Kloķu un gāzes sadales mehānismu apkope un pašreizējais remonts
Motora galvenie ir kloķvārpstas (KShM) un gāzes sadales (laika) mehānismi. Jebkura to sastāvdaļu pasliktināšanās un nepareiza darbība nekavējoties noved pie jaudas, ekonomisko un vides īpašību samazināšanās, un šo daļu sadalīšana - līdz motora apstāšanās brīdim un transporta procesa pārtraukšanai.
Galvenie KShM darbības traucējumi ir cilindru, virzuļu, virzuļa gredzeni, virzuļa tapas, savienotājstieņu bukses, šarnīra un galvenā gultņi, kloķvārpstas vārpstas.
Galvenās KShM nepilnības ir: virzuļa gala lūzums, virzuļu iestrēgšana, čaulu kausēšana, cilindra spoguļa nobrāzšana, plaisas blokā vai bloka cilindra galvā.
Darbības traucējumu gadījumā motora darbības laikā parādās raksturīgi trokšņi un sitieni, samazinās saspiešana cilindros, palielinās gāzu izrāviens karterī no virzuļa telpas un palielinās eļļas izdegšana.
Galvenās laika problēmas ir vārstu vārstu un to vadotņu, vārstu plākšņu un to sēdekļu, sadales vārpstas izciļņu un gultņu žurnālu, laika zobratu, termisko atstarpju maiņa starp vārstu kātiem un stūmējiem (vai šūpoles) nodilumu, vārstu kātu blīvējumu nodilums . Ja sadalās zobrata zobi, plīsīs ķēde vai siksnas piedziņa, vārsti izdeg, vārstu atsperes saplīst, vārstu laiks tiek pārkāpts un rezultātā strauji palielinās degvielas patēriņš, samazinās motora jauda, \u200b\u200blīdz tā ir pilnīga apstāšanās.
Tipiskas laika defektu pazīmes ir sitieni, izlēcieni un zibšņi ieplūdes kolektorā un izpūtējā.
KShM un zobsiksnas tehniskā stāvokļa diagnostiku veic ar raksturīgiem sitieniem, izmantojot stetoskopus, saspiežot, ar gaisa noplūdi no virzuļa telpas, ar gāzes izrāvienu motora karterī, ar eļļas izdegšanu un citiem parametriem.
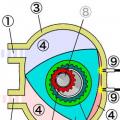
Motora saspiešanu, kas ir atkarīga no cilindra-virzuļa grupas nodiluma, vārsta sēdekļa blīvuma un galvas starplikas stāvokļa, mēra, izmantojot kompresometrus (2.14. Attēls) vai kompresogrāfus (reģistrējot manometrus).
a - kompresora ķēde; b - ierīces vispārējs skats
1 - spole; 2 - gumijas konusa ieliktnis; 3 - pretvārsts; 4 - skrūve rādījumu atiestatīšanai; 5 - korpuss; 6 - manometrs
2.14. Attēls - Kompresometra ierīce
Spole 1 ir nepieciešama, lai degvielas un gaisa maisījums, kas ieplūst no cilindra, neatstātu ierīces korpusu, līdz spiediena mērītāja rādījumi stabilizējas.
Pārbaudot saspiešanu, motors jāuzsilda līdz normālai darba temperatūrai (80 ... 90 ° C) un gaisam un droseļvārsts jābūt pilnīgi atvērtai. Kompresoru pārmaiņus ievieto motora aizdedzes sveces atverēs, un kloķvārpstu pagriež ar starteri. Pārbaudot dīzeļdzinēju saspiešanu, kompresijas mērītājs tiek fiksēts augsta spiediena (2,0 ... 2,5 MPa) dēļ tāpat kā sprausla.
Kompresijas vērtība benzīna dzinēji atrodas robežās no 0,8 līdz 1,2 MPa, un dīzeļdegviela - 2,5 ... 3,5 MPa. Cilindru saspiešanas atšķirība nedrīkst pārsniegt 0,1 MPa benzīnam, 0,3 MPa dīzeļdegvielai. Ja nav datu par saspiešanas daudzumu, tad aptuveni var noteikt tā standarta vērtības MPa:
P c \u003d e × k, (2.11)
kur e- saspiešanas pakāpe šo motoru;
uz - koeficients, kas ņemts diapazonā no 0,1 ... 0,12.
Ja saspiešana ir mazāka nekā standarta, tad kravas automašīnai ir nepieciešams ielej 15 ... 20 gramus un vieglo automašīnu 8 ... 10 gramus tādas pašas eļļas, kas pārbaudītajā cilindrā tiek ielejama motora karterī. un atkārtojiet testus. Eļļa aiztaisīs atstarpes starp virzuli, gredzeniem un cilindru. Tāpēc, ja saspiešana ievērojami palielinās, tas norāda uz cilindra-virzuļa grupas (CPG) nodilumu un, ja nē, tad par vārstu vaļīgu stiprinājumu.
Relatīvo saspiešanas daudzumu procentos mēra uz motora testera pēc startera strāvas pulsācijas amplitūdas, kas patērēta kloķvārpstas kloķēšanai. Visu cilindru vislielākā saspiešana tiek uzskatīta par 100%, tāpēc šīs metodes precizitāte ir zemāka akumulatora atšķirīgās uzlādes pakāpes dēļ.
Saspiesta gaisa noplūdes diagnostikas metode ir precīzāka un elastīgāka. Esošajām ierīcēm (K-69M un K-272) ir gandrīz tāda pati funkcionālā shēma (2.15. Attēls).

1 - ātrās atvienošanas savienojums; 2 - ieplūdes drosele; 3 - reduktors; 4 - ieplūdes sprausla; 5 - manometra mērīšana; 6 - amortizators; 7 - regulēšanas skrūve; 8 - izejas armatūra; 9 - savienojošā uzmava; 10 - montāža; 11 - gumijas blīvējums
2.15. Attēls - ierīce K-69M NIIAT
Pārbaužu laikā caur aizdedzes sveces atverēm tiek piegādāts noteikta spiediena (0,16 MPa) saspiests gaiss, kuru uztur pneimatiskais reduktors 3, un plūsmas ātrums, ko nodrošina kalibrēšanas cauruļvada un regulēšanas skrūves 7 klātbūtne.
Ierīci darbina kompresors ar spiedienu 0,3 ... 0,6 MPa. Manometra skalu var normalizēt procentos. 0% atbilst spiedienam 0,16 MPa, un 100% atbilst 0 MPa. Katra cilindra virzuli pārmaiņus iestata kompresijas sākuma stāvoklī (kad ieplūdes vārsts ir aizvērts) un kompresijas gājiena TDC stāvoklī. Lai šajos stāvokļos uzstādītu katra cilindra virzuli, izmantojiet vienkāršākās ierīces, kas iekļautas ierīču komplektā. Katrā pozīcijā tiek reģistrēts gaisa spiediens U 1 un U 2. Ja ir noplūdes, tad gaiss iziet caur tām un spiediens samazināsies. Jo vairāk spiediens pazeminās, jo augstāks ir CPG nodilums un (vai) laiks. Noplūdes starpību DU \u003d Y 2 - Y 1 vērtē pēc cilindra nodiluma, jo tuvu TDC cilindra nodilums ir lielāks. Tas nedrīkst pārsniegt 15 ... 30%. Noplūdes daudzums virzuļa stāvoklī pie TDC kompresijas gājiena beigās (U 2) ir atkarīgs no cilindra diametra un nedrīkst pārsniegt 25 ... 40% (lielas vērtības - lieliem diametriem). Pēc Y 1 vērtības (ne vairāk kā 10 ... 15%) tiek novērtēts virzuļa gredzenu un vārstu stāvoklis. Ja Y 1 vērtība pārsniedz pieļaujamo vērtību, tad pārbaudītā cilindra virzulis ir uzstādīts kompresijas gājiena galā un tur tiek piegādāts gaiss, apejot ierīci zem spiediena 0,3 ... 0,5 MPa. Lai novērstu virzuļa nolaišanos, jāieslēdz pirmais pārnesums un stāvbremze... Ar nodilušiem virzuļa gredzeniem eļļas uzpildes kaklā ir dzirdams gaisa troksnis. Ja starplika ir izdegusi, radiatora uzpildes kaklā būs dzirdams gaisa troksnis ( izplešanās tvertne) vai galvas krustojumā ar cilindru bloku.
Gadījumā, ja vārsta piezemēšanās vietās ir noplūde, indikatora pūkas (iekļautas ierīces komplektā), kas ievietotas blakus esošo cilindru aizdedzes sveces atverēs, kur ieplūdes vai izplūdes vārsti ir atvērti šajā testējamā cilindra stāvoklī. Vārsta pārbaudes secības tabula dažādi dzinēji pieejams instrumenta priekšpusē.
Gāzu izrāvienu karterī nosaka, izmantojot gāzes plūsmas mērītāju (KI-4887) vai gāzes skaitītāju (GKF-6). Šajā gadījumā kartera ventilācijas sistēmas caurule tiek atvienota un aizvērta ar aizbāžņiem (iekļauti instrumentu komplektā KI-4887) vārstu vāku, eļļas mērstieņa, kartera ventilācijas caurules u.tml. Atverēm .2.16).
Plūsmas mērītāja darbības princips ir balstīts uz gāzes tilpuma atkarību no ierīces droseļvārsta atkarībā no šķērsgriezuma laukuma S pie noteikta spiediena krituma DР pirms un pēc droseļvārsta:
 , (2.12)
, (2.12)
kur m ir izelpas koeficients (0,62 ... 0,65);
J - gāzes tilpums, m 3 / s;
S - plūsmas laukums, m 2;
r - gāzes maisījuma blīvums, kg / m 3;
D R - spiediena kritums, Pa.
Vakuuma sūknis ir pievienots ierīces izejai. Vakuuma sūkņa jauda ir nemainīga, un izplūstošo gāzu tilpums pie dažādi dzinējikam citādi tehniskais stāvoklis - dažādi. Tāpēc, lai sūknis caur ierīci nekavējoties izsūknētu visas izplūstošās gāzes, droseļvārsts 2 tiek atvērts vai aizvērts tā, lai ūdens līmenis caurulēs 6 un 7 kļūtu vienāds (ti, spiediens karterī kļūst vienāds ar atmosfēras ).

1 - ierīces korpuss; 2 - ieplūdes droseļvārsts, lai radītu atmosfēras spiedienu karterī; 3 - droseļvārsts, lai izveidotu fiksētu diferenciālo D R; 4 - kartera gāzes plūsmas mērītāja skala; 5, 6, 7 - pjezometri
2.16. Attēls - gāzes plūsmas mērītāja KI-4887 diagramma
Pagriežot droseļvārstu 3, iestatiet fiksētu diferenciālo spiedienu D R\u003d 15 mm ūdens kolonna. Jo lielāks ir gāzu izrāviens, jo zemāks vakuums droseļvārsta priekšā 3 un jo lielāks leņķis tas jāpagriež (palielinot plūsmas laukumu S), lai nodrošinātu norādīto vērtību D R... Pie droseļvārsta 3 ir pievienota bulta, kas ierīces mērogā norādīs gāzu tilpumu l / min. Lielākajai daļai dzinēju ierobežojums ir 80 ... 120 l / min.
Eļļas atkritumus, kas raksturo cilindru-virzuļu grupas nodilumu, kontrolē to līmenis motora karterī. Eļļas izdegšana tiek uzskatīta par pieņemamu, kas ir 0,5 ... 1% no patērētās degvielas daudzuma, un lielās vērtības atbilst dīzeļdzinēji... Metode nav piemērojama, ja no sistēmas ir eļļas noplūde.
KSHM un GRM uzturēšana ietver stiprinājumu, tajos iekļauto elementu pārbaudi un pievilkšanu, regulēšanas un eļļošanas darbus.
Stiprināšanas darbi tiek veikti, lai pārbaudītu visu motora savienojumu stiprinājumu stāvokli: motora stiprinājumi pie rāmja, cilindra galva, eļļas trauks pie bloka, ieplūdes un izplūdes caurules atloki utt.
Lai novērstu gāzu un dzesēšanas šķidruma iekļūšanu caur cilindra galvas blīvi, pārbaudiet un, ja nepieciešams, ar noteiktu brīdi pievelciet tā stiprinājuma uzgriežņus pie bloka. Tas tiek darīts, izmantojot griezes momenta atslēgu. Uzgriežņu pievilkšanas griezes momentu un secību nosaka ražotāji (2.17. Att.). Čuguna cilindra galva ir fiksēta karsta, un alumīnija sakausējuma galva ir auksta.
Eļļas trauku nostiprinošo skrūvju pievilkšanas pārbaude, lai izvairītos no tās deformācijas un noplūdes, tiek veikta arī saskaņā ar noteiktu secību, kas sastāv no pārmaiņus diametrāli izvietoto skrūvju pievilkšanas un divos vai trīs posmos.



atbrīvošanas puse
a - VAZ dzinējs; b - YAMZ-236 dzinējs; c - KamAZ-740 dzinējs; g - ZIL-130 dzinējs
2.17. Attēls - Uzgriežņu pievilkšanas secība, nostiprinot galvas pie motora bloka
Pielāgošanas darbi tiek veikti pēc diagnozes noteikšanas. Konstatējot klauvēšanu vārstos, kā arī TO-2 laikā, tiek pārbaudītas un noregulētas termiskās spraugas starp vārsta kātu galiem un šūpoles roku pirkstiem (2.1. Att.). Pielāgojot atstarpes, 1. cilindra virzulis pie saspiešanas gājiena ir iestatīts uz TDC, kuram kloķvārpsta tiek pagriezta, līdz zīmes ir izlīdzinātas. Šajā stāvoklī tiek noregulētas spraugas starp vārsta kātiem un 1. cilindra sviru sviru pirkstiem. Pārējo cilindru vārstu atstarpes noregulē secībā, kas atbilst cilindru darbības kārtībai, pagriežot kloķvārpstu 1/2, 1/3 vai 1/4 pagrieziena, pārejot no cilindra uz cilindru četrus, sešus un attiecīgi astoņu cilindru motori.

