Trục khuỷu là một trong những thành phần đắt tiền và quan trọng nhất của thiết kế động cơ đốt trong. Chính thiết kế này đã chuyển đổi chuyển động tịnh tiến của piston thành mô-men xoắn. Trục khuỷu (trục khuỷu) đảm nhận tất cả các tải trọng thay đổi phát sinh thông qua lực áp suất khí và lực quán tính di chuyển và quay các khối lượng nhất định.
Theo nguyên tắc, trục khuỷu của động cơ đốt trong là đặc Yếu tố kết cấu. Đây là lý do tại sao trục khuỷu nên được gọi là một bộ phận. Phần này được chế tạo bằng cách rèn từ thép, cũng như sử dụng đúc từ gang. Trên tăng áp và động cơ diesel Người ta thường lắp đặt trục khuỷu làm bằng thép bền.
Đối với một người đam mê ô tô, một yếu tố kiến thức cần thiết về trục khuỷu sẽ có một nghiên cứu về sơ đồ và cấu trúc của nó. Nếu chúng ta nói về thiết kế của thiết bị này, sau đó nó kết hợp một số thanh kết nối và tạp chí chính, được kết nối với nhau bằng các má. Theo quy định, luôn có thêm một đơn vị tạp chí chính và bản thân trục có sự sắp xếp như vậy được gọi là hỗ trợ đầy đủ. Bản thân các tạp chí chính có đường kính lớn hơn đáng kể so với các tạp chí thanh kết nối.
 Theo hướng ngược lại với tạp chí thanh kết nối, phần tiếp theo của má là đối trọng. Mục đích chính của đối trọng là cân bằng tất cả các loại trọng lượng của piston và thanh truyền. Quy trình này đảm bảo hoạt động hoàn toàn trơn tru của động cơ đốt trong. Cổ thanh nối nằm giữa hai má gọi là đầu gối. Loại đầu gối này được đặt tùy thuộc vào thứ tự làm việc, vị trí và số lượng xi lanh, đồng thời cũng phụ thuộc vào hành trình của động cơ. Vị trí của các đầu gối này phải đảm bảo hoàn toàn sự cân bằng trong động cơ, đánh lửa đồng đều hỗn hợp không khí-nhiên liệu, đồng thời đảm bảo dao động xoắn và mômen uốn nhỏ nhất.
Theo hướng ngược lại với tạp chí thanh kết nối, phần tiếp theo của má là đối trọng. Mục đích chính của đối trọng là cân bằng tất cả các loại trọng lượng của piston và thanh truyền. Quy trình này đảm bảo hoạt động hoàn toàn trơn tru của động cơ đốt trong. Cổ thanh nối nằm giữa hai má gọi là đầu gối. Loại đầu gối này được đặt tùy thuộc vào thứ tự làm việc, vị trí và số lượng xi lanh, đồng thời cũng phụ thuộc vào hành trình của động cơ. Vị trí của các đầu gối này phải đảm bảo hoàn toàn sự cân bằng trong động cơ, đánh lửa đồng đều hỗn hợp không khí-nhiên liệu, đồng thời đảm bảo dao động xoắn và mômen uốn nhỏ nhất.
Bản thân trục khuỷu được thiết kế và hoạt động như một bề mặt đỡ cho một thanh kết nối cụ thể. Chịu tải nhiều nhất trong toàn bộ sơ đồ cấu trúc trục khuỷu là nơi chuyển tiếp từ trục chính hoặc trục khuỷu sang má. Để giảm sự tập trung ứng suất, cần thực hiện chuyển tiếp từ cổ này sang cổ khác với bán kính cong nhất định. Toàn bộ các phi lê (bán kính cong) có thể làm tăng chiều dài của trục khuỷu. Và ngược lại, để giảm chiều dài, cần phải thực hiện bán kính cong này với một chỗ lõm nhất định vào cổ hoặc má.
![]() Trong các ổ trục, chuyển động quay của trục khuỷu và trong các cổ trục thanh kết nối xảy ra thông qua các ổ trượt. Đối với loại vòng bi này, người ta sử dụng nhiều lớp lót có thành mỏng có thể tháo rời khác nhau, được làm từ các dải thép trên đó đã phủ một lớp chống ma sát. Vòng quay của các lớp lót quanh cổ bị ngăn cản bởi một phần nhô ra giúp cố định chúng trong giá đỡ. Để ngăn chặn chuyển động dọc trục của trục khuỷu, cần sử dụng ổ đỡ lực đẩy. Nó sẽ được cài đặt trên cổ răng hàm cực hoặc giữa.
