četiri grupe i označene bojom na poklopcu klipnjače. Boja označavanja:
- Bijela - odgovara masi klipnjače 900-905 g.
– Zelena – 895-900
– Žuta – 890-895
– Plava – 885-890
Za ugradnju u motor ZMZ-40906 treba uzeti klipnjače iste masene grupe. Razlika u masi jedinica ugrađenih u motor (klip sa klipnjačom) ne smije prelaziti 22 grama. Prije montaže, podmažite klipnu osovinu koja se koristi na motoru i umetnite je u otvore klipa i klipnjače. Klipnjače i klipovi, kada su sklopljeni sa klipnom osovinom, moraju biti orijentisani na sledeći način: natpis "FRONT" ili "FRONT" na klipu, izbočina A na glavi radilice klipnjače mora biti usmerena u jednom smeru.
Očistite krune klipova i žljebove klipnih prstenova od naslaga ugljika. Upotrijebite mjerač za mjerenje zazora između kompresionih prstenova i stijenke žlijeba klipa. Za istrošene prstenove i klipove dozvoljen je maksimalni zazor ne veći od 0,15 mm. Veći zazor će rezultirati povećanim izgaranjem ulja zbog "pumpanja" prstenova. Zamijenite, ako je potrebno, istrošeni prsten ili klip.
Postavite klipne prstenove na klip pomoću alata. Ugradite donji kompresijski prsten s natpisom "TOP" (gore) ili oznakom zaštitnog znaka proizvođača prema dnu (vrhu) klipa. Prstenovi u žljebovima moraju se slobodno kretati.
Ubacite klipove u cilindre na sljedeći način.
– Okrenite klip sa klipnjačom tako da natpis "FRONT" ili "FRONT" na klipu bude okrenut prema prednjem kraju bloka cilindra.
- Ubrusom obrišite ležajeve klipnjača i njihove poklopce, obrišite i umetnite obloge u njih.
– Okrenite osovinu tako da radilice prvog i četvrtog cilindra budu u položaju koji odgovara BDC.
– Premažite ležajeve, klip, radilicu i prvi cilindar čistim motornim uljem.
- Odvojite brave klipnih prstenova, pomaknite brave kompresionog prstena za 180 stepeni jedna u odnosu na drugu, postavite brave prstenastih elemenata diska prstena za struganje ulja jednu na drugu pod uglom od 180 stepeni i pod uglom od 90 stepeni na brave kompresionog prstena. Postavite bravu ekspandera opruge pod uglom od 45 stepeni u odnosu na bravu jednog od prstenastih elemenata diska.
– Pomoću specijalnog trna sa unutrašnjom konusnom površinom, stisnite prstenove i umetnite klip u cilindar.
Prije ugradnje klipa u blok motora ZMZ-40906, trebali biste još jednom provjeriti ispravan položaj klipa i klipnjače u cilindru. Povucite klipnjaču za glavu radilice do rukavca klipnjače i stavite poklopac klipnjače. Poklopac klipnjače na klipnjači mora biti postavljen tako da se izbočina B na poklopcu klipnjače i izbočina A na glavi radilice ili žljebovi za košuljice nalaze na jednoj strani.
Zategnite matice vijaka klipnjače moment ključem na moment od 68-75 Nm (6,8-7,5 kgcm). Istim redoslijedom umetnite klip sa klipnjačom četvrtog cilindra. Okrenite radilicu za 180 stepeni i umetnite klipove sa klipnjačama drugog i trećeg cilindra. Okrenite radilicu nekoliko puta, koja bi se trebala lako rotirati uz malo napora.