1 - stienis; 2 - pretuzgrieznis; 3 - regulēšanas skrūve;
4 - skrūvgriezis; 5 - šūpuļzirgs; 6 - zonde; 7 - vārsts
2.18. Attēls - Laika termisko atstarpju pielāgošana
Lai pielāgotu KamAZ-740 dzinēja atstarpes, kloķvārpsta tiek iestatīta stāvoklī, kas atbilst degvielas padeves sākumam 1. cilindrā, izmantojot fiksatoru, kas uzstādīts spararata korpusā. Pēc tam pagrieziet kloķvārpstu caur lūku sajūga korpusā par 60 ° un noregulējiet 1. un 5. cilindra vārstu atstarpes. Pēc tam kloķvārpsta tiek pagriezta par 180, 360 un 540 °, pielāgojot atstarpes attiecīgi 4. un 2., 6. un 3., 7. un 8. cilindrā. Neatkarīgi no kloķvārpstas atiestatīšanas, regulēšanai vārstam jābūt pilnībā aizvērtam.
Tipisks darbs pašreizējā KShM remonta un laika laikā ir čaulu, virzuļu, virzuļu gredzenu, virzuļu tapu, savienotājstieņu un galveno gultņu uzliku, vārstu, to sēdekļu un atsperu, stūmēju, kā arī slīpēšanas un aizbīdņu vārstu un to nomaiņa. sēdekļi.
Dzinēja remontu vislabāk var veikt tam paredzētajā vietā, kur tas tiek piegādāts pēc izņemšanas no transportlīdzekļa. Pirms motora remonta iztukšojiet dzesēšanas šķidrumu no dzesēšanas sistēmas un eļļu no eļļošanas sistēmas, atskrūvējot atbilstošos iztukšošanas aizbāžņus.
Atvienojiet akumulatoru un visus elektrības vadus no motorā uzstādītajām elektriskās un aizdedzes sistēmas ierīcēm. Šos darbus ieteicams veikt specializētā motoru nomaiņas vietā, kas aprīkots ar grīdas pacēlāju vai pārbaudes grāvi un celtņa siju (vai telferi).
Pēc motora atvienošanas tas tiek nogādāts remontdarbu vietā un tiek pakļauts ārējai tīrīšanai un mazgāšanai, un pēc tam tiek izjaukts. Tādas daļas kā virzuļi, oderes, gredzeni, savienojošie stieņi, virzuļa tapas, uzlikas, vārsti, stieņi, šūpoles un stūmēji, ja tie ir piemēroti turpmākai izmantošanai, ir marķēti ar krāsu, lai pēc tam tos varētu samontēt kopā ar šīm detaļām un vietās, kur tos nēsāja ... Savienojošo stieņu vāciņus ar šarnīriem un galvenos gultņu vāciņus nedrīkst mainīt, jo ražošanas laikā tie tiek apstrādāti kopā un nav standartizēti.
Pēc demontāžas daļas notīra no oglekļa nogulsnēm, sveķaini noguldījumi mehāniskiem un ķīmiskiem līdzekļiem.
Cilindra ieliktņa nomaiņa tiek veikta, kad to nodilums pārsniedz pieļaujamo, ja ir mikroshēmas, jebkura lieluma plaisas un izciļņi, kā arī kad ir nolietotas augšējās un apakšējās nosēšanās jostas.
Uzmavas tiek izspiestas, izmantojot īpašu atvilktni, kuras rokturi ir piestiprināti pie piedurkņu apakšējā gala.
Gar cilindra bloku tiek izvēlēts jauns oderējums tā, lai tā gals izvirzītos virs savienotāja plaknes ar bloka galvu. Lai to izdarītu, oderējums tiek uzstādīts cilindru blokā bez O veida gredzeniem, pārklāts ar virsmas plāksni un ar zondi mēra atstarpi starp plāksni un cilindru bloku. Blokā uzstādītām oderēm bez O veida gredzeniem jāgriežas brīvi. Pirms oderējumu galīgās iestatīšanas pārbaudiet to urbumu stāvokli cilindru blokā. Ja tie ir bojāti, tos atjauno, uzklājot epoksīda sveķu slāni, kas sajaukts ar čuguna zāģu skaidām, kas pēc sacietēšanas tiek izlīdzinātas ar skalošanu. Bloka augšējās daļas malas, kuras, piespiežot uzmavu, pirmās saskaras ar gumijas O-gredzeniem, tiek slīpētas, lai presēšanas laikā O-gredzeni netiktu bojāti. Čaulas, uz kurām ir uzstādīti gumijas gredzeni, tiek iespiesti, izmantojot presi. Uzliekot O veida gredzenus, tos nedrīkst pārspīlēt un ļaut savīties cilindra čaulas rievā.
Virzuļu nomaiņa tiek veikta, kad uz svārku virsmas veidojas dziļas sagrābšanas zīmes, izdeg virzuļa apakšdaļa un virsma un ir nodilusi virzuļa gredzena augšējā rieva.
Virzuļi tiek mainīti, nenoņemot motoru no automašīnas. Eļļu provizoriski iztukšo no eļļas tvertnes, tiek noņemta bloka galva un eļļas tvertne, tiek izvilkti un atskrūvēti savienojošā stieņa skrūves uzgriežņi, noņemts apakšējā savienotājstieņa galvas vāks un bojātais virzuļa mezgls ar šarnīru un virzuļa gredzeniem tiek uzņemts. No izciļņu urbumiem tiek noņemti fiksējošie gredzeni, virzuļa tapa tiek izspiesta. Ja nepieciešams, ar to pašu presi izspiediet augšējā stieņa galvas bronzas ieliktni.
Virzuļi tiek pacelti uz cilindra. Tās izmēru grupai jāatbilst cilindra uzliku izmēru grupai. Spraugu starp virzuli un uzmavu pārbauda ar mērstieni (2.19. Attēls).
Lai to izdarītu, virzulis tiek ievietots cilindrā ar galvu uz leju tā, lai svārku mala sakristu ar oderes dibenu, un starp oderi un virzuli ievietotā zondes sloksne atrodas plaknē, kas ir perpendikulāra tapa.
| |
| |

1 - dinamometrs; 2 - zondes lente
2.19. Attēls - Attāluma mērīšana starp cilindru un virzuli
Ar dinamometru velciet zondes lenti, nofiksējot vilkšanas spēku, kam jābūt 35 ... 45 N robežās. Zondes lentes izmēri un vilkšanas spēks dažādi modeļi motori ir norādīti lietošanas un remonta instrukcijās. Lentas biezums ir 0,05 ... 0,08 mm, platums 10 ... 15 mm un garums 200 mm. Ja vilkšanas spēks atšķiras no ieteicamā, tad paņemiet citu tāda paša izmēra grupas virzuli vai, kā izņēmumu, blakus esošo izmēru grupu un atkal atlasiet to gar cilindru.
Dažādu motoru ieliktņu un virzuļu nominālā un katra kapitālā remonta izmēru robežās var būt līdz sešām izmēru grupām. Cilindru diametri katrā no tiem atšķiras par 0,01 mm. Izmēru grupas indekss (A, AA, B, BB, V, BB nomināla izmēra laineriem un virzuļiem un G, GG, D, DD, E, EE 1. remonta izmēram utt.) Ir norādīts oderes augšējais gals un virzuļa vainags. Priekš vieglajām automašīnām cilindru diametri ir sadalīti 3 ... 5 klasēs: A, B, C, D, E vai 1, 2, 3, 4, 5 ar soli 0,15; 0,25; 0,35 vai 0,4 mm.
Visiem pārējiem automašīnu dzinējiem katrā remonta izmērā ir līdzīgas izmēru grupas.
Montējot komplektu "virzuļa savienojošais stienis", urbuma diametram virzuļa ieliktņos, virzuļa tapas diametram un caurules diametram augšējā stieņa galvas bronzas buksē jābūt arī vienādai izmēru grupai. , kas ir apzīmēts ar vienu krāsu uz viena no virzuļa izciļņiem, uz tapas galiem un augšējās stieņa galvas.
Nomainot visu cilindru-virzuļu grupu, virzulis, tapa, virzuļa gredzeni un odere, kas piegādāti kā rezerves daļas komplektos, tiek izvēlēti iepriekš. Tāpēc montāžas laikā tiek pārbaudīts detaļu marķējums un ar zondes lenti tiek pārbaudīta atstarpe starp virzuli un oderi. Pareizi izvēlētam virzulim vajadzētu lēnām iegremdēties oderējumā ar savu svaru. Virzuļa tapai vienmērīgi jāievada augšējā stieņa ieliktņa urbumā zem īkšķa spiediena. Savienotājstieni pārbauda, \u200b\u200bvai galvas asis nav paralēlas, un, kad deformācija pārsniedz pieļaujamo, tiek kontrolēts savienotājstienis. Montāžā virzuli ievieto vannā ar motoreļļu, uzkarsē līdz 60 ° C temperatūrai un, izmantojot spieķi, virzuļa tapu iespiež virzuļa priekšņu un augšējās šarnīra galvas atverēs. Pēc tam stiprinājumu gredzeni tiek ievietoti priekšņu rievās. Ja pirksta stiprinājums šarnīra galvā ir blīvāks nekā virzuļa, tad stienis pirms montāžas tiek uzkarsēts.
Tādā pašā veidā tiek nomainītas augšējā stieņa galvas un virzuļa tapas bukses. Bojātās bukses tiek izspiestas, un to vietā tiek nospiestas jaunas, vienlaikus nodrošinot nepieciešamos traucējumus. Tad piedurknes tiek garlaicīgi uz horizontālas urbšanas mašīnas vai apstrādātas, izmantojot slīpmašīnu. Bukses iekšējai virsmai jābūt tīrai, bez zīmēm ar raupjuma parametru, kas nav lielāks par Ra \u003d 0,63 mikroni, un urbuma ovālumam un konusam jābūt ne vairāk kā 0,004 mm.
Pirms virzuļa mezgla ar savienojošo stieni uzstādīšanas cilindru blokā, virzuļa rievās tiek uzstādīts virzuļa gredzenu komplekts. Plaisu starp saspiešanas gredzenu un virzuļa rievu nosaka ar manometru (2.20. Att.), Ritinot gredzenu 2 gar virzuļa rievu. Tiek pārbaudīts arī gredzenu brīvais attālums, kuram tie tiek ievietoti cilindra čaulas augšējā, nevis nolietotajā daļā, un vizuāli novērtē blīvumu.

1 - zonde; 2 - saspiešanas gredzens
2.20. Attēls - atstarpes mērīšana starp gredzenu un virzuļa rievu
Spraugu slēdzenē nosaka ar manometru un, ja tā ir mazāka par pieļaujamo vērtību, tad gredzenu gali ir slīpēti. Pēc tam gredzens tiek atkārtoti pārbaudīts, vai nav klīrensa, un tikai pēc tam, izmantojot īpašu ierīci, kas paplašina gredzenu slēdzenes galā, tiek uzstādīts virzuļu rievās ar slīpumu uz augšu. Viņiem vajadzētu brīvi griezties virzuļa rievās. Nomināli gredzenu komplekti tiek izmantoti, ja cilindriem nav garlaicīgi. Lielizmēra gredzeni tiek uzstādīti urbtos cilindros, kas atbilst jaunajam cilindra diametram. Kompresijas gredzenu savienojumi ir vienmērīgi izvietoti ap apkārtmēru. Virzuļu komplektā ar gredzeniem uzstādīšana motora cilindros tiek veikta, izmantojot īpašu instrumentu (2.21. Att.).

