Vändamehhanism (CCM) on oluline mehhanism auto mootor, mis muudab kolvisüsteemi translatsioonilised liikumised pöörlevaks liikumiseks väntvõll mootor, millest omakorda kandub see liikumine edasi auto ratastele, mis paneb auto liikuma.
Mootori silindrites kütuse-õhu segu põlemisel tekkivate gaaside rõhu all tekitab kolb edasi liikumine väntvõlli poole. Mehhanismi olulised osad, nimelt kolb, ühendusvarras ja võll, aitavad translatsiooniliigutusi muuta pöörlevateks liikumisteks, mis omakorda käivitavad auto rataste pöörlemise. IN vastupidises järjekorras võlli ja kolvi vastastikmõju on järgmine: võll at pöörlev liikumine mehhanismi osade kaudu - võll, ühendusvarras ja kolb muudab energia kolvi translatsiooniliseks liikumiseks.
Kuidas see toimib vända mehhanism
KShM koosneb 2 osade rühmast: fikseeritud ja liikuvad.
Fikseeritud osade hulka kuuluvad:
plokk karter; karteripead; silindrite vooderdised; ajastusülekande kate; määrdeaine konteiner; silindripeade katted; hooratta korpus; väntvõlli pealaagrite katted; peamised laagrikestad; kinnitus- ja tihendusdetailid.
Liikuvate osade hulka kuuluvad:
Kolvid; kolvirõngad; kolvi tihvtid; ühendusvardad; väntvõll; hooratas.
Kolb tunneb gaasirõhku, edastab selle läbi kolvitihvti ühendusvardale ja teeb ka abitakte.
Surverõngad tihendavad gaasiühendust kolvi ja silindri seina vahel ning takistavad töövedeliku lekkimist.
Õli kaabitsarõngad eemaldavad liigse õli silindri seintelt karterisse.
Kolvitihvt on mõeldud kolvi liigendamiseks ühendusvardaga ja jõu edastamiseks kolvilt ühendusvardale.
Ühendusvarras on mõeldud jõu edastamiseks kolvi tihvtilt väntvõllile.
Väntvõll võtab ühendusvardalt jõu ja muudab selle pöördemomendiks.
Hooratas on ette nähtud väntvõlli ebaühtlase pöörlemise vähendamiseks, samuti kolvid nende surnud kohtadest eemaldamiseks tänu jõukäigu ajal kogunenud kineetilisele energiale. Lisaks hõlbustab hooratas mootori tööd kiirendamisel ja lühiajaliste ülekoormuste ületamist.
KShM klassifikatsioon:
Mootorites sisepõlemine autotehnika Kasutatakse kolme tüüpi väntmehhanisme:
Keskne (aksiaalne) väntvõll, milles silindri ja kolvi tihvti teljed ristuvad väntvõlli teljega (KAMAZ-740.10, YaMZ-238V);
Nihutatud (disaksiaalne) väntvõll, milles silindri telg ei ristu väntvõlli teljega (GAZ-51) või kolvi tihvti telg on silindri telje suhtes nihutatud (ZIL-5081.10, ZMZ-66-06 ja ZMZ-513) ;
Järelveetava kepsuga KShM, milles veetav keps on tihvti abil ühendatud oma vändapeas oleva peamise kepsuga (V-46-2S1, D12A-525A).
Gaasi jaotusmehhanism (GRM) - mehhanism klapi ajastuse juhtimiseks sisepõlemismootor.
Koosneb nukkvõll- või mitu võlli - ja nende veomehhanismid, ventiilid, mis avavad ja sulgevad põlemiskambrite sisse- ja väljalaskeavasid ning ülekandelülid - tõukurid, vardad, nookurid ja mõned abiosad (reguleerimiselemendid, klapivedrud, klapi pöörlemissüsteemid jne)
Nukkvõlli ajamisüsteem tagab igal juhul selle pöörlemise nurkkiirusega, mis on võrdne 1/2 nurkkiirus väntvõll
Gaasi jaotusmehhanismi konstruktsiooni klassifitseerimistunnused on ventiilide ja nukkvõlli asukoht.