Trong các ổ trục, chuyển động quay của trục khuỷu và trong các cổ trục thanh kết nối xảy ra thông qua các ổ trượt. Đối với loại vòng bi này, người ta sử dụng nhiều lớp lót có thành mỏng có thể tháo rời khác nhau, được làm từ các dải thép trên đó đã phủ một lớp chống ma sát. Vòng quay của các lớp lót quanh cổ bị ngăn cản bởi một phần nhô ra giúp cố định chúng trong giá đỡ. Để ngăn chặn chuyển động dọc trục của trục khuỷu, cần sử dụng ổ đỡ lực đẩy. Nó sẽ được cài đặt trên cổ răng hàm cực hoặc giữa.
1. Tính năng của thiết bị.
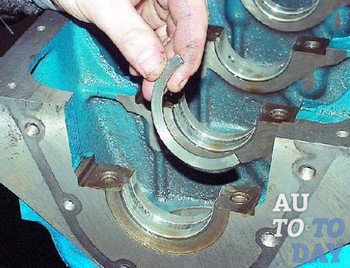
Trên các mặt của nắp đỡ ổ trục chính thứ ba có các nửa vòng chặn. Để giải thích theo cách nói thông thường, các nửa vòng này được lắp giữa các má trục khuỷu và giá đỡ của toàn bộ khối. Trên thực tế, loại nửa vòng này giữ cho toàn bộ trục khuỷu không chuyển động dọc trục, chơi.
 Với thời gian hoạt động nhất định phương tiện giao thông nửa vòng giảm đi, trong khi phản ứng ngược tăng lên. Tuy nhiên, đây chưa phải là điều nguy hiểm nhất đối với người mê xe. Các vấn đề có thể phát sinh nếu theo thời gian, các vòng bị mòn ở một mức độ nhất định, do đó chúng dừng mọi nỗ lực giữ chặt và rơi vào chảo cacte. Đây là một vấn đề lớn, vì nếu không có vòng giữa nắp khối và trục khuỷu, trục khuỷu bắt đầu quá trình mài trực tiếp vỏ đỡ.
Với thời gian hoạt động nhất định phương tiện giao thông nửa vòng giảm đi, trong khi phản ứng ngược tăng lên. Tuy nhiên, đây chưa phải là điều nguy hiểm nhất đối với người mê xe. Các vấn đề có thể phát sinh nếu theo thời gian, các vòng bị mòn ở một mức độ nhất định, do đó chúng dừng mọi nỗ lực giữ chặt và rơi vào chảo cacte. Đây là một vấn đề lớn, vì nếu không có vòng giữa nắp khối và trục khuỷu, trục khuỷu bắt đầu quá trình mài trực tiếp vỏ đỡ.
Sự khó chịu của tình huống này phát sinh là rất lớn. Nó bao gồm thực tế là bản thân vỏ đỡ ổ trục khối được đúc cùng với chính khối đó để tăng độ chính xác. Như vậy, nếu không xác định được độ phát của trục khuỷu kịp thời thì có thể phải thay toàn bộ trục khuỷu và khối. Ngoài ra, khi hoạt động của trục khuỷu tăng lên, phớt dầu phía sau trục khuỷu liên tục bị ép ra ngoài, cũng như rò rỉ dầu. Bản thân phớt dầu trục khuỷu phía sau nằm phía sau bánh đà. Như vậy, để thay thế hoàn toàn thiết bị này, chủ xe sẽ phải thực hiện một khối lượng công việc sửa chữa rất lớn.
2. Kiểm tra tình trạng kỹ thuật và sửa chữa.
 Làm thế nào để xác định những gì phần này hết tuổi thọ? Nó rất dễ làm. Đầu tiên bạn cần phải lắp ráp. Sau đó, bạn cần đặt nó nghiêng một bên dựa vào thân xe, mặt khác ấn vào puli máy phát điện ở trục khuỷu. Trong trường hợp này, khe hở dọc trục của trục khuỷu không được là khe hở tối đa cho phép - 0,35 mm. Ngoài ra, bạn cần nhờ người xuống côn đồng thời quan sát trục khuỷu. Nếu trong tình huống như vậy đáng chú ý là có hiện tượng chơi rất mạnh thì cần phải thay thế ngay tất cả các nửa vòng. Điều này được giải thích là do nếu nửa vòng tròn rơi ra, trục khuỷu sẽ mài mòn rãnh trên nắp ổ trục và đơn giản là vòng mới sẽ không ở lại vị trí này. Nói chung, nên kiểm tra độ chơi sau mỗi 100 nghìn km xe chạy.