1 - piedurkne; 2 - spieķis; 3 - virzuļa montāža
2.21. Attēls - virzuļa ar gredzeniem un savienotājstieni uzstādīšana cilindrā
Kloķvārpstas uzlikas tiek nomainītas, kad gultņi klauvē un eļļas vadā spiediens tukšgaitā un pareizi strādājot nokrītas zem 0,05 MPa. eļļas sūknis un spiediena samazināšanas vārsti. Šajā gadījumā nominālais klīrenss starp oderēm un galveno cilindru pārsniedz 0,026-0,12 mm un starp oderēm un savienotājstieņa fiksatoru -0,026-0,11 mm atkarībā no motora modeļa.
Klīrenss kloķvārpstas gultņos tiek noteikts, izmantojot 0,025 biezas vadības misiņa vai vara folijas plāksnes; 0,05; 0,075 mm, 6-7 mm plats un 5 mm īsāks par oderes platumu. Starp vārpstas spieķi un buksi tiek novietota ar eļļu ieeļļota plāksne, gultņu vāciņa skrūves tiek pievilktas ar griezes momenta atslēgu ar katram motoram norādīto griezes momentu. Ja, uzstādot, piemēram, 0,025 mm biezu plāksni, kloķvārpsta griežas pārāk viegli, tad atstarpe ir lielāka par 0,025 mm, un tāpēc plāksne ir jānomaina ar nākamo izmēru, līdz vārpsta griežas ar manāmu spēku, kas atbilst faktiskajam attālumam starp žurnālu un līnijpārvadātāju. Pārbaudot vienu gultni, ir jāatbrīvo citu skrūves. Visi gultņi tiek pārbaudīti vienādi. Misiņa vai vara plākšņu vietā var izmantot īpašu kalibrētu plastmasas stiepli. Tās mazais segments, kas vienāds ar oderes platumu, tiek novietots uz žurnāla aksiālā virzienā un tiek piespiests ar savienojošo stieni vai galveno gultņa vāciņu atkarībā no tā, kur tiek mērīts atstarpe. Uzmanīgi, lai vads nepārvietotos, nostipriniet vāku un nostipriniet to, izmantojot montāžas griezes momentu. Vads ir saplacināts. Tad pārsegs tiek noņemts, un pārošanās spraugu novērtē pēc mainītā stieples biezuma, salīdzinot saplacinātās stieples biezumu ar skalu, kas uzdrukāta uz stieples komerciālā iepakojuma.
Kloķvārpstas žurnālu virsmu nedrīkst vērtēt. Vērtēšanas un nodiluma klātbūtnē kloķvārpsta tiek nomainīta vai atjaunota.
Pirms montāžas vajadzīgā izmēra oderes nomazgā, noslauka un uzstāda vietējo un savienotājstieņu gultņipēc oderes un kakla virsmas eļļošanas ar motoreļļu.
Kloķvārpstas aksiālās spēles noregulēšana vairākos dzinējos tiek veikta, izvēloties vilces paplāksnes. Spraugai starp kloķvārpstas priekšējo vilces galu un aizmugurējo vilces paplāksni jābūt 0,075–0,250 mm robežās.
Ir yaMZ dzinēji kloķvārpstas aksiālais attālums tiek noregulēts atkarībā no aizmugurējā galvenā žurnāla garuma, uzstādot pusgredzenus. Aksiālajam attālumam vilces gultnī jābūt 0,08-0,23 mm.
Darbības laikā nodiluma dēļ palielinās aksiālais attālums. TR to regulē, uzstādot remonta izmēru paplāksnes vai pusgredzenus. Salīdzinot ar nominālo izmēru, tiem ir palielināts (attiecīgi par 0,1; 0,2; 0,3 mm) biezums.
Galvenie galvu un bloka darbības traucējumi ir plaisas saskarnē ar cilindru bloku, plaisas dzesēšanas apvalkā, saskarnes deformācija ar cilindru bloku, vārstu vadotņu urbumu nodilums, vārstu sēdekļu šķautņu nodilums un apvalki. , vārstu sēdekļu vājināšanās sēdekļos.
Metinātas ir ne vairāk kā 150 mm garas plaisas, kas atrodas cilindra galvas saskarnē ar bloku. Pirms metināšanas no alumīnija sakausējuma izgatavotās galvas plaisu galos tiek urbti caurumi ar diametru 4 mm un sagriezti visā garumā līdz 3 mm dziļumam 90 ° leņķī. Tad galva tiek uzkarsēta elektriskā krāsns līdz 200 ° C un pēc šuves notīrīšanas ar metāla suku plaisa tiek metināta vienmērīgi līdzstrāvas šuvē apgrieztā polaritāte izmantojot īpašus elektrodus.
Gāzes metināšanā tiek izmantots AL4 zīmola vads ar diametru 6 mm, un AF-4A tiek izmantots kā plūsma. Pēc metināšanas plūsmas atlikumus noņem no šuves un mazgā ar 10% slāpekļskābes šķīdumu un pēc tam ar karstu ūdeni. Visbeidzot, šuvi notīra vienā līmenī ar parasto metālu ar slīpripu.
Plaisas līdz 150 mm garumā, kas atrodas uz cilindra galvas dzesēšanas apvalka virsmas, ir noslēgtas ar epoksīda pastu. Plaisu iepriekš sagriež tāpat kā metināšanai, attauko ar acetonu, tiek uzklāti divi epoksīda kompozīcijas slāņi, kas sajaukti ar alumīnija zāģu skaidām. Tad galvu 48 stundas tur 18-20 ° C temperatūrā.
Galvas konjugācijas plaknes deformāciju ar cilindru bloku novērš ar slīpēšanu vai frēzēšanu. Pēc apstrādes galvas tiek pārbaudītas uz vadības plāksnes. 0,15 mm biezajam irbuli nedrīkst iziet starp galvas plakni un plāksni.
Kad vārstu vadotņu caurumi ir nodiluši, tie tiek aizstāti ar jauniem. Jauno bukšu caurumi tiek pagriezti uz nominālajiem vai remonta izmēriem. Spieķi un hidraulisko presi izmanto, lai izspiestu un iespiestu vadotnes.
Vārstu sēdekļu nolaišanās un dobumi tiek novērsti, pakļaujot vai slīpējot. Lapping tiek veikta, izmantojot īpašas ierīces, ļaujot darba ķermenim veikt virzošās un rotējošās kustības ar elektrisko vai pneimatisko urbi, uz kuras vārpstas ir uzstādīts piesūceknis. Lai vārstus sasmalcinātu, izmantojiet GOI pastu vai klīstošu pastu (15 g baltā kausēta korunda M20 vai M12 mikropulvera, 15 g bora karbīda M40 un motoreļļas). Pārklātajam vārstam un sēdeklim jābūt ar vienmērīgu matētu sloksni vismaz 1,5 mm gar visu slīpuma apkārtmēru.
Pārklāšanas kvalitāti pārbauda ar pārmērīgu gaisa spiedienu 0,15 ... 0,20 MPa, kas izveidots virs vārsta. Tam nevajadzētu ievērojami samazināties 1 min laikā.
Segli ir iegremdēti, ja šķēlumus nevar atjaunot, klapējot. Pēc iegremdēšanas vārstu sēdekļu darba izciļņi tiek slīpēti ar abrazīviem riteņiem atbilstošā leņķī, un pēc tam vārsti tiek iezemēti. Seglu atjaunošanai var izmantot arī īpašus instrumentus ar griezēju komplektu, lai izveidotu darba un palīgzobes ar dažādiem slīpuma leņķiem. Ja uz norobežojuma ir gliemežvāki un kad sedlu sēdeklis bloka galvas ligzdā ir novājināts, tas tiek izspiests, izmantojot puller. Caurums ir garlaicīgi, lai ietilptu lielizmēra seglos. Izgatavoti no augstas stiprības čuguna, lielizmēra segli tiek iespiesti iepriekš uzkarsētā bloka galvā, izmantojot speciālu stieni, un pēc tam iegremdējot, tiek izveidots seglu slīpums.
Tipiski darbības traucējumi vārsti ir vārstu nolaišanās un bedres, vārstu kātu nodilums un deformācija, vārsta gala nodilums. Veicot vārstu trūkumus, tiek pārbaudīts stieņa taisnums un galvas darba šķēluma sitiens attiecībā pret stieni. Ja notece ir vairāk nekā pieņemama, vārsts tiek kontrolēts. Kad vārsta kāts ir nolietojies, to slīpē līdz remonta izmēram uz slīpēšanas mašīnas bez centra. Vārsta kāta nolietotā gala virsma ir slīpēta uz slīpmašīnas.
Vārstu vadotnes nolietojas gar iekšējo virsmu. Kad atstarpe starp vārsta kātu un virzošo uzmavu ir lielāka par 0,15 ... 0,20 mm, tā tiek atjaunota. Ja motora remontam tiek nodrošināta liela izmēra vārstu atbrīvošana, tad uzmava tiek atritināta līdz jaunam lielizmēra vārstam. Pretējā gadījumā uzmava tiek nomainīta.
Nodilušās bronzas bukses šūpolēs tiek aizstātas ar jaunām un garlaicīgi līdz nominālajam vai remonta izmēram.
Specializētās vietās kloķvārpstas un sadales vārpstas... Nēsāti galveno un savienojošo stieņu žurnāli kloķvārpstas, kā arī sadales vārpstu gultņu žurnāli ir slīpēti, lai tie atbilstu remonta izmēriem. Pēc slīpēšanas kakli tiek pulēti ar abrazīvu jostu. Nodilušās sadales vārpstas izciļņi tiek slīpēti uz kopiju slīpēšanas mašīnas.
Dzinēja apkope sastāv no tā tehniskā stāvokļa pārbaudes, veicot ārēju pārbaudi un darbības laikā, darbības traucējumu identificēšanu, vadības un regulēšanas, kloķa un sadales mehānismu eļļošanas un stiprināšanas darbu, dzesēšanas, eļļošanas, barošanas un aizdedzes sistēmu veikšanu.
Kshm darbības traucējumiko izraisa pārošanās daļu dabisks nodilums.
Galvenais nepareizas darbības pazīmes kloķa mehānisms ir:
- saspiešanas samazināšana cilindros;
- trokšņu un klauvēšanas parādīšanās;
- gāzu izrāviens karterī un zilganu dūmu parādīšanās ar asu smaku no eļļas uzpildes kakla;
- palielināts eļļas patēriņš;
- eļļas atšķaidīšana karterī (sakarā ar darba maisījuma tvaiku iekļūšanu tur kompresijas triecienu laikā);
- eļļas mešana uz aizdedzes svecēm, izraisot oglekļa nogulsnes uz elektrodiem un mazinot dzirksteļošanu. Rezultātā palielinās degvielas patēriņš un samazinās motora jauda.
Darbības traucējumi gāzes sadales mehānisms visbiežāk izpaužas ar atstarpju pārkāpšanu starp vārstu kātiem un stūmējiem. Tas noved pie vārsta laika pārkāpuma, cilindru piepildījuma pasliktināšanās (sakarā ar aizkavēšanos atverot ieplūdes vai izplūdes vārstus ar palielinātu atstarpi).
Palielinātas atstarpes starp vārsta kātiem un aizbīdņiem izraisa zobrata daļu priekšlaicīgu nodilumu un priekšlaicīgu nodilumu. Nelielas atstarpes vai to trūkums noved pie vārstu vaļīgas piestiprināšanas un darba maisījuma iekļūšanas ieplūdes un izplūdes caurulēs. Tā rezultātā tiek samazināta kompresija motora cilindros un tā jauda. Zibspuldzes karburatorā un izpūtēji izpūtējā ir šo bojājumu pazīmes.
Kloķvārpstas (KShM) un gāzes sadales mehānismu (GRM) apkope
Galvenie darbi:
- stāvokļa stabilitātes pārbaude un motora balsta uz rāmja, cilindra galvas un eļļas tvertnes pie bloka, ieplūdes un izplūdes cauruļu atlokiem un citiem savienojumiem stiprinājumu stiprinājumi (stiprināšanas darbi);
- kloķa un kloķa un sadales mehānismu tehniskā stāvokļa vai darbspējas (vadības darbu) pārbaude;
- regulēšanas darbi un eļļošana.
Stiprināšanas darbi
Lai novērstu gāzu un dzesēšanas šķidruma nokļūšanu caur cilindra galvas blīvi, periodiski jāpārbauda galvas stiprinājums ar uzgriežņu atslēgu ar griezes momenta rokturi ar noteiktu spēku un secību. Uzgriežņu pievilkšanas momentu un pievilkšanas secību nosaka automobiļu rūpnīcas.
Čuguna cilindra galva ir piestiprināta, kad motors ir karsts, un alumīnija sakausējuma galva ir auksta.
Nepieciešamību pievilkt alumīnija sakausējumu galvu stiprinājumu aukstā stāvoklī izskaidro nevienlīdzīgais skrūvju un kniedes materiāla (tērauds) un galvas materiāla (alumīnija sakausējums) lineārā izplešanās koeficients. Tāpēc uzgriežņu pievilkšana uz karsta motora nenodrošina nepieciešamo cilindra galvas blīvumu pēc bloka pēc atdzesēšanas.
Eļļas tvertnes nostiprinošo skrūvju pievilkšana, lai izvairītos no kartera deformācijas, tiek pārbaudīta arī noplūde atbilstoši secībai, t.i. pārmaiņus pievelkot diametrāli pretējas skrūves.
KShM stāvokļa un laika kontrole
Šo mehānismu tehnisko stāvokli var noteikt:
- pēc eļļas patēriņa (izdegšanas) darbībā un spiediena krituma eļļošanas sistēmā;
- ar spiediena (kompresijas) izmaiņām motora cilindros kompresijas gājiena beigās;
- ar vakuumu ieplūdes kolektorā;
- pēc gāzu daudzuma, kas izplūst motora karterī;
- gāzu (gaisa) noplūde no baloniem;
- pieklauvēšanas klātbūtne motorā.
Eļļas atkritumi nedaudz nolietotā motorā tas ir nenozīmīgs un var būt 0,1-0,25 l / 100 km nobraukuma. Ar ievērojamu vispārēju motora nodilumu atkritumi var sasniegt 1 litru / 100 km vai vairāk, ko parasti papildina stipri dūmi.
Spiediens iekšā eļļas sistēma motoram jāatbilst noteiktajam motora tipam un izmantotajai eļļas kategorijai noteiktajās robežās. Eļļas spiediena pazemināšanās ar mazu silta motora kloķvārpstas apgriezienu skaitu norāda uz nepieļaujama motora gultņu nodilumu vai eļļošanas sistēmas nepareizu darbību.
Eļļas spiediena pazemināšanās uz mērierīces līdz 0 norāda mērierīces vai spiediena samazināšanas vārsta nepareizu darbību.
Paaugstinātu spiedienu eļļošanas sistēmā var izraisīt eļļas viskozitāte vai aizsprostojums.
Kompresija kalpo kā motora cilindru hermētiskuma indikators un raksturo cilindru, virzuļu un vārstu stāvokli. Var noteikt cilindru hermētiskumu kompresometrs.
Kompresiju pārbauda pēc motora iepriekšējas iesildīšanas līdz 70-80 ° C ar aizbāžņiem. Uzstādot kompresijas mērierīces gumijas uzgali spraudņa atverē, starteris 10-12 apgriezienus pagriež motora kloķvārpstu un reģistrē kompresijas mērītāja rādījumus. Katram cilindram pārbaudi atkārto 2-3 reizes.
Ja saspiešanas daudzums ir par 30-40% mazāks par normu, tas norāda uz nepareizu darbību klātbūtni (virzuļa gredzenu lūzums vai sadedzināšana, vārsta noplūde vai blīvējuma bojājums) telindrova galvas).
Ieplūdes kolektora vakuums motoru mēra ar vakuuma mērierīci. Vakuuma lielums motoros, kas darbojas līdzsvara stāvoklī, var mainīties ne tikai no cilindra-virzuļa grupas nodiluma, bet arī no gāzes sadales daļu stāvokļa, aizdedzes iestatījuma un karburatora regulēšanas.
Tādējādi šo metodi vadība ir vispārēja un neļauj izcelt konkrētu darbības traucējumu pēc viena rādītāja.
Gāzu daudzums, kas izplūst karterī, mainās cilindra-virzuļa-virzuļa gredzenu savienojumu noplūdes rezultātā, kas palielinās līdz ar šo daļu nodilumu. Gāzes izplūdi mēra pie pilnas motora slodzes.
Krievijas Federācijas Izglītības un zinātnes ministrija
Siktivkaras mežsaimniecības institūta filiāle
Federālā štata budžeta izglītības iestāde
augstākā profesionālā izglītība
Sanktpēterburgas Valsts mežsaimniecības universitāte
tos. S.M.Kirovs
BLTP fakultāte
A&A departaments
Laboratorijas darbs Nr. 1,2
Disciplīna: TEA
Temats: KShM un laika uzturēšana
Izpilda T. P. Artejeva, gr. 141
Pārbaudījis Yushkov A.N., Ph.D.
Galva Brīnumu nodaļa V.I., Ph.D.
Siktivkars - 2011. gads
Saturs Ievads ………………………………………………………………………… ... 3
Galvenie KShM darbības traucējumi ……………………………… .................. 4
Galvenās laika kļūdas …………………………………………… 8
KShM un laika uzturēšana ....... ………………………… .10
KShM un zobsiksnas regulārs remonts ……………… .. ………………………… .14
Ievads
Galvenie motora mehānismi ir kloķi savienojošais stienis (KShM) un gāzes sadalījums (laiks).
Kloķa mehānisms ir mehānisms, kas veic motora darba procesu. Kloķa mehānisms ir paredzēts virzuļu kustības pārveidošanai kloķvārpstas rotācijas kustībā. Kloķa mehānismā ietilpst cilindru bloks ar karteri un cilindra galvu, savienojošā stieņa-virzuļa grupa un kloķvārpsta ar spararatu.
Gāzes sadales mehānisms ir paredzēts vārstu savlaicīgai atvēršanai un aizvēršanai saskaņā ar cilindru darbības kārtību, nodrošinot motora darba procesu. Tas sastāv no sadales vārpstas, ko ar īpašu pārnesumu savieno kloķvārpsta ar ķēdi vai zobsiksnu.
Galvenās kshm kļūdas
Tehniski pamatotam motoram jāattīsta pilna jauda, \u200b\u200bbez pārtraukumiem jādarbojas ar pilnu slodzi un tukšgaitā, un tas nedrīkst pārkarst. Apkalpojamā motorā nedrīkst noplūst eļļa caur blīvēm. Kloķa mehānisma darbības traucējumus var noteikt ar ārējām pazīmēm, neizjaucot motoru. Šādas pazīmes ir: svešu sitienu un trokšņu parādīšanās, motora jaudas samazināšanās, palielināts eļļas patēriņš, pārmērīgs degvielas patēriņš, dūmu parādīšanās izplūdes gāzēs utt.
Atsitieni un trokšņi dzinējā rodas palielinātu atstarpju parādīšanās rezultātā starp pārošanās daļām, kas norāda uz to nodilumu. Motora sitienus klausās ar stetoskopu, kas prasa noteiktu prasmi.
Ar virzuļa un cilindra nodilumu, kā arī palielinot atstarpi starp tiem, notiek zvana metāla sitiens, kas ir labi dzirdams, kad motors ir auksts. Straujš metāla sitiens visos motora darbības režīmos norāda uz atstarpes palielināšanos starp virzuļa tapu un augšējā šarnīra galvas bukses palielināšanos. Klauvēšanas pieaugums ar strauju kloķvārpstas apgriezienu skaita pieaugumu norāda uz galveno vai savienojošo stieņu gultņu ieliktņu nodilumu, bet blāvā tonī klauvēšana norāda uz galveno gultņu uzliku nodilumu.
Ar lielu ieliktņu nodilumu to antifrikcijas slānis parasti kūst, ko papildina strauja eļļas spiediena pazemināšanās. Šajā gadījumā motors nekavējoties jāaptur, jo turpmāka darbība var izraisīt detaļu bojājumus.
Motora jaudas zudums rodas, kad virzuļa gredzeni ir nolietojušies vai iestrēguši rievās, virzuļi un cilindri ir nodiluši, un cilindra galva nav pareizi pievilkta. Šie darbības traucējumi izraisa balona saspiešanas kritumu.
Pārbaudot saspiešanu ar kompresoru, pārbaudāmā cilindra aizdedzes svece tiek atskrūvēta un tā vietā tiek uzstādīts kompresora uzgalis. Tad droseļvārsts, karburatora gaisa aizbīdnis ir pilnībā atvērts un motora kloķvārpstu ar starteri pavada 2-3 s. Apspiešanas daudzumam izmantojamā cilindrā jābūt robežās no 7,0-8,0 kg / cm2 (0,7-0,8 MPa). Saspiešanas daudzuma atšķirība dažādos cilindros nedrīkst pārsniegt 1 kg / cm2 (0,1 MPa). Tādējādi katra cilindra saspiešana tiek secīgi pārbaudīta.
Palielināts eļļas patēriņš, pārmērīgs degvielas patēriņš, dūmu parādīšanās izplūdes gāzēs (normālā eļļas līmenī karterī) parasti parādās, kad virzuļa gredzeni ir nolietojušies un iestrēguši vai kad cilindri ir nodiluši. Gredzenu rašanos var novērst, neizjaucot motoru, kam katru karstā motora cilindru vajadzētu nakti izliet caur aizdedzes sveces atveri ar 20 g denaturēta spirta un petrolejas maisījuma vienādās daļās. Sāciet motoru no rīta, ļaujiet tam darboties 10-15 minūtes un pēc tam nomainiet eļļu.
Oglekļa nogulsnes uz virzuļu un sadegšanas kameru galviņām, kas atrodas cilindru galviņās, tas samazina siltuma vadītspēju, kas izraisa motora pārkaršanu, tā jaudas kritumu un degvielas patēriņa pieaugumu. Lai noņemtu oglekļa nogulsnes, nepieciešams atbrīvot dzesēšanas šķidrumu, noņemt ierīces, kas uzstādītas uz cilindra galvas, un, atskrūvējot uzgriežņus, uzmanīgi atdaliet cilindra galvu, nesabojājot starpliku. Ja blīve ir pielipusi pie cilindra bloka vai cilindra galvas, to vajadzētu nomizot, izmantojot blāvu nazi vai plānu platu metāla sloksni.
Oglekļa nogulsnes jānoņem ar koka vai mīksta metāla skrāpjiem, lai nesabojātu virzuļa vainagu vai sadegšanas kameras sienas. Oglekļa nogulsnes jānoņem pārmaiņus no katra cilindra, pārklājot blakus esošos cilindrus ar tīru lupatu.
Lai atvieglotu oglekļa nogulšņu noņemšanu, to vajadzētu mīkstināt, uz tā uzliekot petrolejā samērcētu lupatu. Pēc oglekļa nogulšņu noņemšanas visas detaļas jātīra un jāuzstāda.
Skrūves un uzgriežņi, kas nostiprina cilindru galvas, tiek pievilkti ar griezes momenta atslēgu aukstam dīzeļdzinējam vai ne agrāk kā 30 minūtes pēc tam, kad tas ir apstājies augošā skaitļu secībā, kā parādīts attēlā. 1. KamAZ-740 dīzeļdzinēja cilindra galvas skrūvju pievilkšanas griezes momentiem jābūt: pirmajā solī - 4-5 kt-m; otrajā reģistratūrā - 12-15 kgf-m; trešajā pieņemšanā - 21-19 kgf-m.
Attēls: viens. Galvas skrūvju pievilkšana
Uzgriežņu pievilkšanas griezes momentam, lai nostiprinātu dīzeļdzinēja YaMZ-238 cilindru galvas, jābūt 22-24 kgf-m. Nevelciet uzgriežņus ar lielu griezes momentu, lai izvairītos no cilindra galvas blīvju malu iznīcināšanas un pašu blīvju izdegšanas.
5 cilindru benzīna dzinēja cilindra galvas skrūves tiek pievilktas ar griezes momenta atslēgu secībā no 1 līdz 12 divos posmos: vispirms ar 40 Nm spēku un pēc tam - 60 Nm. Pēc tam seko papildu pievilkšana ar cieto atslēgu: 1/2 pagrieziens (180 °). Ir atļauta papildu pievilkšana 90 ° x 2 (2 reizes 90 ° katra). Pievelkot cilindra galvas skrūves, jānovērtē rotācijas leņķis pēc atslēgas roktura stāvokļa attiecībā pret motoru: 1/4 pagrieziena (90 °) atbilst roktura stāvoklim visā motorā.