Sõltuvalt ventiilide asukohast eristatakse mootoreid:
· Alumised klapid (külgventiilidega);
· Õhuventiilid (vanas kirjanduses - "riputusventiilidega");
· Segaventiili paigutusega.
Nukkvõlli asukoha järgi eristatakse mootoreid:
Nukkvõlliga, mis asub sees silindriplokk(Cam-in-Block);
· Silindripeas asuva nukkvõlliga (Cam-in-Head);
· Ilma nukkvõllita.
Gaasi jaotusmehhanismi konstruktsioon vastutab iga silindri sisselaske- ja väljalaskeklappide planeeritud ja vahelduva avamise ja sulgemise eest, tagades töösegu õigeaegse tarnimise silindrisse ja heitgaaside vabastamise sellest.
Kolb, liikudes TDC-lt BDC-le, tekitab esimesel käigul õhuvaakumi, mille tõttu kütus või valmis töösegu siseneb silindrisse. See toimub õigeaegselt avaneva sisselaskeklapi kaudu, mis sulgub õigeaegselt, kui kolb jõuab BDC-ni. Seejärel toimub silindris survetakt, millele järgneb jõutakt ise, mis muudab põlemisenergia mehaaniliseks energiaks, mis võimaldab teil väntvõlli pöörata ja lõpuks sundida autot läbi osade ja komponentide ahela liikuma. Viimane käik on heitgaas, kui kolvi liikumisel BDC-st TDC-sse avaneb väljalaskeklapp ja kõik kolvi rõhu all olevad gaasid pressitakse silindri ruumi vähenemise tõttu läbi väljalaskeavade ja summuti atmosfääri. Seda kõike tagab hammasrihm.
Peamine komponent pole siin mitte niivõrd sisselaske- ja väljalaskeklapid, vaid nukkvõll, sundides neid vaheldumisi töötama, mis omakorda sõltub täielikult väntvõlli pöörlemisest - vastasel juhul energia genereerimise protsess ei toimi. Vaatame lähemalt mootori ajastusseadet.
Väntvõlli otsas on jäigalt fikseeritud hammasratas. Väntvõlli pöörlemisenergia edastatakse selle käigu kaudu rihmülekande abil nukkvõllile, mille otsas on sarnane hammasratas, mis paneb võlli pöörlema. Võllil on väljaulatuvad osad, nn nukid. Nende nukkide puhul toimib pöörlev võll vaheldumisi ventiilidele, sundides neid õigel ajal avama ja sulgema. Ja iga klapi sisseehitatud vedrude tõttu naasevad need alati oma algasendisse. Nukkvõll on konstrueeritud nii, et iga silindri iga klapp avaneb ja sulgub täpselt sel hetkel, kui seda nõuab igas silindris esinev soovitud käik.
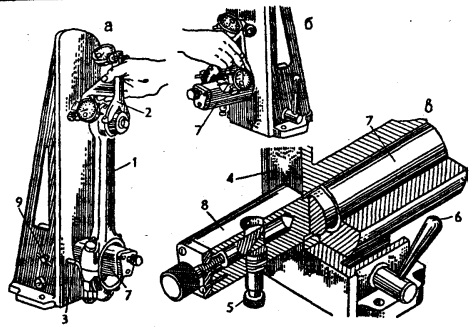
Mootori ülaosas asuva nukkvõlli asukoha klassikalist versiooni nimetatakse "ülemise nukkvõlliga" hammasrihmaks, mida näeme joonisel.
Hammasrihmale on ette nähtud hulk reguleerimisi, mille seadistus tagab usaldusväärne töö auto mootorit tervikuna, kuid selles etapis oli eesmärk mõista hammasrihma ja selle oluliste komponentide tööpõhimõtet mehaanilise energia saamise protsessis. Ajastusseadme, nagu iga teise mehhanismi, kõiki funktsioone ja nüansse käsitleme üksikasjalikus uuringus.
Hammasrihma toimimise kaalumisel on vaja eristada kahte etappi: mootori silindrite tööjärjekord ja klapi ajastus.
Silindri töökord
Samanimeliste ribade vaheldumise järjekord in erinevad silindrid nimetatakse silindrite tulistamisjärjekorraks jõuseade. Tööjärjekord sõltub nuki- ja väntvõlli tihvtide asendist ning silindrite asukohast.