Làm thế nào để xác định những gì phần này hết tuổi thọ? Nó rất dễ làm. Đầu tiên bạn cần phải lắp ráp. Sau đó, bạn cần đặt nó nghiêng một bên dựa vào thân xe, mặt khác ấn vào puli máy phát điện ở trục khuỷu. Trong trường hợp này, khe hở dọc trục của trục khuỷu không được là khe hở tối đa cho phép - 0,35 mm. Ngoài ra, bạn cần nhờ người xuống côn đồng thời quan sát trục khuỷu. Nếu trong tình huống như vậy đáng chú ý là có hiện tượng chơi rất mạnh thì cần phải thay thế ngay tất cả các nửa vòng. Điều này được giải thích là do nếu nửa vòng tròn rơi ra, trục khuỷu sẽ mài mòn rãnh trên nắp ổ trục và đơn giản là vòng mới sẽ không ở lại vị trí này. Nói chung, nên kiểm tra độ chơi sau mỗi 100 nghìn km xe chạy.
Việc thay thế một nửa vòng khá đơn giản. Cần phải mua nửa vòng, chất bịt kín và miếng đệm chảo dầu. Vì cần phải xả dầu ra khỏi động cơ nên công việc được gọi là thay thế các nửa vòng đệm có thể được kết hợp với công việc thay dầu. Ngoài ra, bạn có thể vệ sinh bình chứa dầu và chảo. Sự thật thú vị, rằng các nửa vòng tại nhà máy của nhà sản xuất được lắp đặt hoàn toàn khác: từ thép và nhôm, cũng như từ kim loại và gốm sứ. Đang giảm giá, tất cả các nửa vòng đều giống nhau. Một mặt là thép, một mặt có lớp chống ma sát. Ngoài ra, có thể có nửa vòng khác được làm bằng kim loại-gốm ở cả hai mặt.
 Thế là xong, bạn có thể thay thế các nửa vòng trục khuỷu. Đầu tiên bạn cần tháo tấm bảo vệ động cơ và xả hết dầu động cơ. Tất cả 16 bu lông lắp chảo dầu phải được tháo ra và tháo chảo dầu ra. Hai bu lông giữ nắp ổ trục chính ở giữa cũng cần được tháo ra để có thể tháo ra được. Sau khi hoàn thành công việc, bạn có thể lắp đặt nửa vòng mới một cách an toàn. Điều quan trọng là các rãnh của nửa vòng phải đối diện với bề mặt lực đẩy của trục khuỷu(có lớp chống ma sát ở cạnh rãnh). Vậy là xong, tất cả những gì còn lại là di chuyển trục sang trái và phải bằng tuốc nơ vít để đánh giá chuyển động dọc trục không được vượt quá 0,26 mm. Tất cả, công việc cải tạo hoàn thành thành công.
Thế là xong, bạn có thể thay thế các nửa vòng trục khuỷu. Đầu tiên bạn cần tháo tấm bảo vệ động cơ và xả hết dầu động cơ. Tất cả 16 bu lông lắp chảo dầu phải được tháo ra và tháo chảo dầu ra. Hai bu lông giữ nắp ổ trục chính ở giữa cũng cần được tháo ra để có thể tháo ra được. Sau khi hoàn thành công việc, bạn có thể lắp đặt nửa vòng mới một cách an toàn. Điều quan trọng là các rãnh của nửa vòng phải đối diện với bề mặt lực đẩy của trục khuỷu(có lớp chống ma sát ở cạnh rãnh). Vậy là xong, tất cả những gì còn lại là di chuyển trục sang trái và phải bằng tuốc nơ vít để đánh giá chuyển động dọc trục không được vượt quá 0,26 mm. Tất cả, công việc cải tạo hoàn thành thành công.
Đăng ký nguồn cấp dữ liệu của chúng tôi tại
Chúng ta tháo trục khuỷu để thay thế hoặc thay các ổ bi.