Attēls: 2. Galvas skrūvju pievilkšana
54. § Kloķa mehānisma daļu remonts
Lielākajai daļai dzinēju ir pelēks čuguna cilindru bloks ar mitrām pievienojamām uzmavām. Galvenie cilindru bloka defekti ir: urbumi, mikroshēmas, dažāda lieluma un vietas plaisas, cilindru nodilums vai oderes urbumu deformācija, galveno gultņu čaulu sēdekļu nodilums, vārstu sēdekļi, tapu pārrāvums , vītņu pārrāvums urbumos.
Cilindra bloka defekti tiek noteikti, rūpīgi pārbaudot, mērot cilindru un veicot spiediena pārbaudi. Pārbaudot, tiek atklāti caurumi, mikroshēmas, acīm redzamas plaisas, vītnes pārrāvumi, cilindra spoguļa stāvoklis. Nospiežot, tiek atklātas plaisas, kuras pārbaudes laikā netika pamanītas. Viens no izmantotajiem statīviem cilindru bloka hidrauliskai pārbaudei parādīts attēlā. 70. Iekārtas dzesēšanas apvalkā ūdeni ievada zem spiediena 4-5 kgf / cm 2. Šajā gadījumā uz cilindra bloka jāuzstāda cilindra galva vai tā vietā jāuzstāda čuguna plāksne ar gumijas starpliku. Pagriežot statīva rāmi, pārbaudiet ierīci un noskaidrojiet, vai nav ūdens noplūdes.
Ja caur cilindra spoguli, vārsta sēdekļiem un savienotāja plakni ir plaisas, cilindru bloks tiek noraidīts. Plaisas tiek metinātas pieejamās vietās. Plaisu gali ir iepriekš urbti
urbjiet ar diametru 5 mm un sagrieziet visā garumā ar slīpripu 90 ° leņķī līdz 4/5 dziļumam no sienas biezuma. Pirms metināšanas ir ieteicams sildīt cilindru bloku līdz 600-650 ° C temperatūrai. Plaisa tiek metināta ar gāzi, izmantojot neitrālu liesmu, plūsmu un 5 mm diametra čuguna vara pildījuma stieni. Šuvei jābūt vienmērīgai, nepārtrauktai un izvirzītai ne vairāk kā 1,0-1,5 mm virs parastā metāla virsmas. Pēc metināšanas cilindru bloku lēnām atdzesē sildīšanas skapī vai sautējošā bedrē. Plaisas var sametināt, bloku nesildot. Šajā gadījumā plaisu metina ar elektrisko metināšanu, izmantojot tiešās pretējās polaritātes strāvu. Labi rezultāti tiek iegūti, metinot plaisas starp cilindra lentēm ar elektrodiem, kas izgatavoti no Monel metāla, un sekojošā metināšanas režīmā: strāva - 120 A, spriegums 65-75 V.
Metināšanas šuvi notīra vienā līmenī ar parastā metāla plakni ar vīli vai smirģeli. Tad cilindra blokam tiek veikta spiediena pārbaude uz stenda, pārbaudot metinājuma blīvumu. Ūdens noplūde caur šuvi nav atļauta.
 Plaisas un atveres cilindru blokā var novērst ar epoksīda pastām. Iegulšanas process ir šāds. Bloka virsma abās plaisas pusēs tiek notīrīta līdz spīdumam ar metāla suku vai akmens skaidām uz detaļu tīrīšanas iekārtas. Plaisas galos ar urbumu, kura diametrs ir 3-4 mm, tiek urbti urbumi, tajos tiek sagriezti diegi un vienā līmenī ieskrūvēti spraudņi no vara vai alumīnija stieples. Plaisu apstrādā 60-90 ° leņķī ar kaltu vai abrazīvu riteni līdz 3/4 no sienas biezuma.
Plaisas un atveres cilindru blokā var novērst ar epoksīda pastām. Iegulšanas process ir šāds. Bloka virsma abās plaisas pusēs tiek notīrīta līdz spīdumam ar metāla suku vai akmens skaidām uz detaļu tīrīšanas iekārtas. Plaisas galos ar urbumu, kura diametrs ir 3-4 mm, tiek urbti urbumi, tajos tiek sagriezti diegi un vienā līmenī ieskrūvēti spraudņi no vara vai alumīnija stieples. Plaisu apstrādā 60-90 ° leņķī ar kaltu vai abrazīvu riteni līdz 3/4 no sienas biezuma.
Bloka virsmā ap plaisu attālumā līdz 30 mm, raupjums rodas, robojot ar kaltu vai spridzinot. Sagatavoto bloka virsmu attauko ar acetonu vai benzīnu. Ar lāpstiņu uz sagatavotās sausās virsmas secīgi tiek uzklāti epoksīda pastas slāņi. Pirmkārt, pirmais pastas slānis tiek uzklāts līdz 1 mm biezam, strauji pārvietojot lāpstiņu virs bloka virsmas. Pēc tam uzlieciet otru pastas slāni, kura biezums ir vismaz 2 mm, rūpīgi to berzējot. Kopējam pastas slāņa biezumam uz visas virsmas jābūt 3-4 mm.
Pēc plaisas aizzīmogošanas cilindra bloku atstāj uz 25-28 stundām, līdz pasta ir pilnībā sacietējusi. Pasta sacietēšanas procesu var paātrināt, elektrisko atstarojošo krāsni uzkarsējot līdz 100 ° C temperatūrai vai, gatavojot pastu, cietinātājs (polietilēna poliamīns) tiek iztvaicēts, karsējot līdz temperatūrai 105-110 ° C un pēc tam turot šajā temperatūrā 3 stundas.Laboto virsmu notīra ar slotas vīli vai abrazīvu riteni. Pasta noplūdes tiek nogrieztas ar kaltu.
 Labojamās atveres ir aizzīmogotas ar plāksteriem. Pirmkārt, malas un virsmas ap caurumiem tiek notīrītas un attaukotas. Pēc tam tiek uzklāta pastas, tiek uzklāts 0,3 mm biezs stikla auduma plāksteris un velmēts ar rullīti. Attālumam no plākstera malas līdz urbuma malai jābūt vismaz 15-20 mm. Pēc tam tiek uzklāts otrais pastas slānis un uzlikts otrais plāksteris tā, lai tas no visām pusēm pārklātu pirmo par 10-15 mm. Plāksteris ir sarullēts. Šajā secībā tiek uzklāti līdz astoņiem stikla šķiedras slāņiem. Pēdējais plākstera slānis ir pārklāts ar pastu, lai pasargātu to no bojājumiem.
Labojamās atveres ir aizzīmogotas ar plāksteriem. Pirmkārt, malas un virsmas ap caurumiem tiek notīrītas un attaukotas. Pēc tam tiek uzklāta pastas, tiek uzklāts 0,3 mm biezs stikla auduma plāksteris un velmēts ar rullīti. Attālumam no plākstera malas līdz urbuma malai jābūt vismaz 15-20 mm. Pēc tam tiek uzklāts otrais pastas slānis un uzlikts otrais plāksteris tā, lai tas no visām pusēm pārklātu pirmo par 10-15 mm. Plāksteris ir sarullēts. Šajā secībā tiek uzklāti līdz astoņiem stikla šķiedras slāņiem. Pēdējais plākstera slānis ir pārklāts ar pastu, lai pasargātu to no bojājumiem.
Caurumus var salabot, metinot plāksterus, kas izgatavoti no maiga tērauda ar tādu pašu biezumu kā detaļas siena. Plākstera formai jāatbilst bojātā laukuma formai, un tā izmēri ir par 1,5-2,0 mm mazāki nekā cauruma lielums. Urbuma un plākstera malas ir sagrieztas leņķī. Plāksteris vispirms tiek metināts divās vietās un pēc tam metināts pa visu perimetru. Tiek izmantoti elektriskie metināšanas un alvas ietīti vara elektrodi. Bojāto vietu ieteicams noslēgt ar epoksīdu.
Pēc urbuma labošanas ar plāksteriem un uzklātā pastas slāņa apstrādes cilindru bloku pakļauj spiediena pārbaudei uz stenda. Ja 5-6 minūšu laikā netiek konstatēts ūdens noplūde, tad iekārta tiek kvalitatīvi salabota.
Iekārtas dzesēšanas apvalka plaisas var novērst, ievietojot tapas. Darba kārtība ir šāda. Vispirms plaisas galos tiek urbti caurumi ar urbi ar diametru 4-5 mm. Tad ar to pašu urbi visā plaisas garumā tiek urbti urbumi 7-8 mm attālumā viens no otra. Vītnes tiek sagrieztas un vara stieņi tiek ieskrūvēti dziļumā, kas vienāds ar bloka sienas biezumu.
Stieņi tiek sagriezti ar metāla zāģi, atstājot galus, kas izvirzīti 1,5-2,0 mm virs detaļas virsmas. Urbjiet urbumus starp uzstādītajām tapām tā, lai tās pārklātu 3/4 no diametra. Izgrieziet pavedienus, ieskrūvējiet vara stieņus un nogrieziet tos ar zāģi, atstājot atbilstošos galus. Tad ar viegliem āmura sitieniem tapu gali tiek izgrābti, veidojot stingru šuvi. Ja nepieciešams, šuve tiek izlīdzināta ar failu. Tad cilindru bloku pakļauj spiediena pārbaudei.