Neljasilindrilises üherealises neljataktilises mootoris vahelduvad käigud 180°, tööjärjekord võib olla 1-2-4-3 (Volga) või 1-3-4-2 (VAZ-2106, Moskvich- 2140).
Klapi ajastus viitab ventiilide esialgsetele avanemismomentidele ja lõplikele sulgemismomentidele, mida väljendatakse väntvõlli pöördenurga kraadides surnud punktide suhtes. Selleks, et silindrid saaksid paremini heitgaasidest puhastatud, peab väljalaskeklapp avanema enne, kui kolb jõuab BDC-sse ja sulgemisprotsess peab toimuma pärast TDC-d. Silindrite paremaks täitmiseks seguga peab sisselaskeklapp avanema enne, kui kolb jõuab TDC-ni ja sulguma pärast BDC läbimist. Ajavahemikku, mille jooksul mõlemad ventiilid on üheaegselt avatud (väljalaske- ja sisselaskeava), nimetatakse klapi kattumiseks.
Klapi ajastuse valivad tehaste spetsialistid eksperimentaalselt, sõltuvalt mootori sisselaske- ja väljalaskesüsteemi konstruktsioonist ning selle kiirusest. Sel juhul püütakse kasutada gaaside võnkuvat liikumist väljalaske- ja sisselaskesüsteemides nii, et sisselaskeklapi lõppasendis ja sulgemise lõppfaasis tekiks selle ette rõhulaine. väljalaskeklapp selle taha moodustuks harulduslaine. Sellise klapiajastuse valikuga on võimalik samaaegselt parandada silindrite täitmist värske seguga, aga ka paremini puhastada neid heitgaasidest.
TDC-klapi ajastusmehhanismi õige paigaldamine tehakse kindlaks, lülitades sisse ajastuskäigud, millel on märgid. Hälve klapi ajastuse paigaldamisel vähemalt kolme nukkvõlli ketiratta või hammasratta hamba võrra põhjustab klapi märkimisväärset mõju kolvile, surve kadu ja klapi või mootori rikkeid. Klapi ajastuse püsivus säilib ainult klapimehhanismi korral termiline vahe. Vahe suurendamine aitab vähendada ventiili avanemise kestust.
Enamike mootorite väntvõllid on valmistatud terasest 45, 40Х, 50Т ja osade mootorite DR-U stantsimise teel, võllid on valmistatud kõrgtugevast magneesiummalmist valamisel. Väntvõllide peamised vead on pea- ja ühendusvarda tihvtide kulumine ning võlli paindumine. Vähem levinud on keermekahjustused, praod, võtmeavade kulumine, hooratta kinnituspoltide, hammasrataste ja rihmarataste istmed ning õli äravoolu keermed.
Väntvõll lükatakse tagasi, kui esineb pragusid, välja arvatud väikesed pikisuunalised praod pea- ja ühendusvarda tihvtidel pikkusega kuni 3 mm. Kui pea- ja ühendusvarda tihvtid on üle viimase remondimõõdu kulunud, lükatakse tagasi ka diiselmootoriga väntvõllid.
Väntvõlli taastamise ja laagrite väljavahetamise vajaduse määrab laagrites lubatud lõtkude ületamine.
Enne remonti pestakse väntvõll pesumasinas OM-36000. Eriti põhjalikult pestakse tsentrifugaalõli puhastamiseks mõeldud õõnsused ja õlikanalid. Kontrollige magnetvigade detektoriga, kas võlli tihvtidel pole pragusid.
Võlli paindumine kõrvaldatakse spetsiaalse sirgendamise abil, kasutades lokaalset peenimist.
Kulunud istmed all. hammasratas või rihmaratas taastatakse pindamisega süsinikdioksiidi keskkonnas, kasutades traati Sv-18KhGSA, millele järgneb töötlemine nimisuuruseni.
Kulunud võtmeavad ja hooratta paigaldamiseks mõeldud tihvtide augud keevitatakse poolautomaatselt süsinikdioksiidi keskkonnas kasutades traati Sv-08G2S. Kiilusoon on freesitud samas kohas, et mitte segada hammasrataste paigaldamist. Keevitatud augud pärast otsapinna puhastamist treipingil puuritakse, süvendatakse ja hõõritakse puurmasinal.