1. Lắp xe vào lỗ kiểm tra hoặc cầu vượt (xem phần “Chuẩn bị xe để bảo dưỡng và sửa chữa”).
2. Tháo chảo dầu động cơ (xem phần "Thảo dầu động cơ - tháo và lắp").
3. Tháo giá đỡ có phớt dầu ra khỏi khối xi lanh (xem phần "Phớt dầu sau trục khuỷu - thay thế").
4. Tháo nắp ổ đĩa trục cam với một miếng đệm kín và một xích từ bánh xích trục khuỷu (xem "Xích định thời - thay thế").
5. Chúng tôi đánh dấu vị trí tương đối của các thanh kết nối so với nắp của chúng và nắp ổ trục chính so với khối xi lanh.
6. Cờ lê ổ cắm bằng 14 mm Tháo hai đai ốc đang giữ nắp thanh kết nối.
7. Tháo nắp thanh kết nối cùng với lớp lót.

8. Ngắt các thanh kết nối còn lại khỏi trục khuỷu và di chuyển chúng lên trên.
Chúng tôi loại bỏ các lớp lót khỏi các thanh kết nối và nắp của chúng.
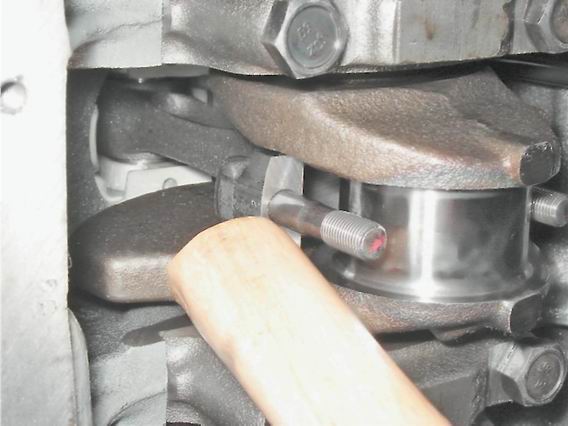
9. Cờ lê ổ cắm bằng 17 mm nới lỏng các bu lông đang giữ nắp ổ trục chính trục khuỷu.

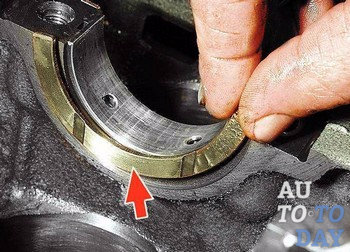
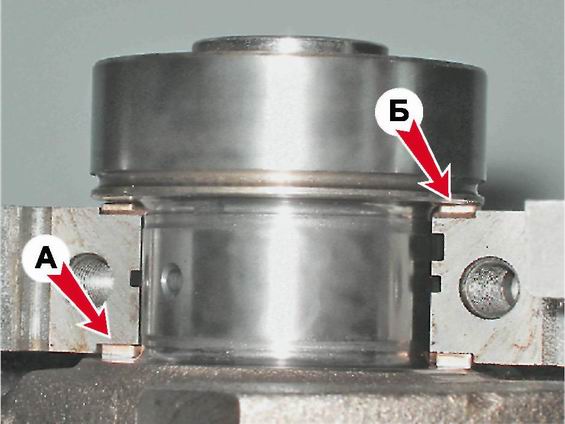
10. Sau khi tháo hai bu lông, hãy tháo nắp ổ trục chính phía sau. Hai nửa vòng lực đẩy được lắp vào các rãnh của giá đỡ trục khuỷu phía sau. Vòng trước MỘT- thép-nhôm, và phía sau B- kim loại-gốm. Các vòng có thể được tháo ra bằng cách dùng tuốc nơ vít mỏng ấn vào đầu của chúng.
11. Tháo các bu lông của các nắp ổ trục chính còn lại, giữ cho trục khuỷu không bị rơi. Chúng tôi tháo từng nắp một và tháo trục khuỷu ra khỏi cacte. Tất cả các lớp lót nắp (ngoại trừ lớp lót thứ ba), được lắp vào bệ đỡ chính, đều có rãnh. Các nắp ổ trục chính có dấu tương ứng với số thứ tự (tính từ chân trục khuỷu), hướng về phía bên trái của khối trụ. Bìa thứ năm có hai dấu cách nhau dọc theo các cạnh.