Cilindru bloks, kurā ir mikroshēmas, kuras ir pieņemamas remontam, tiek atjaunotas, uzklājot virsmu vai metinot plāksteri.
Cilindru vai uzliku nodiluma daudzumu nosaka indikatora urbuma mērītājs (71. attēls). Mērījumus veic divos savstarpēji perpendikulāros virzienos un trīs zonās. Viens virziens ir iestatīts paralēli kloķvārpstas asij. Pirmā josta atrodas 5-10 mm attālumā no bloka augšējās plaknes, otrā - cilindra vidusdaļā un trešā - 15-20 mm attālumā no cilindra apakšējās malas . Atkarībā no nodiluma daudzuma tiek noteikts remonta veids. Parasti tiek veikta garlaicīga un turpmāka piedurkņu apdare vai nostiprināšana (presēšana).
Uzmavas var arī salabot, urbjot un pēc tam pabeidzot ar slīpēšanu. Pētījumu rezultāti ir parādījuši, ka ne mazāk kā 80% no ZIL-130 dzinēju ieliktņiem, kas pirmo reizi piegādāti automašīnu remonta rūpnīcām, var atjaunot.
Urbšana ir galvenā cilindru un čaulu remonta metode. Cilindri vai uzmavas tiek apstrādāti, lai salabotu stacionāru vai pārnēsājamu urbšanas mašīnu izmērus. Uzmavas ir nostiprinātas īpašā stiprinājumā, kas uzstādīts uz urbšanas mašīnas galda.
Att. 72, a parāda ierīci, ko izmanto, kad urbt ZIL-130 motora uzmavu. Piedurkne 6 ir uzstādīts uzmavā 7, kas atrodas ierīces korpusā 1. Stiprināšana tiek veikta ar skavām 3 un 5. Saspiešanas spēks tiek nodots uzmavai caur diviem sfēriskiem gredzeniem 4 un 2.
Pēc garlaicības uzmava tiek noslīpēta. Piedurkne 6 (72.6. Att.) Ir piestiprināti pie mašīnas galda īpašā ierīcē, kas sastāv no korpusa 1, divām buksēm 7, stumšanas ierīces 8, iestatīšanas gredzens 9 un stiprinājuma skrūve 10.
Apstrādes laikā slīpēšanas galva, kas savienota ar mašīnas vārpstu, tiek ievietota apstrādājamajā atverē (stieņi ir saspiestā stāvoklī). Sākumā veic iepriekšēju slīpēšanu un pēc tam galīgo slīpēšanu. Tiek izmantota slīpēšanas galva ar mehānisku, hidraulisku vai pneimatisku izplešanās ierīci.
Att. 73. attēlā parādīts viens pneimatiski darbināmu slīpēšanas galviņu dizains.
Pneimatiskā piedziņa nodrošina pastāvīgu akmeņu spiedienu uz cilindra sienām, kas uzlabo apstrādes kvalitāti un slīpēšanas procesa produktivitāti. Šajā gadījumā jūs varat regulēt stieņu spiedienu uz apstrādājamo virsmu un automatizēt stieņu atvienošanas procesu, mainoties uzmavas diametram.
Lai iegūtu pareizu cilindra ģeometrisko formu slīpēšanas laikā, ir jānosaka noteikts galvas gājiena garums. Tam jābūt tādam, lai abrazīvie stieņi izietu ārpus cilindra gala par summu, kas nepārsniedz 0,2-0,4 no to garuma. Ar lielāku slīpēšanas galvas gājienu tiek novērotas formas kļūdas, it īpaši ieliekums, un ar mazāku gājienu - mucas forma.
 Slīpēšana tiek veikta ar nepārtrauktu un bagātīgu griešanas šķidruma padevi apstrādātajā zonā. Kā griešanas šķidrumu izmanto petroleju vai petrolejas maisījumu ar vārpstas eļļu.
Slīpēšana tiek veikta ar nepārtrauktu un bagātīgu griešanas šķidruma padevi apstrādātajā zonā. Kā griešanas šķidrumu izmanto petroleju vai petrolejas maisījumu ar vārpstas eļļu.
Iepriekšējai slīpēšanai iesakām sintētisko dimantu stieņus A10MX50, bet gala slīpēšanai - BX-100X 11 X9K38BS. Apstrāde tiek veikta šādos režīmos: galvas perifērais griešanās ātrums ir 280 apgr./min., Un virziena kustības ātrums ir 90 dubultgājieni minūtē. Iepriekšējas slīpēšanas pabalsts ir noteikts ne vairāk kā 0,08 mm un gala slīpēšanas gadījumā 0,04 mm.
Motora cilindru galīgo apstrādi var veikt ar lodīšu velmēšanas galviņām un, ļaujot iegūt nepieciešamo precizitāti un raupjumu. Process tiek veikts pēc urbšanas vai vienlaikus, vienā piegājienā, cilindra urbums tiek apstrādāts ar griezēju un galvas lodi.
Neatkarīgi no cilindru (čaulu) apdares veida to iekšējam diametram jābūt vienādam.
Cilindrus var salabot, iespiežot oderes, ja to nodilums pārsniedz pēdējo remonta izmēru vai uz sienām ir dziļas pēdas un skrāpējumu pēdas. Lai to izdarītu, cilindri tiek apstrādāti remonta uzmavai, kuras biezumam jābūt vismaz 3-4 mm. Cilindra augšējā daļā gredzenveida apakšdaļa ir urbta zem oderes atloka. Uzmavas tiek iespiestas ar 0,05–0,10 mm lielu iejaukšanos hidrauliskajā presē, presētas un apstrādātas (urbtas un noslīpētas) līdz nominālajam izmēram. Dažreiz oderes tiek apstrādātas mazākā izmērā, lai izmantotu vecos virzuļus.
Spraudkontaktu piedurknes tiek izspiesti un nospiesti, izmantojot īpašus pullers.
Galveno gultņu sēdekļu deformācijas tiek pārbaudītas ar pārbaudes tapu. Ja tas bez lielām pūlēm iekļūst ligzdās un pagriežas, tad nav deformāciju.
 Nodilumu, kā arī galveno gultņu sēdekļu neatbilstību var iestatīt ar īpašu ierīci. NIIAT ir izstrādājusi ierīci ZIL motora bloku galveno gultņu korpusu izlīdzināšanas uzraudzībai (74. attēls). Tās darbības princips ir tāds, ka rullītis 2
ar buksēm 3 tā ir piestiprināta galveno gultņu čaulu sēdekļos. Uz slīdošās tapas tiek izvietoti indikatori (secīgi, ieejot ligzdās), lai kontrolētu katru caurumu. Indikatoru ierīču sviras I. tiek ievietotas izmērītajā atverē. Indikatori ir iestatīti uz nulli un piestiprināti pie ripojošās tapas. Ritošajam tapam griežoties, indikatora bultiņu novirze divreiz parādīs katras atveres neatbilstību.
Nodilumu, kā arī galveno gultņu sēdekļu neatbilstību var iestatīt ar īpašu ierīci. NIIAT ir izstrādājusi ierīci ZIL motora bloku galveno gultņu korpusu izlīdzināšanas uzraudzībai (74. attēls). Tās darbības princips ir tāds, ka rullītis 2
ar buksēm 3 tā ir piestiprināta galveno gultņu čaulu sēdekļos. Uz slīdošās tapas tiek izvietoti indikatori (secīgi, ieejot ligzdās), lai kontrolētu katru caurumu. Indikatoru ierīču sviras I. tiek ievietotas izmērītajā atverē. Indikatori ir iestatīti uz nulli un piestiprināti pie ripojošās tapas. Ritošajam tapam griežoties, indikatora bultiņu novirze divreiz parādīs katras atveres neatbilstību.
Galveno gultņu apvalku nolietotie un deformētie sēdekļi ir garlaicīgi līdz nominālajam izmēram. Noņemtajiem gultņu vāciņiem jābūt marķētiem (ievietojiet cilindra bloka numuru un vāka sērijas numuru). Vāka savienojuma plaknes ir frēzētas līdz noteiktam izmēram (0,6-0,8 mm) un tiek kontrolētas ar indikatora ierīci. Frēzēta arī priekšējā vāka ārējā rieva un aizmugurējā galvenā gultņa vāka formas rieva. OTK apstrādātie un pieņemtie pārsegi tiek montēti ar cilindru bloku atbilstoši to marķējumam.
 Samontētais cilindru bloks ar pārsegiem ir uzstādīts un nostiprināts uz urbšanas mašīnas plāksnes. Galveno gultņu caurumi tiek urbti vienā piegājienā ar griezējiem, kas piestiprināti pie urbšanas stieņa, atbilstoši izmēram, kas noteikts ar zīmējumu vai specifikācijām. Pēc urbšanas pārbaudiet urbumu izmērus, virsmas raupjumu un attālumu no centra līdz centram starp galvenajām gultņu atverēm un sadales vārpstas buksēm.
Samontētais cilindru bloks ar pārsegiem ir uzstādīts un nostiprināts uz urbšanas mašīnas plāksnes. Galveno gultņu caurumi tiek urbti vienā piegājienā ar griezējiem, kas piestiprināti pie urbšanas stieņa, atbilstoši izmēram, kas noteikts ar zīmējumu vai specifikācijām. Pēc urbšanas pārbaudiet urbumu izmērus, virsmas raupjumu un attālumu no centra līdz centram starp galvenajām gultņu atverēm un sadales vārpstas buksēm.
Cilindra galvas un vārsta sēdekļu remonts. Galvenie cilindru galvu defekti ir: plaisas dažādās vietās, saskarnes deformācija ar cilindru bloku, vārstu vadotņu un vītņu urbumu nodilums, vārstu sēdekļu vājināšanās sēdekļos.
Cilindra galva ar vārstu vilciena daļām darbojas ļoti labi grūti apstākļi - augstā temperatūrā un mehānisko un termisko slodžu iedarbībā.
Tāpēc, atkarībā no defekta un tā atrašanās vietas, ir pareizi jānosaka remonta metode. Plaisas var novērst ar epoksīda pastām, metināšanu ar vispārēju galvas sildīšanu, lāpīšanu, piespraušanu.
Galvas konjugācijas plaknes deformāciju ar cilindru bloku novērš ar slīpēšanu vai frēzēšanu, kam seko slīpēšana. Šajā gadījumā jāsaglabā minimālais pieļaujamais sadegšanas kameras dziļums, kas norādīts tehniskajās specifikācijās. Plaknes deformācijas apjoms tiek noteikts uz plāksnes, izmantojot krāsu vai izmantojot vadības lineālu un zondi.
 Nodilušās atveres vadotnes buksēs un zem vārsta virzošās bukses tiek apstrādātas ar slīpmašīnām līdz nominālajam vai remonta izmēram. Ja nodilums pārsniedz pieļaujamo vērtību, bukses tiek nomainītas.
Nodilušās atveres vadotnes buksēs un zem vārsta virzošās bukses tiek apstrādātas ar slīpmašīnām līdz nominālajam vai remonta izmēram. Ja nodilums pārsniedz pieļaujamo vērtību, bukses tiek nomainītas.
Vārstu sēdekļu nolaišanās un dobumi tiek novērsti, slīpējot vai nomainot sēdekli. Sēdeklis ar vārstu tiek aizklāts vai iegremdēts, kam seko slīpēšana un plakstīšana. Iegremdējot, tiek izmantots četru padziļinājumu komplekts ar griešanas malu slīpuma leņķiem 30 vai 45, 75 un 15 °. Padziļinājumi ar 75 un 15 ° leņķi ir palīgierīces, un tos izmanto, lai iegūtu nepieciešamo darba slīpumu. Att. 75. attēlā parādīta secība, kādā notiek vārsta sēdekļa iegremdēšana.
Vārstu sēdekļu darba izciļņi tiek slīpēti ar abrazīviem riteņiem atbilstošā leņķī. ZIL-130 motoram ieplūdes vārsti ir noslīpēti 60 ° leņķī, bet izplūdes vārsti 45 ° leņķī pret virzošo bukšu asi. Vārsta sēdekļa darba malas platumam jābūt 1,5-2,0 mm GAZ motoriem un 2,5-3,0 mm ZIL motoriem.
Ja vārsta sēdeklis ir stipri nolietojies, kad mērierīces grimšana pārsniedz pieļaujamo vērtību, kas norādīta tehniskajās specifikācijās, vārsta sēdeklis tiek aizstāts ar jaunu. Lai to izdarītu, nolietojušam vārsta sēdeklim ir garlaicīgi, un pēc tam tiek iespiests ievietotais vārsta sēdeklis, to saspiežot ar īpašu stieni. Pēc tam darba šķēlums tiek slīpēts vai iegremdēts, līdz tiek iegūts vajadzīgais izmērs. Pēc tam, ar vārsta darba virsmu, tiek veikta saspiešana.
Pārklāšana tiek veikta īpašām mašīnām, kas pilnībā mehanizē procesu un ļauj vienlaikus apstrādāt visus vārstus. Lapping izmanto GOI paste. Ieteicams sākt plakstīties ar rupjāku pastu. Lai iegūtu galīgo apdari, tiek uzklāta plāna pasta. Pārklāšanai jānodrošina cieši un cieši savienoti vārsta un sēdekļa darba izciļņi, izslēdzot gāzes iekļūšanas iespēju. Pārklātajam vārstam un sēdeklim jābūt visā griezuma apkārtmērā ar vienmērīgu matētu sloksni. un noteiktu platumu (76. attēls). ZIL motoriem sloksnes platumam jābūt vienādam ar l / 2 no sēdekļa darba izciļņa platuma.
Pārklāšanas kvalitāti pārbauda ar ierīci (77. attēls), ar kuru virs vārsta tiek izveidots pārmērīgs gaisa spiediens (0,7 kgf / cm 2). Spiediens tiek iestatīts pēc manometra, un tam nevajadzētu ievērojami samazināties 1 min laikā.
Kad vārsta sēdekļa sēdeklis ir atbrīvots sēdeklī, tas tiek izspiests, un urbums ir garlaicīgi, lai uzstādītu negabarīta sēdekli. Spiežot ārā, tiek izmantoti dažādi pulleri. Att. 78. attēlā redzams viens no izmantotajiem noņēmēju modeļiem.
Virzuļa remonts.
Galvenie virzuļa defekti ir oglekļa nogulsnes uz grunts un rievām, gredzena rievu nodilums, atveres izciļņos, plaisas un skrāpējumi uz sienām.
Lai notīrītu virzuļa rievas no oglekļa nogulsnēm, izmantojiet ierīci tērauda lentes formā ar rokturiem, uz kuras iekšējās virsmas ir piestiprināti griezēji. Ievietojot griezējus rievā un pagriežot instrumentu ap virzuli, tiek noņemtas oglekļa nogulsnes.
Virzuļi ar nolietotām virzuļa gredzenu rievām tiek aizstāti ar jauniem atbilstoša izmēra rievām.
Nodilušo caurumu virzuļa uzgaļos atjauno, to ievietojot, pēc tam uzstādot pārāk lielu virzuļa tapu. Nelielas zīmes vai skrāpējumus uz virzuļa ārējās virsmas var noņemt, slīpējot. Virzuļi ar plaisām un dziļām skrambām tiek aizstāti ar jauniem.
Virzuļa gredzenu izvēle.