Kõige tavalisem viis väntvõllide pea- ja ühendusvarda kangide taastamiseks on lihvida need iga mootorimargi jaoks kehtestatud remondimõõtmeteni. Enne tihvtide lihvimist tuleb kõrvaldada kõik muud võlli vead. Klappe mõõdetakse kahes osas 10 mm kaugusel põskedest ja kahel tasapinnal: vända tasapinnal ja sellega risti.
Väntvõlli tihvtide lihvimiseks kasutage universaalset lihvimismasin 3A423, millel saate lihvida nii pea- kui ka ühendusvarda tihvte või spetsiaalseid masinaid. Kõik ajakirjad lihvitakse sama remondisuuruse järgi. Esiteks lihvitakse peamised ajakirjad ja seejärel ühendusvardad. Peamiste tihvtide lihvimisel võetakse kinnitusalusteks põrkmehhanismi ava faasiks ja laagri jaoks võlli otsas olevaks faasiks või auguks. Neid andmebaase kontrollitakse esmalt ja vajadusel korrigeeritakse. Kontrollimiseks paigaldatakse väntvõll tsentritesse ja mõõdetakse selle läbijooksu kulumata pindadel. Hammasratta kahvli ja hooratta ääriku radiaalne väljavool ei tohiks ületada vastavalt 0,03 ja 0,05 mm.
Ühendusvarda tihvtide lihvimisel võtke kinnitusalusteks hammasratas ja välimine. silindriline pind hooratta äärik või maandatud välimised tihvtid.
Enne augu lihvimist õlikanalid süvistamine puurmasinale või elektritrellile spetsiaalselt varustatud abrasiivtööriistaga või 14-16 mm läbimõõduga karbiidplaatidega puuriga.
Ühendusvarda tihvtide lihvimisel paigaldatakse väntvõll esi- ja sabavarda keskmiste käiguvahetajate kolme lõualuu padrunisse. Tsentrifuugide abil nihutatakse peamiste tihvtide telge esi- ja tagavaru telgede suhtes vända raadiuse võrra. Võlli nurga suunamine toimub indikaatorseadmega piki lihvitud kanti. Ühtlast tuge kasutatakse abrasiivse ratta kaela lõikamisel tekkiva jõu neelamiseks ja võlli läbipainde vältimiseks.
Riis. Seade võlli paigaldamiseks vänttihvtide lihvimisel: 1 - prisma; 2 - ühendusvarda kang; 3 - indikaatorseade.
Väntvõlli tihvtid on lihvitud elektrokorundratastega keraamilisele sidemele, mille terasuurus on 16-60, kõvadus CM2, CI, ST1 ja ST2. Lihvimisrežiim: lihvketta perifeerne kiirus - 25-35 m/s; võlli perifeerne kiirus - 18-25 m/min (peatahvlite lihvimisel) ja 7-12 m/min (ühendusvarda tihvtide lihvimisel), põikiratta etteanne - 0,003-0,006 mm/pööre, pikisuunaline ettenihe - 7-11 mm/pööre . Selleks, et jahvatamisel ei tekiks mikropragusid, kasutatakse rikkalikku jahutamist.
Pinna kareduse Ra 0,16-0,32 mikroni saamiseks pärast lihvimist poleeritakse tihvtid GOI pastaga nr 20-30 paigaldusel OR-26320 või alusel 6749. Spetsialiseerunud remondiettevõtetes, kus on suured remondiprogrammid, poleerimise asemel, superviimistlust kasutatakse ajakirjade peenhäälestamiseks spetsiaalsel poolautomaatsel 3875K.
Väntvõlli ajakirjad autode mootorid, mille mõõtmed ületavad remondipiiranguid, kaetakse automaatse kattekihiga räbustikihi alla ja töödeldakse nimisuurusteni.
Ümbertöödeldud väntvõllid allutatakse dünaamiline tasakaalustamine sisse spetsiaalne masin KI-4274 või BM-U4.