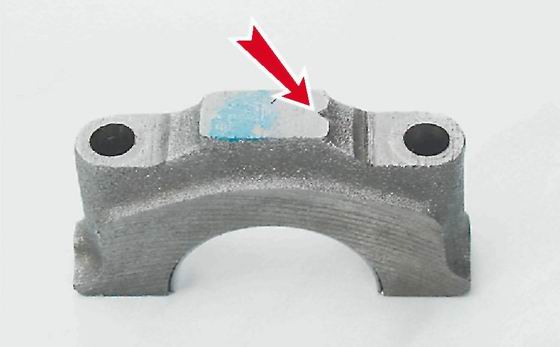
Đánh dấu trên nắp ổ đỡ chính đầu tiên
12. Để thay thế, hãy tháo vỏ ổ trục chính trục khuỷu ra khỏi khối xi lanh và các nắp.

Ghi chú
Nếu có bất kỳ vết nứt nào trên các tạp chí hoặc má, trục khuỷu phải được thay thế.
13. Chúng tôi đo đường kính của các tạp chí chính và thanh kết nối bằng micromet và so sánh chúng với dữ liệu cho trong bảng. 8.1.1. Nếu độ mòn hoặc độ không tròn lớn hơn 0,03 mm thì nhật ký phải được mài ở xưởng chuyên dụng, nơi thiết bị cần thiết(Cũng cần kiểm tra độ đảo hướng trục của các bề mặt chính của trục khuỷu). Sau khi mài, chúng tôi đo lại đường kính của các cổ trục khuỷu để xác định kích thước sửa chữa của các ống lót.

Vòng bi trục khuỷu chính (A) và thanh nối (B)
Bảng 8.1.1. Đường kính tạp chí trục khuỷu|
Kích thước danh nghĩa, mm |
Kích thước sửa chữa (giảm), mm |
|||
|
tay quay |
||||
|
Cổ rễ |
||||
Cài đặt
1. Rửa trục khuỷu bằng dầu hỏa và thổi khí nén các khoang bên trong của nó. Chúng tôi lắp đặt các vỏ ổ trục chính trục khuỷu mới có kích thước danh nghĩa hoặc kích thước sửa chữa. Ở bên ngoài bề mặt hình trụ Các ống lót được đóng dấu số chỉ kích thước sửa chữa: 025 - lần sửa chữa đầu tiên, đối với cổ trục khuỷu, đường kính giảm 0,25 mm. Theo đó, đối với kích thước sửa chữa thứ hai, thứ ba và thứ tư, các giá trị sẽ là: 050, 075, 100. Dễ dàng phân biệt ổ trục thanh nối với ổ trục chính. Vòng bi chính phía trên (trừ vòng bi ở giữa) có rãnh hình khuyên. Ngoài ra, các lớp lót hỗ trợ ở giữa rộng hơn các lớp lót khác. Các ổ trục thanh kết nối đều giống hệt nhau và có thể hoán đổi cho nhau, đường kính của chúng nhỏ hơn đường kính của ổ trục chính. Để tăng diện tích tiếp xúc bằng ổ trục thanh nối không có rãnh vòng.
2. Chúng tôi lắp các nửa vòng lực đẩy vào các rãnh của ổ trục chính thứ năm có rãnh hướng về trục khuỷu. Nửa vòng được sản xuất ở độ dày thông thường (2.310-2.360 mm) và độ dày tăng (2.437-2.487 mm).
3. Chúng tôi kiểm tra khe hở dọc trục giữa nửa vòng lực đẩy và bề mặt lực đẩy của trục khuỷu, khoảng cách này phải nằm trong khoảng 0,06-0,26 mm. Nếu khe hở vượt quá mức tối đa cho phép (0,35 mm), hãy thay nửa vòng chặn bằng vòng mới, tăng thêm 0,127 mm.
4. Bôi trơn thanh truyền và các tạp chí chính của trục khuỷu dầu động cơ và lắp trục vào khối.
5. Theo dấu, lắp các nắp ổ trục chính và siết chặt các bu lông lắp của chúng đến mômen xoắn 68,4-84,3 Nm. Kiểm tra độ quay tự do của trục.