Virzuļa gredzeni, kas zaudējuši elastību, tiek aizstāti ar jauniem. Jaunu gredzenu izvēle tiek veikta saskaņā ar virzuļa un cilindra izmēriem. Kad gredzens ir izvēlēts virzulim (79. att., A), tas tiek velmēts gar rievu un, ja nav iestrēguma, tad atstarpi nosaka ar taustiņu. Ja gredzens ir iestrēdzis rievā vai ir neliela atstarpe, gredzens tiek slīpēts uz smalkgraudaina smilšpapīra loksnes, kas novietota uz virsmas plāksnes. Spraugas izmērs gar rievas augstumu nedrīkst pārsniegt 0,052-0,082 mm augšpusē un 0,035-0,70 mm pārējiem kompresijas gredzeniem.
Atlasot gar cilindru (79. attēls, b), nosakiet atstarpi cilindrā uzstādītā gredzena savienojumā. Gredzenu var uzstādīt kalibrā, kura iekšējais diametrs ir vienāds ar cilindra diametru. Ja spraugas nav vai tās ir mazas, gredzenu savienojumus reģistrē ar personas failu. Šajā gadījumā gredzenu savienojumu plaknēm jābūt paralēlām. Tehniskie nosacījumi katram dzinējam nosaka noteiktu atstarpes vērtību. Kompresijas gredzeniem atstarpei jābūt 0,3-0,5 mm, bet maz noņemamiem gredzeniem - 0,15-0,45 mm. Ja atstarpe ir lielāka nekā parasti, gredzeni tiek noraidīti.
Virzuļa tapas remonts.
Nodilušās virzuļa tapas tiek atjaunotas ar hromētu pārklājumu. Tiek veikta poraina hroma uzkrāšanās, kas labi notur eļļu. Pēc hroma slāņa uzklāšanas pirksti tiek sasmalcināti līdz vajadzīgajam "izmēram. Nēsājot diametru, kas lielāks par 0,03 mm, pirksti tiek salaboti vai aizstāti ar jauniem. Ieteicams uzstādīt tikai motora kapitālais remonts. Lai atvieglotu montāžu, to izmēri tiek sakārtoti vairākās grupās.
 Klaņu stieņa remonts.
Klaņu stieņa remonts.
Galvenie stieņa defekti ir: stieņa locīšana un pagriešana, augšējās galvas bukses un bukses urbuma nodilums, urbuma un apakšējās galvas gala virsmu nodilums.
Nodilušās stieņa bukses parasti tiek aizstātas ar jaunām. Dažreiz bukses caurums ir garlaicīgi vai pievelkams, lai tas atbilstu virzuļa tapas lielajam izmēram.
Nodilušo bukses atveri atjauno, apstrādājot remonta izmērus (YaMZ-236 un YaMZ-238 dzinēju stieņi) vai arī stieņi ar šo defektu tiek izmesti (ZIL-130, ZIL-164, GAZ stieņi -51 dzinēji).
Savienojuma stieņa apakšējās galvas caurums oderējumam ir urbts un pēc slāņa dibena virsmu apstrādes ar rievu sasmalcināts līdz nominālajam izmēram. Pēdējie tiek frēzēti vai slīpēti, izmantojot īpašus instrumentus. Cinkotas sekcijas klātbūtnē ir ieteicams salabot apakšējā stieņa galvas atveri, ļaujot tai atpūsties. Pēc atlaišanas caurums tiek atjaunots tā nominālajā lielumā. Šī remonta metode saglabā detaļu stingrību un attālumu no centra līdz centram starp augšējā un apakšējā stieņa galvu caurumiem.
 Savienojošā stieņa locīšana un pagriešanās tiek novērsta, iztaisnojot. Savienotājstieņu iztaisnošanai un kontrolei tiek izmantotas dažādas ierīces. Att. 80 ir parādīts viens no izmantoto ierīču dizainiem. Šī ierīce vienlaikus pārbauda savienojošā stieņa locīšanos un pagriešanos, kā arī attālumu starp tā galvu centriem. Ja tiek konstatētas novirzes, kas pārsniedz pieļaujamās vērtības, savienojošo stieni pārvalda ar īpašu atslēgu, nenoņemot to no ierīces. Šajā gadījumā savienojuma stieņa augšējai galvai vajadzētu ieņemt pozīciju starp vertikālajām un horizontālajām plāksnēm.
Savienojošā stieņa locīšana un pagriešanās tiek novērsta, iztaisnojot. Savienotājstieņu iztaisnošanai un kontrolei tiek izmantotas dažādas ierīces. Att. 80 ir parādīts viens no izmantoto ierīču dizainiem. Šī ierīce vienlaikus pārbauda savienojošā stieņa locīšanos un pagriešanos, kā arī attālumu starp tā galvu centriem. Ja tiek konstatētas novirzes, kas pārsniedz pieļaujamās vērtības, savienojošo stieni pārvalda ar īpašu atslēgu, nenoņemot to no ierīces. Šajā gadījumā savienojuma stieņa augšējai galvai vajadzētu ieņemt pozīciju starp vertikālajām un horizontālajām plāksnēm.
Savienojošais stienis ir cieši uzstādīts ierīcē, izmantojot lielu rullīti 8; izlaida caur plauktiem 9. Maza rullīte 10 ievietots augšējā šarnīra galvas apstrādātajā atverē. Vispirms iepriekš pārbaudiet savienotājstieņa vērpi. Šim nolūkam stieni, kas ir uzstādīts horizontāli, manuāli pagriež tā, lai mazais ritošais tapa 10 pārmaiņus atpūtās uz plauktu krekeriem 11. Spraugas klātbūtne parādīs savienojošā stieņa vērpjot.
Pagriešanas un lieces apjoma noteikšana tiek veikta, kad savienojošais stienis atrodas vertikālā stāvoklī. Šajā gadījumā neliela rullīte 10, saskarē ar šūpuli apstājas 4, ir kontaktā ar tapām 2 indikatori / un 7, kas norāda savienojošā stieņa vērpes apjomu. Rādītājs 5 nosaka attāluma novirzi starp augšējās un apakšējās galvas urbumu asīm un indikatoru 6 - nepār paralēlas caurumu asis.
Pēc iztaisnošanas un pārbaudes strauji pārvietojot rokturi 13, izsist lielu rullīti 8, atbrīvojot savienojošo stieni.
Pirms darba uzsākšanas ierīces indikatori tiek pielāgoti atsauces savienotājstienim.
Kloķvārpstas remonts.
Kloķvārpstas galvenie defekti ir: locīšana, šarnīra un galveno blīvju nodilums, pārnesumkārbas piedziņas vārpstas gultņu urbuma nodilums un spararata stiprinājuma skrūvju vārpstas atloka atveres.
Motora kloķvārpstas izliekumu pārbauda uz stenda, uz prismām, kas piestiprinātas uz vadības plāksnes vai virpas centros, izmantojot indikatoru. Liekšana (vidējā saknes žurnāla pārspēšana attiecībā pret galējiem) virs pieļaujamajiem tehniskajiem nosacījumiem tiek novērsta, rediģējot presē.
Kloķvārpsta ir uzstādīta uz prismām ar galējiem galvenajiem žurnāliem, un presēšanas stienis caur vara vai misiņa blīvi tiek nospiests pret vidējo žurnālu no sāniem, kas atrodas pretī līkumam. Šajā gadījumā novirzes lielumam jābūt aptuveni 10 reizes lielākam par novērsto līkumu. Asis tiek turēts zem preses slodzes 2-4 minūtes. Pēc iztaisnošanas vārpstu ieteicams pakļaut termiskai apstrādei, t.i. uzkarsē līdz 180-200 ° C un tur šo temperatūru 5-6 stundas.Tad pārbauda vārpstas sitienu. Vidējo kaklu izteka attiecībā pret galējiem kakliem nedrīkst pārsniegt 0,05 mm.
 Nodilušais kloķvārpsta un kloķvārpstas galvenie žurnāli tiek atjaunoti, slīpējot līdz remonta izmēram. Visiem savienojošo stieņu žurnāliem ir noteikta viena remonta dimensija un galvenajiem žurnāliem - viena remonta dimensija atkarībā no mazākā diametra, kas iegūts mērījumu rezultātā, un tehnisko apstākļu ieteiktā remonta lieluma. Vārpstas žurnālu apstrāde tiek pabeigta, pulējot vai veicot augšējo apdari, līdz tiek iegūts nepieciešamais virsmas raupjums. Tad eļļas kanālus un vārpstas ārējo virsmu mazgā ar petroleju īpašā vannā.
Nodilušais kloķvārpsta un kloķvārpstas galvenie žurnāli tiek atjaunoti, slīpējot līdz remonta izmēram. Visiem savienojošo stieņu žurnāliem ir noteikta viena remonta dimensija un galvenajiem žurnāliem - viena remonta dimensija atkarībā no mazākā diametra, kas iegūts mērījumu rezultātā, un tehnisko apstākļu ieteiktā remonta lieluma. Vārpstas žurnālu apstrāde tiek pabeigta, pulējot vai veicot augšējo apdari, līdz tiek iegūts nepieciešamais virsmas raupjums. Tad eļļas kanālus un vārpstas ārējo virsmu mazgā ar petroleju īpašā vannā.
Gadījumos, kad tiek izmantoti visi remonta izmēri un turpmāka vārpstas diametra samazināšana nav pieļaujama, un tā izturība ir pietiekama, žurnālus var atjaunot ar virsmu, kam seko apstrāde līdz nominālajam izmēram.
Atjaunojot kloķvārpstas žurnālus, ir svarīgi izvēlēties pareizās stiprinājuma pamatnes. Kloķvārpstu uz mašīnas ieteicams uzstādīt uz tām pašām atskaites virsmām, kuras tika izmantotas ražošanā. Tad tiek iegūtas minimālās kļūdas, kas saistītas ar tā instalēšanu. ZIL-130, GAZ-53, YaMZ-236 un citu dzinēju kloķvārpstu konstrukcijās abās pusēs (no sprūdrata urbuma puses un priekšējā gala lodīšu gultņa atverēm) piedziņas vārpstas). Šie nobīdes tiek uzskatīti par uzstādīšanas pamatiem. Tos iepriekš pārbauda un, ja nepieciešams, notīra vai labo.
GAZ-51, ZIL-164 dzinēju kloķvārpstu konstrukcijās pēc tam tiek noņemti ražošanā izmantotie centrālie caurumi. Tāpēc, slīpējot kloķvārpstas žurnālus, ir pareizi jāizvēlas jaunas uzstādīšanas pamatnes, kas atbilstu prasībām. Šādām vārpstām to var ņemt par uzstādīšanas pamatnēm: slīpējot galvenos žurnālus - sprūdrata urbuma šķērsgriezumu un piedziņas vārpstas priekšējā gala gultņa atveri, slīpējot savienotājstieņu žurnālus, žurnāls pārnesumam un spararata atloka ārējai cilindriskajai virsmai. Lai nodrošinātu nepieciešamo apstrādes precizitāti, izvēlētās montāžas virsmas ir iepriekš sagatavotas.
Kā tehnoloģisko pamatu, slīpējot savienojošo stieņu žurnālus, var ņemt galvenos zemes žurnālus. Šajā gadījumā savienotājstieņu žurnālu rotācijas asij precīzi jāsakrīt ar mašīnas vārpstas asi.
Transmisijas piedziņas vārpstas gultņa urbuma nodilums tiek atjaunots, uzstādot uzmavu. Att. 81. attēlā parādīts atjaunotā ZIL-130 dzinēja kloķvārpstas skice. Uz skrūvējamas virpas caurumā vārpstā ir urbums līdz diametram
tad nospiediet remonta uzmavu, līdz tā apstājas, urbumā ievietojiet urbumu līdz 52. izmēram un 3X30 ° izciļņu
Spararata stiprinājuma skrūvju vārpstas atloka nolietotā caurums tiek apstrādāts ar pļāvēju līdz remonta izmēram, kas samontēts ar spararatu. Montāžas laikā tiek uzstādītas palielināta izmēra spararata stiprinājuma skrūves.
Pēc remonta ir nepieciešams kontrolēt kloķvārpstu, lai noteiktu veiktā darba kvalitāti un identificētu iespējamās dobumus un plaisas.
Apkope.Kad EO motors tiek iztīrīts no netīrumiem, tā stāvoklis tiek vizuāli pārbaudīts un darbība tiek uzklausīta dažādos režīmos.
Kad TO-1 veiciet EO darbu, kā arī pārbaudiet eļļas bloka savienojuma blīvumu ar bloku vai kloķvārpstas eļļas blīvējumu (nav eļļas noplūdes), kā arī motora stiprinājumu pie rāmja. Stiprinājumu pārbauda, \u200b\u200bneatlaižot uzgriežņus. Ja nepieciešams, pievelciet savienojumus. Pārbaudot, tiek noteikts gumijas elementu stāvoklis, kurā nedrīkst būt gumijas atslāņošanās un iznīcināšana (ja ir defekti, tie tiek nomainīti). Viņi klausās vārsta mehānisma darbību, ja nepieciešams, noregulē siltuma atstarpes.
Kad TO-2 un CO veiciet visus TO-1 darbus, kā arī pārbaudiet un, ja nepieciešams, pievelciet cilindra galvas stiprinājumus, noregulējiet siltuma atstarpes laikā. Pārbaudiet un noregulējiet sadales vārpstas piedziņas ķēdes vai siksnas spriegojumu (tā augšējā vietā), pievelciet motora priekšējā vāka (zobrata vāka) stiprinājumu.
Diagnostika.Diagnozējot kloķvārpstas (KShM) un gāzes sadales (laika) mehānismus, viņi pārbauda saspiešanu cilindros, trokšņu un sitienu vietu un raksturu, motora tehnisko stāvokli vietu un daudzuma izteiksmē. gaisa noplūdes, kad tas tiek ievadīts cilindros zem noteikta spiediena, vārstu atsperu elastība un gāzu tilpums, kas ielaužas karterī.
Kompresija motors ( maksimālais spiediens cilindrā kompresijas gājiena beigās) nosaka ar kompresoru, kad kloķvārpsta tiek iespiesta ar starteri, ievietojot kompresora gumijas konusveida galu inžektora vai aizdedzes sveces atverē (50.a. att.). Kompresors ir aprīkots ar reģistratoru spiediena reģistrēšanai cilindros (50.b attēls, c). Lai iegūtu visuzticamākos rezultātus, sasilšanu nosaka uz silta motora, noņemot no tā visas aizdedzes sveces vai inžektorus. Iestatīto kloķvārpstas ātrumu nodrošina pareizi uzlādēts akumulators.
Pirms saspiešanas mērīšanas katrā cilindrā mērierīces adata jānoregulē uz nulli. Minimālā pieļaujamā kompresija dīzeļdzinējiem ir aptuveni 2 MPa, benzīna un benzīna dzinējiem tā ir atkarīga no saspiešanas pakāpes un ir 0,6-1,0 MPa. Starpība starp manometra rādījumiem atsevišķos cilindros nedrīkst pārsniegt 0,2 MPa dīzeļmotoriem un 0,1 MPa benzīna un gāzes motoriem. Nepietiekama saspiešana cilindros norāda uz nodilušiem čaulām, virzuļa gredzeniem vai vārsta noplūdi. Straujš kompresijas samazinājums (par 30-40%) norāda virzuļa gredzenu lūzumu vai iestrēgšanu.