Pärast ajakirjade lihvimist ja poleerimist pestakse väntvõllid ja õlikanalid põhjalikult ning puhutakse suruõhuga läbi.
Restaureeritud võllide kontrollimisel kontrollitakse mõõtmeid, määratakse otsamõõturite järgi reguleeritud kronsteini abil kõikide kangide koonus, ovaalsus, tünni- ja sadulakuju. Põhi- ja ühendusvarda tihvtide suhteline asend, keskmiste peamiste tihvtide väljavool, hooratta äärikupinnad, rihmaratta ja hammasratta pindade väljavool, ühendusvarda tihvtide telgede nihkumine hooratta suhtes. esimest põhi- ja esimest ühendusvarda kahvlit läbiv ühine tasapind, samuti vända raadius määratakse juhtseadmetega. Pinna karedus määratakse kareduse proovide põhjal.
Ühendusvarraste remont
Enamiku autode ja traktorite mootorite kepsud on valmistatud terasest 45, 40Х, 40Г jne. Peamised kepsude vead on: varda paindumine ja väändumine; ühendusvarda alumises peas oleva augu, puksi ja ülemise pea augu kulumine puksi jaoks; ühendusvarda poltide mutrite katte kandepindade kulumine jne.
Ühendusvardad lükatakse tagasi, kui esineb pragusid, purunemisi või hädapainde. Lisaks lükatakse tagasi SMD-60, SMD-64 mootorite ühendusvardad ja nende modifikatsioonid, kui alumise pea konnektori tugipindade kolmnurksed splinsid on kortsus.
Riis. Seade KI-724 ühendusvarraste kontrollimiseks: a - ühendusvarda paigaldamine seadmele; b — indikaatornõela nullimine; c - torniseade: 1 - kaanega ühendusvarras; 2 — indikaatoritega prisma; 3 - piiraja; 4 - plaat; 5 — kinnitustihvt; 6 — käepide; 7 - südamik; 8 - südamiku tugipind; 9 - piiraja kinnituskruvi.
Ühendusvarraste paindumist ja väändumist kontrollitakse näidiku- ja optiliste seadmete abil. Töötubades üldine eesmärkühendusvarraste kontrollimiseks kasutage seadet KI-724, mis on universaalne ja võimaldab juhtida mootori ühendusvardaid erinevad kaubamärgid. Enne kontrollimist sisestatakse seadme plaadi 4 auku raam 7. Sel juhul peaks ühendusvarda alumise pea südamiku tugipind 8 olema üleval ja kinnitustihvt 5. põhja. Ühendusvarras ilma ülemise peapuksita kinnitatakse südamikule 7. Ühendusvarda ülemises peas olevasse avasse sisestatakse esmalt seadme väike südamik. Olles paigaldanud prisma 2 väikesele tornile, liigutage ühendusvarrast koos torni ja prismaga, kuni prisma peatus puudutab plaadi pinda. Selles asendis kinnitage südamik käepidemega 6. Seejärel eemaldage ühendusvarras seadme küljest ja paigaldage prisma koos indikaatoriga tornile 7 ja liigutage seda seni, kuni prisma piirang puudutab plaadi pinda ja indikaatori nool pöördub 1,0- 1,5 pööret. Selles asendis on ülemine näidiku nool nulliks. Pöörake prismat tornil nii, et alumise indikaatori ja teise tõkke mõõtvarras puutuksid plaadiga kokku ning seadke teise näidiku nool nulli.
Paigaldage ühendusvarras tornile 7 nii, et selle alumine pea toetuks vastu stoppi 3. Asetage prisma ühendusvarda ülemise pea väikesele tornile ja viige see plaadile. Kui puudutate prisma piirikut, näitab ülemise indikaatori nool painde suurust millimeetri sajandikkudes 100 mm pikkusel. Pöörates prismat teisele poole, kasutage ühendusvarda väände suuruse määramiseks alumist indikaatorit.
Kõigi kaubamärkide diiselmootorite ühendusvarraste puhul ei tohi painutamine ületada 0,05 mm ja keerdumine ei tohiks ületada 0,08 mm 100 mm pikkusel (prisma piiriku ja indikaatori mõõtevarda vaheline kaugus). Automootorite ühendusvarraste lubatud painutus on 0,03 mm, lubatud vääne on 0,06 mm.