6. Lắp các thanh nối có lớp lót và nắp trên trục khuỷu. Siết chặt các đai ốc buộc chặt với mô-men xoắn 43,4-53,5 Nm.
7. Lắp đặt thùng đựng nước thải động cơ (xem "Hố đựng nước thải động cơ - tháo và lắp đặt").
8. Lắp giá đỡ có phớt dầu vào khối xi lanh (xem phần "Phớt dầu sau trục khuỷu - thay thế").
9. Việc lắp đặt các bộ phận đã tháo còn lại được thực hiện theo trình tự ngược lại.
10. Điều chỉnh độ căng của xích (xem phần "Xích định thời - thay thế").
11. Điều chỉnh độ căng của đai dẫn động máy phát điện (xem phần “Đai dẫn động máy phát điện - điều chỉnh độ căng và thay thế”).
12. Chúng tôi kiểm tra và điều chỉnh thời điểm đánh lửa nếu cần thiết (xem “Thời điểm đánh lửa - kiểm tra và điều chỉnh”).
Trục khuỷu được đúc từ gang cường độ cao và có năm trụ đỡ (chính) và bốn thanh kết nối. Bề mặt cổ bị dòng điện làm cứng lại Tân sô caođến độ sâu 2-3 mm. Ở đầu sau trục khuỷu có ổ cắm để lắp ổ trục dẫn động hộp số.
Thanh kết nối và các cổ trục chính được nối với nhau bằng các kênh qua đó dầu được cung cấp để bôi trơn. ổ trục thanh nối. Các đầu ra công nghệ của các kênh được đóng lại bằng phích cắm có nắp, được ấn vào và hàn ở ba điểm để đảm bảo độ tin cậy.
Chuyển động dọc trục của trục khuỷu được giới hạn bởi hai nửa vòng chặn được lắp trong khối xi lanh ở hai bên của ổ trục chính phía sau. Một nửa vòng thép-nhôm được đặt ở mặt trước của ổ trục và nửa vòng gốm-kim loại được đặt ở mặt sau ( màu vàng). Cả hai loại nửa vòng đều có cùng kích thước và được chế tạo với độ dày 2,31-2,36 mm và 2,437-2,487 mm (sửa chữa). Khi lắp ráp động cơ, các nửa vòng đệm được chọn độ dày sao cho trục bánh xe tự do(chơi) của trục khuỷu nằm trong khoảng 0,06-0,26 mm.
Để kéo dài tuổi thọ của trục khuỷu, có thể mài lại các cổ trục khuỷu khi bề mặt của chúng bị mòn hoặc hư hỏng. Bằng cách mài, đường kính của các tạp chí chính giảm đi 0,25; 0,5; 0,75 và 1,00 mm. Trong trường hợp này, đường kính của các tạp chí chính sau khi mài phải tương ứng bằng 50,545-0,02; 50,295-o,og; 50.045-o.02; 49,795-0,02 mm và đường kính của các tạp chí thanh kết nối là 47,584-0,02; 47,334-0,02; 47.084-o,o2; 46,834-o,02 mm.
Trục khuỷu của động cơ 2103 và 2106 khác với trục khuỷu của động cơ 2101 và 21011 ở chỗ bán kính tay quay tăng thêm 7 mm. Do đó, trục khuỷu của động cơ 2103 và 2106 có ký hiệu “2103” trên một trong các má của tạp chí chính giữa để phân biệt chúng.
Trục khuỷu được cân bằng riêng biệt với bánh đà, khiến các bộ phận này có thể hoán đổi cho nhau.
Vỏ ổ trục chính và thanh nối.
Lớp lót bằng thép-nhôm, lưỡng kim, có thành mỏng. Vỏ của các ổ trục chính thứ 1, 2, 4 và 5 có rãnh ở bề mặt bên trong (từ năm 1987, vỏ dưới của các ổ trục này được lắp không có rãnh). Vỏ của ổ trục chính trung tâm (thứ 3) khác với các vỏ khác ở chỗ rộng hơn và không có rãnh trên bề mặt bên trong. Tất cả các vỏ ổ trục thanh kết nối đều không có rãnh, giống hệt nhau và có thể hoán đổi cho nhau.
Mỗi vỏ ổ trục bao gồm hai nửa giống hệt nhau. Chúng được giữ không bị quay bằng các phần nhô ra vừa khít với các rãnh tương ứng của thanh nối hoặc ổ trục chính.