Attēls: 50. Kompresometrs (a) un kompresogrāfs (b, c)
Sitienu un trokšņu klātbūtne, atrašanās vieta un raksturs nosaka, izmantojot stetoskopus un vibroakustiskās iekārtas (51. attēls). Pēc klauvēšanas vai trokšņa rakstura un tā rašanās vietas tiek noteikti motora darbības traucējumi. Jebkurš svešs troksnis un klauvēšana motorā darba laikā ir nepieņemami. Ar stetoskopa palīdzību tiek noteikts kloķvārpstas šarnīra un galveno gultņu, starp virzuli un cilindru, vārstiem un stūmējiem, vārstiem un buksēm utt.


Attēls: 51. Auto diagnostikas stetoskopi: a - mehāniska; b - kombinēts elektroniskais
Virzuļu sitiens uz cilindru ir blāvs, klikšķis; tie ir dzirdami uz neapsildīta motora ar mazu kloķvārpstas apgriezienu skaitu vai tā strauju samazināšanos. Atsitieni kloķvārpstas galvenajos gultņos - spēcīgs, blāvs, zems tonis; tie ir dzirdami uz silta motora, strauji mainot kloķvārpstas ātrumu, kā arī tad, kad atsevišķi cilindri ir izslēgti. Klaņi stieņu gultņos ir asāki nekā galvenajos gultņos; parādās, kad krasi mainās kloķvārpstas ātrums (kad šo cilindru izslēdz, sitiens pazūd vai ievērojami samazinās).
Iesit konjugācijā "virzuļa tapa - savienojošais stienis" - skaļš, metāla; klausījos, strauji mainot kloķvārpstas ātrumu (pazūd, kad cilindrs tiek izslēgts). Atsitieni, kad ieplūdes vārsti ir iestrēguši, ir vienmērīgi; tiek klausīti vārstu bukšu vietās tukšgaitā. Laika zobratu sitieni - bieži, saplūstot vispārējā troksnī, norāda uz daudzu zobratu nodilumu vai lūzumu. Sadursmes sadales vārpstas gultņos - gluds, vidējs tonis; tiek klausīti, kad kloķvārpstas ātrums palielinās. “Sviras sviras - vārsta kāta galā” sitieni ir asi; tiek pārbaudīti visos darba režīmos un norāda uz palielinātu atstarpi.
Gaisa noplūdi, kas tiek piegādāta cilindriem zem 0,4 MPa spiediena, nosaka īpašas ierīces. Gaisa noplūdes var izmantot, lai noteiktu pārmērīgu nodilumu, elastības zudumu, virzuļa gredzenu koksu vai lūzumu, virzuļa rievu nodilumu, cilindru nodilumu, vārstu un cilindru galvas blīvju blīvuma zudumu. Lai noteiktu virzuļa gredzenu stāvokli, virzulis tiek uzstādīts kompresijas gājiena sākumā un, padodot gaisu cilindram, tā spiedienu mēra ar spiediena mērītāju.
Ierīces skala ir iezīmēta zonās: motora labs stāvoklis, apmierinošs un nepieciešams remonts. Cilindra nodilumu nosaka tādā pašā veidā, bet, kad virzulis ir uzstādīts tuvu kompresijas gājiena TDC. Gaisa noplūde, kas pārsniedz 15%, norāda uz nopietnu cilindru nodilumu. Gaisa noplūdi caur vārstiem nosaka auss, un cilindra galvas blīvējuma blīvumu nosaka gaisa burbuļu parādīšanās radiatora kaklā vai krustojumā (galva ar cilindra bloku), kas samitrināta ar ziepjūdeni.
Saskarnes "virzulis - virzuļa gredzeni - cilindra uzlika" stāvokli var noteikt pēc kartera ielaušanās gāzu daudzuma. Šo parametru nosaka, izmantojot plūsmas mērītājus (piemēram, KI-4887-1) pēc motora priekšsildīšanas. Mērot karterī izplūstošo gāzu daudzumu un salīdzinot šo vērtību ar standartu, tiek izdarīts secinājums par cilindra-virzuļa grupas stāvokli. Vārsta atsperu elastību nosaka ar īpašām ierīcēm (52. attēls).

Attēls: 52. Vārstu atsperu testeris
Demontējot motoru, tiek diagnosticēti (izmērīti) detaļu ģeometriskie izmēri un, salīdzinot iegūtās vērtības ar nominālajām un pieļaujamajām, tiek izdarīts secinājums par to piemērotību turpmākai darbībai (vārpstu kaklu mērīšana). tiek veikts ar mikrometriem, un urbumu diametri - ar mikrometriskiem urbuma mērierīcēm).
Kloķa mehānisma (KShM) remonts. Kloķa mehānisma darbības traucējumi - visnopietnākie motora darbības traucējumi. To novēršana ir ļoti darbietilpīga un dārga, jo bieži vien tas ietver motora kapitālo remontu.
Galvenie kloķa mehānisma darbības traucējumi ietver:
Nēsāti galvenā un stieņa gultņi;
Virzuļu un cilindru nodilums;
Valkātas virzuļa tapas;
Virzuļa gredzenu lūzums un parādīšanās.
Galvenais iemeslu dēļ šie darbības traucējumi ir izveidotā motora resursa izstrāde vai motora darbības noteikumu pārkāpšana izmantojot sliktas kvalitātes eļļa, pieaugums uzturēšanas ziņā, ilgstoša automašīnas lietošana zem slodzes utt.).
Gandrīz visus kloķa mehānisma darbības traucējumus (KShM) var diagnosticēt pēc ārējām pazīmēm, kā arī izmantojot vienkāršākās ierīces (stetoskops, kompresometrs). KShM darbības traucējumus papildina svešs troksnis un klauvē, dūmi, kompresijas zudums, palielināts eļļas patēriņš.
Ārējās pazīmes un attiecīgie KShM darbības traucējumi ir uzskaitīti 1. tabulā.
1. tabula
KShM ārējās pazīmes un atbilstošie darbības traucējumi
| Darbības traucējumu simptomi | Nepareiza darbība |
| · Blāvs klauvējums cilindra bloka apakšā (palielinās, palielinoties ātrumam un slodzei). Eļļas spiediena pazemināšanās (iedegas brīdinājuma gaisma) | Galvenais gultņu nodilums |
| · Peldošs troksnis cilindra bloka vidū (palielinās, palielinoties ātrumam un slodzei, pazūd, kad tiek izslēgta attiecīgā aizdedzes svece). Eļļas spiediena pazemināšanās (iedegas brīdinājuma gaisma) | Nēsāti stieņa gultņi |
| · Zvanīšana (māla klauvēšana) uz aukstu motoru (pazūd, iesildoties). Zili izplūdes dūmi | Virzuļu un cilindru nodilums |
| Skanošs sitiens cilindru bloka augšdaļā visos motora darbības režīmos (palielinās, palielinoties ātrumam un slodzei, pazūd, kad tiek izslēgta attiecīgā aizdedzes svece) | Nēsāti virzuļa tapas |
| · Zili dūmi no izplūdes gāzēm. · Samazināts eļļas līmenis motora karterī. Pārtraukta motora darbība | Gredzenu lūzums un parādīšanās |
| · Vāja saspiešana cilindros. Motors darbojas ar pārtraukumiem un neattīsta nominālo jaudu | Virzuļa grupas daļu (čaulas, virzuļi, gredzeni) nodilums |
| Motors pēkšņi apstājas | Satverti virzuļi ieliktnī vai sagrābti kloķvārpsta |
| Eļļas noplūde paletes un bloka krustojumā | Bojāta blīve vai nepietiekama paletes skrūvju (uzgriežņu) pievilkšana |
| Dzesēšanas šķidruma noplūde no bloka (galvas) | Plaisas vai caurumi blokā (bloka galva) |
Diagnozējot galveno un savienojošo stieņu gultņu nodilumu, automašīnas turpmāka darbība ir stingri aizliegta. Citos gadījumos ar vislielāko piesardzību dodieties uz remonta vietu.
Kloķa mehānisma remonts galvenokārt sastāv no bojāto daļu identificēšanas un nomaiņas.
KShM daļu komplektēšana.Virzuļu izvēle veic pēc svara un lieluma grupām. Katram cilindram virzuļi tiek izvēlēti atbilstoši oderējumu izmēriem, jo \u200b\u200bsaskaņā ar KShM montāžas tehniskajiem nosacījumiem starp oderi un virzuli ir jābūt noteiktai atstarpei. Vienlaikus nomainot oderes un virzuļus, tos aizpilda atbilstoši izmēru grupām (oderēm un virzuļiem jāpieder vienai un tai pašai izmēru grupai). Urbjot cilindrus, virzuļus izvēlas, stingri ievērojot ieliktņu izmērus. Visiem tajā pašā motorā uzstādītajiem virzuļiem jābūt saskaņotiem ar svaru. Svara atšķirība starp viena komplekta smagākajiem un vieglākajiem virzuļiem ir atļauta ne vairāk kā 0,5%.
Virzuļa gredzenu izvēle tiek veikta, ņemot vērā virzuļa un cilindra izmērus. Izvēloties gredzenus uz virzuļa, tie tiek velmēti gar virzuļa rievu, un spraugu starp gredzena galu un virzuļa rievu mēra ar taustiņu (53. attēls).

Attēls: 53. Sānu atstarpes pārbaude starp gredzenu un virzuļa rievu: 1 - virzuļa gredzens, 2 - virzulis, 3 - zondu komplekts
Izvēloties gredzenus virs cilindra, gredzens tiek uzstādīts vismazāk cilindra nodiluma zonā (bet virzuļa gredzena gājiena robežās), un gredzena bloķēšanas spraugu mēra ar taustiņu (54. att.). Nepieciešamās klīrensa vērtības ir norādītas konkrētu automašīnu marku rokasgrāmatās.


Attēls: 54. lpp. Spraugas pārbaude virzuļa gredzena fiksatorā: a - izmantojot īpašu stieni; b - tieši motora cilindrā
Virzuļa tapu un stieņu izvēle. Remontējot motoru, nav ieteicams depersonalizēt tā stieņu komplektu, kas rūpnīcā tiek izvēlēts pēc svara. Viena komplekta atsevišķu stieņu nomaiņa tiek veikta, ņemot vērā svaru (svara pielāgošana tiek veikta, noņemot metālu no vākiem un savienojošās stieņa galvas izciļņiem). Savienotājstieņu apakšējo galvas vāciņu maiņa nav atļauta, jo rūpnīcā tiek apstrādāta apakšējā galva un galvas pārsegs. Savienojošie stieņi tiek sakārtoti izmēru grupās pēc cauruma diametra augšējās galvas buksē un marķēti ar noteiktas krāsas krāsu. Virzuļa tapas (pēc to ārējā diametra) un virzuļi (pēc izciļņu iekšējā diametra) ir sadalīti tajās pašās grupās. Viena un tā paša komplekta virzuļam, tapai un stienim jābūt vienā izmēru grupā.
Kloķa mehānisma montāža tiek veikta šādā secībā:
1. Salieciet savienojuma stieņa-virzuļa grupu. Virzuļa, tapas un augšējā stieņa galvas savienojums tiek veikts, kad stienis tiek uzkarsēts līdz 240 ° C. Ar speciālu instrumentu (55. att.) Piespiež tapu virzuļa spieķos un augšējā stieņa galvā. Pirksts ir uzstādīts ierīcē, savienotājstienis, kas sakarsēts līdz 240 ° C, ir iespīlēts spailē, virzulis tiek uzlikts uz savienotājstieņa tā, lai pirksta caurums sakristu ar atveri augšējā stieņa galvā. Instruments iespiež virzuļa tapu virzuļa urbumā un augšējā stieņa galvā tā, lai instrumenta veltņa plecs saskartos ar virzuli.
Lai pareizi savienotu tapu ar savienotājstieni, tapa pēc iespējas ātrāk jāpiespiež: pēc tam, kad stienis ir atdzisis, vairs nebūs iespējams mainīt tapas stāvokli. Montējot virzuli ar savienojošo stieni un uzstādot savienojošā stieņa-virzuļa grupu cilindrā, pārliecinieties, ka virzulis un savienotājstienis ir pareizi novietoti un orientēti cilindrā. Uz virzuļa un savienotājstieņa ir zīmes (uz virzuļa - bulta, uz savienotājstieņa - plūdmaiņa), kurām jābūt vērstām vienā virzienā (parasti uz motora priekšējo vāku).


Attēls: 55. Nospiežot virzuļa tapu augšējā šarnīra galvā: ierīce; b - presēšanas process; 1 - ierīces veltnis; 2 - virzuļa tapa; 3 - ceļvedis; 4 - apturēšanas skrūve; 5 - ierīce
Uzstādot gredzenus uz virzuļa, to slēdzenes nedrīkst atrasties vienā plaknē. Tā rezultātā no sadegšanas kameras karterī izplūst ievērojama gāze. Leņķis α virzuļa gredzenu slēdzeņu relatīvo stāvokli nosaka pēc formulas α \u003d 360 / nkur n - gredzenu skaits uz virzuļa. Gredzenu noņemšana un uzstādīšana uz virzuļa tiek veikta, izmantojot īpašu instrumentu (56. attēls).
2. Uzstādiet savienotājstieņu-virzuļu grupas cilindros saskaņā ar cilindru sērijas numuriem, kas norādīti uz virzuļa vainagiem un uz stieņiem. Lai cilindrā uzstādītu virzuli ar gredzeniem, izmantojiet īpašas ierīces (gofrējumus) (57. attēls).


Attēls: 56. Virzuļa gredzena puller: 1 - rokturis; 2 - projekcijas; 3 - pieturas; 4 - rokturi

Attēls: 57. Virzuļa uzstādīšana cilindrā
3. Ievietojiet kloķvārpstu un uzlikas bloka pastelēs, pēc tam uzstādiet galvenos gultņu vāciņus (58. attēls). Galveno (un stieņa) gultņu vāciņu stiprinājumi tiek pievilkti ar griezes momenta atslēgu (pievilkšanas griezes momenti ir norādīti konkrētu automašīnu marku lietošanas pamācībās). Pirms kloķvārpstas uzstādīšanas savienotājstienis un galvenie žurnāli tiek notīrīti, urbumi tiek noņemti no urbumu malām, vārpsta tiek mazgāta un eļļošanas kanāli tiek izpūsti ar saspiestu gaisu.



Attēls: 58. Kloķvārpstas uzstādīšana cilindru blokā
4. Uzstādiet: savienotājstieņu bukses apakšējā stieņa galvā un tās vākā; apakšējās kloķvārpstas uz kloķvārpstas savienotājstieņu žurnāliem; vāki uz savienotājstieņu apakšējām galvām (saskaņā ar cilindru numuriem, kas norādīti gan uz savienotājstieņa galvas, gan tā vāka, vākus nevar samainīt, tie nav savstarpēji aizvietojami); pievelciet vāka stiprinājumus (59. attēls).
5. Uzstādiet ierīces priekšējo un aizmugurējo vāku.
6. Uzstādiet spararatu uz kloķvārpstas atloka. Kloķvārpsta rūpnīcā ir sabalansēta, samontēta ar spararatu un sajūgu, tāpēc, pirms sajūga noņemšanas no spararata un spararata no kloķvārpstas atloka, ieteicams riskus piemērot pārošanās virsmām, pa kurām montāža tiek no jauna samontēta.