Ühendusvardad, millel on painutus või keerd, mis ulatub kaugemale kehtivad väärtused, taastatud või kasutuselt kõrvaldatud. Varda on lubatud sirgeks ajada, kuumutades varda gaasipõleti leegiga temperatuurini 450-500°C. Küte eemaldab sisemised pinged kepsu varras, mis mootori töötamise ajal kipuvad ühendusvarda algsesse (deformeerunud) olekusse tagasi viima.
Ühendusvarda alumises peas olevate aukude kulumine välistatakse sõltuvalt kulumisastmest mitmel viisil. Enne taastamist kontrollige ühendusvarda poltide ja mutripeade all olevaid tugipindu ning eraldustasapindu.
Tugipindu freesitakse kuni kulumisjälgede eemaldamiseni. Kortsus või kulunud eraldustasapinnad freesitakse või lihvitakse, kuni tasapinnad on paralleelsed ava generaatoriga. Mitteparalleelsus on lubatud mitte rohkem kui 0,02 mm piki ühendustasandite kogupikkust.
Kui lihvimisega eemaldatud metallikiht katte eraldustasanditelt ei ületa 0,3 mm ja ühendusvarda ühendustasanditelt diiselmootorite puhul 0,2 mm ja vastavalt 0,4 ja 0,3 mm karburaatori mootorid, siis ühendatakse ühendusvarras, pingutatakse mutrid normaalse pöördemomendiga ja puuritakse ning seejärel lihvitakse nimimõõduni.
Kui ühendusvarraste vooderdiste augud on nii kulunud, et eraldustasapindadest on vaja eemaldada ülalnimetatust suurem metallikiht, siis taastatakse augud metallikihi suurendamise teel (triikraud, leek pihustamine jne), millele järgneb töötlemine nimisuuruseni.
Puksi kulunud auk ühendusvarda ülaosas puuritakse või hõõritakse kuni kulumisjälgede eemaldamiseni ja piki välisläbimõõtu surutakse sisse suurema suurusega puks. Puksi auk puuritakse URB-VP-M masinal või treipingil spetsiaalse seadme abil. Pärast puurimist rullitakse puks välja samadel masinatel olevate rullvaltspinkide abil. Puurimisel jäta rullimisvaru 0,04-0,06 mm. Valtsimisprotsess vähendab pinna karedust ja suurendab puksi sobivuse tugevust 70-80%.
Ühendusvarda ülemise pea kulunud puksid taastatakse kokkusurumise teel, millele järgneb välispinna suurendamine vaskplaadistamise, ühendusvarda sisse keeramise, termilise difusiooniga galvaniseerimise, millele järgneb mehaaniline töötlemine.
Kolvi ja poldi remont
Enamiku mootorite kolvid on valmistatud alumiiniumisulamitest. Töö ajal on neil võimalikud järgmised defektid: kolvi katteosa (seeliku) kulumine, kolvirõngaste sooned ja kolvitihvti jaoks mõeldud augud; kriimustused ja praod. Peamine defekt kolvi tihvtid- välispinna kulumine ülemise ühendusvarda pea puksi ja kolvipeade aukude all, võimalikud praod, laastud ja täkked.
Kolvid ja kolvirõngad kulunud lubatud piirid suurused, ära taasta. Kell jooksvad remonditöödülemuste kulunud augud paigutatakse liiga suure sõrme alla. Aukude joondamise säilitamiseks rakendatakse need ühe käiguga spetsiaalse pika hõõritsaga. Pärast kasutuselevõttu kontrollige spetsiaalsete seadmete abil ava läbimõõtu näidikuga ja aukude telje perpendikulaarsust kolvi teljega (või generaatoriga).
Vändamehhanismi remont seisneb selle osade väljavahetamises või parandamises. Remont tehakse tavaliselt autolt mootori eemaldamisega. Mootorit autolt eemaldamata saate eemaldada või paigaldada ainult silindripea katte, silindripea, õlivanni ja vahetada nende tihendid. Ülaltoodud osade paigaldamisel toimub nende kinnitusmutrite ja poltide pingutamine kindlas järjekorras vastavalt üldreegel kehaosade kinnitamine: keskelt perifeeriasse ristimeetodil. See pingutusmeetod tagab kinnitusdetailide ja kogu mehhanismi tiheduse.