Độ dày danh nghĩa của vỏ ổ trục chính là 1,831-0,007 mm và vòng bi thanh kết nối là 1,730-0,007 mm. Các miếng đệm có kích thước sửa chữa được cung cấp dưới các cổ trục khuỷu, có đường kính giảm 0,25; 0,50; 0,75; 1,00 mm. Độ dày của lớp lót sửa chữa ổ trục thanh nối là 1.855-о.оо7; 1,980-0,007; 2.105-o,oo7; 2,230-о.оо7 mm và gốc tự do 1,956-о.оо7; 2,081-o,oo7; 2.206-o,oo7; 2,331-о,оо7mm.
Bánh đà. Được đúc từ gang và được trang bị bánh răng vòng bằng thép để khởi động động cơ bằng bộ khởi động. Vương miện được ép vào bánh đà khi còn nóng. Để tăng khả năng chống mài mòn và độ bền, răng của mão được làm cứng bằng dòng điện tần số cao.
Bánh đà được gắn vào mặt bích trục khuỷu bằng sáu bu lông tự khóa, bên dưới đặt một vòng đệm chung. Việc thay thế những bu lông này bằng bất kỳ bu lông nào khác là không thể chấp nhận được. Việc bố trí bu lông sao cho bánh đà chỉ có thể được gắn vào trục ở hai vị trí. Nó phải được lắp đặt sao cho dấu - một lỗ hình nón - nằm sát với thanh truyền của xi lanh thứ 4. Dấu này được sử dụng để xác định TDC ở xi lanh thứ 1 và thứ 4. Bánh đà được định tâm với trục khuỷu nhờ ổ trục dẫn động trước
Đo khe hở dọc trục trục khuỷu
Đo khe hở mặt bên của thanh nối
Tùy thuộc vào tình trạng kỹ thuật nhật ký trục khuỷu, việc thay thế ổ trục có thể được thực hiện mà không cần tháo động cơ và sau khi tháo động cơ ra khỏi xe. Nếu động cơ được tháo ra khỏi xe, vòng bi phải được thay thế theo hướng dẫn dưới đây và có tính đến đặc điểm của loại động cơ cụ thể. Trước khi thay thế, bạn cần kiểm tra tình trạng của các ổ trục chính. Khi động cơ được tháo ra khỏi xe và đảo ngược, trục khuỷu nằm trên các giá đỡ phía trên. Đo khe hở trong các ổ trục chính giữa các ổ trục dưới và các ổ trục. Nếu xác định khe hở trên động cơ mà không tháo ra khỏi xe thì phải nâng trục khuỷu lên trên để chọn khe hở giữa trục và các ổ trục chính phía trên, đồng thời đo khe hở giữa các tạp chí và các ổ trục dưới.
Thay thế vòng bi bằng cách tháo dỡ trục khuỷu
Thay vòng bi mà không cần tháo trục khuỷu
| LỆNH THỰC HIỆN | |||||||
|
Kiểm tra
| LỆNH THỰC HIỆN | ||||
|
Đo lường
Để xác định chính xác kích thước của vòng bi, bạn cần đo cẩn thận các khe hở trong vòng bi. Bạn có thể sử dụng bất kỳ phương pháp đo nào được mô tả dưới đây. Tuy nhiên, phương pháp A được ưa chuộng hơn vì nó cho kết quả đáng tin cậy hơn. Cảnh báo
Trong Phương pháp A, các phép đo được sử dụng để tính toán khe hở. Phương pháp B liên quan đến việc đo trực tiếp khe hở. Ngoài ra, phương pháp B khác ở chỗ nó không cho phép xác định độ đảo của ổ lăn.
Không được phép lắp đặt các vỏ có kích thước danh nghĩa khác nhau trong một ổ trục chính.
PHƯƠNG PHÁP A| LỆNH THỰC HIỆN | |||
|
PHƯƠNG PHÁP B
| LỆNH THỰC HIỆN | ||||||||
|
Cài đặt hoặc đính kèm Cảnh báo
Vỏ ổ trục chính không được có vết xước hoặc vết do giũa và phải được lắp đặt trên giường mà không có miếng đệm bổ sung. Bạn không nên dùng tay chạm vào bề mặt ma sát của lớp lót, nếu không chất béo tiết ra từ ngón tay có thể để lại dấu vết trên lớp lót.
Đảm bảo rằng các lỗ hở của nắp và bề mặt tiếp xúc của nắp và giá đỡ thiết bị sạch sẽ. Việc lắp phốt vào nắp ổ đỡ chính phía sau được mô tả dưới đây.
| LỆNH THỰC HIỆN | ||||||||
|
Kiểm tra
Đo lường