Attēls: 59. Apakšējās šarnīra galvas uzstādīšana kloķvārpstas žurnālā
7. Uzstādiet eļļas trauku ar blīvi.
8. Uzstādiet bloka galvu. Pirms galvas uzstādīšanas bloka un cilindra galvas pārošanās plaknes noslauka ar tīru drānu, un starpliku berzē ar pulverveida grafītu. Uzstādot bloka galvu, uzgriežņi (skrūves) tiek pievilkti ar griezes momenta atslēgu ar noteiktu spēku (kas norādīts tehniskajos apstākļos), sākot no galvas centra, pakāpeniski virzoties uz malām (60. att.) ).
9. Uzstādiet vārsta vāku ar blīvi.

Attēls: 60. Cilindra galvas uzgriežņu (skrūvju) pievilkšanas secība
Gāzes sadales mehānismu remonts.
Galvenie gāzes sadales mehānisma darbības traucējumi (laiks):
Termālo vārstu atstarpju pārkāpšana (motoros ar regulējamu atstarpi);
Gultņu, sadales vārpstas izciļņu nodilums;
Hidraulisko pacēlāju darbības traucējumi (motoros ar automātisku klīrensa regulēšanu);
Samazināta vārstu atsperu elastība un pārrāvums;
Piekarināmie vārsti;
Sadales vārpstas piedziņas ķēdes (jostas) nodilums un pagarinājums;
Valkāts sadales vārpstas piedziņas skriemelis;
Eļļu atstarojošo vāciņu, vārstu kātu, virzošo bukšu nodilums;
Oglekļa nogulsnes uz vārstiem.
Galvenais laika defektu cēloņi - norādītā motora resursa attīstība un rezultātā liels nodilums strukturālie elementi un motora darbības noteikumu pārkāpšana, tostarp zemas kvalitātes (šķidruma), piesārņotas eļļas izmantošana, benzīna ar augstu sveķu saturu izmantošana, ilgstoša motora darbība ar maksimālo apgriezienu skaitu.
Visnopietnākais gāzes sadales mehānisma darbības traucējums ir vārsts iestrēdziskas var izraisīt nopietnus motora bojājumus. Darbības traucējumiem ir divi iemesli. Viens no tiem ir zemas kvalitātes benzīna izmantošana kopā ar darvas nogulsnēšanos uz vārsta kātiem. Vēl viens iemesls ir vaļīgas vai salauztas vārstu atsperes. Šajā gadījumā uz augstie apgriezieni no motora, vārstam nav laika sēdēt "sēdeklī", līkumi un ķīļi (karājas) vadotnes uzmavā. Par laimi, šī kļūme mūsdienu automašīnās ir diezgan reta.
Notiek hidraulisko pacēlāju darbības traucējumilietojot šķidru vai stipri piesārņotu eļļu. Hidrauliskais kompensators pārstāj pildīt savu galveno funkciju - automātiski kompensēt nepilnības gāzes sadales mehānismā. Turpmāka motora darbība var izraisīt hidraulisko pacēlāju sagrābšanu.
Pārkāpums termiskā sprauga motoriem ar regulējamu atstarpi var rasties gultņu un sadales vārpstas izciļņu nodiluma, sadales vārpstas piedziņas skriemeļa nodiluma dēļ, kā arī nepareizas noregulēšanas dēļ.
Laika defektus ir grūti diagnosticēt, jo līdzīgas ārējās pazīmes var atbilst vairākām kļūdām. Bieži vien konkrēts darbības traucējums tiek noteikts, tieši pārbaudot zobsiksnas konstrukcijas elementus, noņemot cilindra galvas vāku.
Lielākā daļa vārstu laika problēmu rodas vārsta laika pārkāpumipie kura motors sāk darboties nestabili un neattīsta nominālo jaudu.
Ārējās pazīmes un atbilstošās laika kļūdas ir uzskaitītas 2. tabulā.
2. tabula
Ārējās pazīmes un atbilstošās laika kļūdas
| Darbības traucējumu simptomi | Nepareiza darbība |
| · Metāla sitiens cilindra galvā ar mazu un vidēju ātrumu. Samazināta motora jauda | · Vārstu termiskās atstarpes pārkāpums. Gultņu, sadales vārpstas izciļņu nodilums |
| · Metāliska klauvēšana pie auksta motora cilindra galvas. Samazināta motora jauda | Kļūdas hidrauliskajos pacēlājos |
| · Troksnis ap sadales vārpstas piedziņu. Klusinātāja šāvieni | · Sadales vārpstas piedziņas ķēdes (siksnas) nodilums un pagarinājums. Nolietots piedziņas pārnesumu skriemelis |
| · Zili dūmi no izplūdes gāzēm. · Samazināts eļļas līmenis motora karterī. Samazināta motora jauda | · Nēsāti eļļas atstarojošie vāciņi, vārstu kāti, vadošās bukses. KShM darbības traucējumi |
| · Paātrināti transportlīdzeklī izskanējuši metāla sitieni (klauvējoši sitieni). Pārtraukta motora darbība | · Oglekļa nogulsnes uz vārstiem. · KShM darbības traucējumi. Benzīns zemas kvalitātes |
| · Īslaicīga iegremdēšana aukstā motorā. · Samazināta motora jauda. Motora pārkaršana | · Vārsta atsperu elastības un lūzuma samazināšanās. Piekārtie vārsti |
| Kad motors darbojas, tiek dzirdami izlēcieni: ieplūdes kolektors izpūtējā | Noplūdes pārkāpums: ieplūdes vārsts izplūdes vārsts |
| Motors nedarbojas | · Pārkāpts vārsta laiks. Nepietiekama vārstu blīvēšana |
Gāzes sadales mehānisma pielāgošana.
Termiskās spraugas pārbaude un pielāgošana starp sviru un vārsta kāta gala virsmu tiek veikta motora temperatūrā 20-25 ° C šādā secībā.
1. Noņemiet vārsta vāku.
2. Pārbaudiet un, ja nepieciešams, pievelciet uzgriežņu pievilkšanas spēku, nostiprinot bloka galvu līdz vajadzīgajai vērtībai.
3. Pirmā cilindra virzuli uz kompresijas gājiena iestatiet uz TDC (abi vārsti ir aizvērti). Virzulis ir uzstādīts saskaņā ar kloķvārpstas skriemeļa un cilindra bloka atzīmēm vai izmantojot īpašu fiksācijas tapu (61. attēls). Pagriežot kloķvārpstu (ar speciālu uzgriežņu atslēgu) pulksteņrādītāja kustības virzienā, izlīdziniet izlīdzināšanas atzīmi 1 sadales vārpstas zobratā ar izlīdzināšanas cilpiņu 2 sadales vārpstas gultņa korpusā. Šajā gadījumā ceturtā cilindra virzulis ir TDC kompresijas gājiena beigās un abi vārsti ir aizvērti.

Attēls: 61. Pirmā cilindra virzuļa uzstādīšana pie TDC uz kompresijas gājiena, lai regulētu vārstus: 1 - izlīdzināšanas zīme uz sadales vārpstas zobrata; 2 - uzstādīšanas uzgalis sadales vārpstas gultņu korpusā
4. Izmēriet atstarpes starp sviru un ieplūdes un izplūdes vārsta kāta galu (62. attēls). Pārbaude tiek veikta ar īpašu metāla zondi (kuras biezumam jāatbilst termiskās spraugas vērtībai, kas norādīta šīs automašīnas markas lietošanas instrukcijā). Normālā atstarpē mērstienim vajadzētu viegli pārvietoties starp vārstu un sviru.


Attēls: 62. Termiskās spraugas pārbaude laikā: a - zobsiksna ar rullīšu svirām (šūpoles); b - zobsiksna ar divroku svirām (šūpoles); 1 - zonde; 2 - regulēšanas skrūve; 3 - regulēšanas skrūves pretuzgrieznis; 4 - šūpuļzirgs; 5 - spiediena skrūves gals
5. Ja nepieciešams, noregulējiet atstarpi ieplūdes un izplūdes vārstos.
Pielāgošana notiek šādā secībā:
Atskrūvējiet regulēšanas skrūves pretuzgriezni;
Ievietojiet mērstieni starp vārstu un sviru;
Pagriežot regulēšanas skrūvi ar atslēgu, iestatiet nepieciešamo atstarpi (pie kuras zonde pārvietosies ar roku);
Turot regulēšanas skrūvi savā vietā, pievelciet pretuzgriezni.
6. Kloķvārpstu katru reizi pagriežot leņķī α \u003d 720 / n (Kur n - šī motora cilindru skaits), tādā pašā veidā noregulējiet atlikušo cilindru vārstus atbilstoši to darbības kārtībai.
7. Uzstādiet vārsta vāku, iedarbiniet motoru un klausieties vārsta mehānisma darbību.
Sadales vārpstas piedziņas ķēdes (vai jostas) spriegojuma pielāgošana. Laika režīms lielā mērā ir atkarīgs no sadales vārpstas piedziņas ķēdes (vai siksnas) sprieguma, tāpēc periodiski jāpārbauda un jāpielāgo ķēdes (siksnas) spriegojums.
Ķēdes spriegojums tiek noregulēts šādā secībā: atbrīvojiet spriegotāja bloķēšanas skrūvi par 1/2… 2/3 pagrieziena; pagrieziet kloķvārpstu 3 ... 4 pagriezienus (spriegotājs automātiski iestatīs nepieciešamo ķēdes spriegojumu); pievelciet spriegotāja bloķēšanas skrūvi.
Zobveida jostas spriegojums tiek noregulēts šādā secībā: noņemiet augšējo aizsargapvalku; atskrūvējiet stiprinājuma stiprinājuma skrūves spriegošanas veltnis un vienmērīgi pagrieziet kloķvārpstu par 2-3 pagriezieniem (kronšteina atsperes automātiski iestatīs nepieciešamo jostas spriegojumu); pievelciet kronšteina stiprinājuma skrūves un uzstādiet aizsargvāciņu.
Galvenie laika daļu defekti un to novēršanas veidi.
Galvenie sadales vārpstas defekti ir saliekšana (noplūde), gultņu žurnālu un sadales vārpstas pārnesuma žurnāla nodilums, izciļņu nodilums. Ja notecējums (lieces) pārsniedz pieļaujamās vērtības, tad vārpsta tiek iztaisnota zem preses vai norakstīta. Nolietotos žurnālus sasmalcina līdz mazākam diametram līdz vienam no remonta izmēriem, un tiek uzstādītas jaunas - remonta izmēra - bukses. Vārpstas žurnālu žurnālus, kas ir izgājuši no remonta izmēriem, var atjaunot, hromējot vai atjaunojot nominālo vai remonta izmēru. Nelielu izciļņu nodilumu novērš, slīpējot, un ievērojamu nodilumu novērš, uzklājot virsmu ar sormītu Nr. 1, kam seko slīpēšana.
Stūmēju cilindriskās un sfēriskās virsmas nolietojas. Nolietotos stūmējus nomaina vai atjauno. Cilindriskā virsma (stienis) tiek atjaunota uz remonta izmēru, slīpējot vai hromējot. Šajā gadījumā caurums pie virzošajiem stūmējiem tiek apstrādāts ar slīpmašīnu uzstādāmo stieņu izmēram vai remonta uzmavas iespiešanai. Sfēriskās virsmas nodilumu novērš, slīpējot pēc veidnes, saglabājot tehniskajās specifikācijās noteikto augstumu.
Vārstu sviru rokturī nolietojas bukses, kuras tiek aizstātas ar jaunām, urbjot tajās caurumu līdz nominālajam vai remonta izmēram. Jaunajā uzmavā tiek izurbti eļļas caurumi. Šūpoles pirksta nodilušā sfēriskā virsma ir noslīpēta.
Galvenie vārstu defekti ir darba slīpuma nodilums un sadedzināšana, diska (galvas) deformācija, stieņa nodilums un locīšana. Kad stienis ir saliekts un plāksne ir deformēta, vārsts tiek noregulēts uz īpašas ierīces vai aizstāts ar jaunu. Nodilušo vārsta kātu var salabot ar hromēšanu vai hromēšanu, kam seko slīpēšana līdz nominālajam izmēram. Lai iegūtu vārsta kāta nolietoto gala virsmu, tiek slīpēts gluda virsma... Ja darba slānis ir ievērojami nolietojies vai sadedzis, vārsts tiek aizstāts ar jaunu.
Nenozīmīgs vārsta darba izciļņa nodilums vai sadedzināšana tiek novērsta, piesitot to pie sēdekļa. Vārsta pieskārienu pie sēdekļa veic šādi. Zobsiksna tiek izjaukta, atvienojot sviru ass no cilindra galvas, pēc tam noņemiet to, kas samontēts ar svirām, statņiem un citām detaļām. Uz cilindra galvas ir uzstādīta ierīce (63. attēls) vārstu atsperu noņemšanai un uzstādīšanai. Saspiežot vārsta atsperi, izņemiet vārsta krekerus un noņemiet ierīci no cilindra galvas. Atbrīvojušās detaļas (vārsta atsperes ar atbalsta paplāksni) tiek noņemtas no vārsta kāta, vārsts tiek noņemts no vadotnes uzmavas, iztīrīts no oglekļa nogulsnēm un mazgāts.

Attēls: 63. Vārstu atsperu noņemšana un uzstādīšana, izmantojot instrumentu: 1 - ierīce A.60311 / R; 2 - montāžas dēlis A.60335
Lai aizklātu vārstus, izmantojiet īpašas vai pašu sagatavotas klīstošās pastas. Uz vārsta slīpuma tiek uzklāts plāns pastas slānis, vārsta kāts tiek ieeļļots ar tīru motoreļļu un vārsts tiek uzstādīts sēdeklī. Ar satveršanas ierīces vai stiprinājuma ar iesūkšanu palīdzību vārstam tiek dota abpusēja rotācijas kustība. Viegli nospiežot vārstu, pagrieziet to 1/3 pagrieziena, pēc tam paceliet, nospiediet vēlreiz un pagrieziet to 1/4 pretējā virzienā. Periodiski paceliet vārstu, uzlieciet jaunas pastas porcijas. Laptēšana ir pabeigta, kad uz vārsta un sēdekļa malām parādās cietas matētas jostas, kuru platums ir 1,5-3 mm.
Pēc slaistīšanas vārstu, sēdekli, kanālu un virzošo uzmavu mazgā ar petroleju un noslauka. Pārklāšanas kvalitāti var pārbaudīt pirms un pēc vārstu piedziņas montāžas. Pirms montāžas: Ar mīkstu grafīta zīmuli ar regulāriem starplaikiem visā mala tiek uzklāta 15-20 līnijas. Pēc vārsta ievietošanas sēdeklī un stingra nospiešanas pagrieziet to 1/4 pagrieziena. Ja visi riski tiek izdzēsti, tad slaidu kvalitāte ir apmierinoša. Pēc montāžas: galva tiek pagriezta un petroleju ielej sadedzināšanas kamerās. Ja pēc 3 minūtēm petrolejas noplūde netiek atklāta, pārklājuma kvalitāte ir apmierinoša.