Silindripea kate eemaldatakse ja paigaldatakse mootori silindripea vahetamise või parandamise vajaduse korral, selle kinnituse mutrite ja poltide pingutamisel, pea tihendi vahetamisel. Lisaks tuleb gaasijaotusmehhanismi hoolduse ja remondi käigus (klapivahede reguleerimine, õlitihendite ja muude gaasijaotusdetailide vahetus) eemaldada silindripea kate. Silindrikaane eemaldamine ja paigaldamine toimub ettevaatlikult, et mitte kahjustada kaane tihendit, lisaks on mootori parandamisel soovitav kaasas vahetada varukaane tihend juhuks, kui see saab demonteerimisel kahjustada või vana tihend on mootori töötamise ajal kahjustatud. Lisaks võib vaja minna tagavaratihendit, kui vana kummitihend kaotab kõvastumise tõttu oma tihendusomadused.
Silindripea eemaldamine ja paigaldamine viiakse läbi, kui see on vaja välja vahetada, peatihendi vahetamisel või gaasijaotusmehhanismi parandamisel. Lisaks eemaldatakse silindripea juhul, kui põlemiskambrite seintelt ja kolvipõhjadelt eemaldatakse süsiniku ladestus ning ka siis, kui spetsiaalsete ainete kasutamine süsiniku hoiuste eemaldamiseks ei anna tulemusi. Süsiniku ladestumise tunnusteks on mootori ülekuumenemine ja töö jätkamine mitu sekundit pärast süüte väljalülitamist. Silindripea eemaldamiseks peate esmalt tühjendama jahutusvedeliku, seejärel eemaldama pea külge kinnitatud instrumendid; Keerake lahti poldid, mis kinnitavad selle mootori külge. Pärast seda saate pea ettevaatlikult eemaldada, et tihendit mitte kahjustada. Kui tihend on silindripea külge kinni jäänud, eraldatakse see õhukese metallplaadi või tuhmi noaga. Süsinikuladestuste eemaldamisel tuleb kolvid ükshaaval seada TDC-le, seejärel pehmendada setted petrooleumiga niisutatud lapiga ja seejärel eemaldada tekkinud sadestused pehmest metallist või puidust kaabitsaga. Süsiniku lademete eemaldamisel põlemiskambri seintelt tuleb teha samad toimingud.
Silindripea paigaldamine tehakse vastupidises järjekorras. Enne vana tihendi paigaldamist tuleb seda tiheda tihendi tagamiseks hõõruda pulbrilise grafiidiga. Siiski on kõige parem asendada vana tihend uuega iga kord, kui silindripea eemaldate ja paigaldate. Pärast silindripea paigaldamist on vaja selle kinnitused ploki külge pingutada. Kinnitused pingutatakse külmal mootoril kindla pöördemomendiga ja kindlas järjestuses momentvõtmega. Mootori töötamise ajal ei vaja pea kinnitusdetailide täiendavat pingutamist tänu spetsiaalsete poltide kasutamisele ja mittekahaneva tihendi paigaldamisele. Väntmehhanismi muude osade parandamiseks ja asendamiseks on vaja mootor autost eemaldada ja täielikult või osaliselt lahti võtta. Et teha kindlaks osa sobivus selle edasiseks kasutamiseks, on vaja kontrollida tehniline seisukord väntmehhanismi osad.
Silindriplokk on hoolikalt visuaalne kontroll ploki terviklikkus, selle deformatsiooni suuruse mõõtmisel, samuti silindrite pindade ja põhilaagrite aukude kulumine. Enne silindriploki tehnilise seisukorra kontrollimist peate selle põhjalikult puhastama ja loputama ka kõik selle sisemised õõnsused (eriti määrdesüsteemi kanalid) kuuma naatriumhüdroksiidi lahusega temperatuuril 75–85 ° C. Kui silindriplokil on kahjustusi (praod, augud, laastud), tuleb plokk reeglina kohe välja vahetada. Väikesed praod tihendatakse epoksiidiga või parandatakse keevitamise teel. Silindriploki deformatsiooni määramise käigus jälgitakse põhilaagrite avade joondamist, samuti selle pistiku mittetasasust silindripeaga.
Silindripeaga plokiühenduse tasasust kontrollitakse kaliibri, joonlaua või pinnaplaadi abil. Joonlaud paigaldatakse piki eraldustasandi diagonaale ja keskele piki- ja põikisuunas. Pärast seda määrake selle alla asetatud kaliibri abil kaliibri ja joonlaua vahelise pilu suurus. Plokk loetakse edasiseks kasutamiseks sobivaks, kui vahed ei ületa 0,1 mm. Kui vahe ei ületa 0,14 mm, tuleb konnektori tasapinda lihvida, et vältida selle mittetasasust. Kui vahe on üle 0,14 mm, tuleb silindriplokk välja vahetada. .
Peamiste laagriavade ebaühtlust kontrollitakse spetsiaalse torni abil. Kontrollimiseks peate sisestama südamiku peamisse laagriauku. Kui südamik sisestatakse samaaegselt kõigisse põhilaagrite aukudesse, peetakse plokki sobivaks edasiseks kasutamiseks, kui torni ei sisestata üheaegselt kõigisse aukudesse, tuleb silindriplokk asendada uuega.
Pärast seda on vaja mõõta silindrite läbimõõdud ja põhilaagrite augud. Selle toimingu jaoks kasutatakse näidiku mõõturit. Kui aukude kulumine ületab lubatud väärtusi, siis silindriplokk kas asendatakse uuega või puuritakse remondimõõduni. Pärast sellist puurimist paigaldatakse silindriplokki remondimõõdule vastavad kolvid ja kolvirõngad.
Tehnilise seisukorra kontrollimine Väntvõll tehakse selleks, et tuvastada keermepinna pragude olemasolu ja suurenenud kulumise jälgi. Enne kontrollimist tuleb väntvõll mootorist eemaldada ja põhjalikult pesta. Lisaks peate puhastama ja puhuma välja õlikanalite õõnsused, olles eelnevalt õlikanalite korgid lahti keeranud. Kui võlli visuaalsel kontrollimisel avastatakse pragusid, tuleb võll välja vahetada. Kui niit katkeb mitte rohkem kui kaks lõnga, aetakse see läbi. Pärast seda mõõdetakse pea- ja ühendusvarda tihvti diameetrid ning tehakse järeldus võlli edasise kasutamise kohta, võimaluse kohta tihvte ümber lihvida remondimõõtudeks või võlli uue vastu vahetada. Väntvõlli kahvlit mõõdetakse mikromeetriga piki kahte tsooni kahel üksteisega risti asetseval tasapinnal. Kõigi samanimeliste ajakirjade ümberlihvimine toimub ühe remondisuuruse järgi. Lisaks mõõdetakse väntvõlli tehnilise seisukorra kontrollimisel väntvõlli pööramisel mikromeetrilise näidikupea abil läbijooksu hooratta kinnitustes ja võlli teljel. See kontroll võimaldab teil kontrollida ääriku otspinna ruudukujulisust.
Tehnilise seisukorra jälgimine Hooratta määrab käitatava siduriketta kontakttasandi pinna seisukord, samuti rummu ja hammasratta seisukord. Käitava ketta kontakttasapinnal ei tohi olla jälgi ega jäsemeid. Lisaks kontrollitakse väntvõlliga kokku pandud hooratta tasapinna läbijooksu. Äärmuslikes kohtades ei tohiks see ületada 0,10 mm. Kui väljavool ületab lubatud väärtusi, tuleb kontakttasand maandada või hooratas välja vahetada. Hooratas tuleb samuti välja vahetada, kui sellel on pragusid. Kui hooratta velje hammastel on sooned, tuleks need puhastada ning olulise kulumise või kahjustuse korral hooratta velg uue vastu välja vahetada. Uus velg tuleb soojendada temperatuurini 200-230 °C ja seejärel vajutada hoorattale.
hinnang 2,86 5-st (7 häält)


