Osovina je dio mašina i mehanizama dizajniranih za prenos obrtnog momenta duž svoje uzdužne osi. Najčešća vratila su sastavljena sa impelerima, remenicama, lančanicima itd. Koji su postavljeni na njih.
Kao i bilo koji drugi mehanički dio, i osovina se može pogrešno ugraditi u nosače ležajeva, imati nehomogenosti u gustoći materijala, nepravilnosti u proizvodnoj geometriji i nedovoljno precizno prilagođavanje dijelova koji se s njom rotiraju, itd. Kao rezultat gore navedenih razloga , u rotirajućem vratilu pojavljuju se neuravnotežene mase koje uzrokuju niskofrekventne vibracije osovine. Te vibracije mogu biti toliko značajne da mogu dovesti do savijanja vratila i potpunog uništenja. ležajne jedinice i ostali dijelovi mašina. Zbog toga je toliko važno uravnotežiti učinak neuravnoteženih masa izvođenjem postupka uravnoteženja vratila.
Već smo razmotrili tipove neravnoteže rotora i odgovarajuće tipove balansiranja - statički i dinamički. Primijećeno je da je tačnost dinamičkog uravnoteženja za red veličine veća od tačnosti statičkog uravnoteženja, te da se za rotore čiji je promjer mnogo veći od dužine (remenice, radna kola, lančanici) moguće ograničiti na nošenje izlazi samo statičko balansiranje.
Što se tiče slučaja sastavljenih osovina (na primjer, vratilo s rotorom), u većini slučajeva moguće je ograničiti se na statičko uravnoteženje rotora i dinamičko uravnoteženje sastavljenog vratila na stroju i / ili samostalno ležajevi. Zapravo, savršeno uravnoteženi sklop osovine je vratilo s odvojeno uravnoteženim dijelovima, zatim uravnoteženo sastavljeno na mašini i konačno uravnoteženo u vlastitim ležajevima.
Prema statistikama BALTECH-a, priznatog stručnjaka za balansiranje, pravilno balansiranje osovina rotacionih mašina povećava radni vijek impelera i impelera za 23% -100% i povećava njihovu korisnu snagu za 10% -25%.
Balansiranje osovina u vlastite nosače mora biti povjereno stručnjacima tehničke službe BALTECH, opremljenim najmodernijim alatima za uravnoteženje - mobilnim setovima PROTON-Balance-II i BALTECH VP-3470 i programom za uravnoteženje više ravni BALTECH -Ravnoteža.
Glavna proizvodna linija BALTECH-a je proizvodnja modernih pre-rezonantnih horizontalnih, vertikalnih i automatskih mašina za rotore različitih konfiguracija, težina i dimenzija. Razmotrimo detaljnije mogućnosti mašina za balansiranje "BALTECH" na primjeru vertikalnih mašina za balansiranje serije BALTECH VBM-7200.
Uređaji za uravnoteženje serije BALTECH VBM-7200 dizajnirani su za uravnotežavanje osovina i dijelova (radna kola, remenice, diskovi, itd.) Bez rukavca vratila u jednoj ili dvije ravni. Što se tiče našeg slučaja balansirajućih osovina, ove mašine takođe vrše balansiranje rezni alat i kertridže.
Postupak uravnoteženja vratila traje samo nekoliko minuta i uključuje:
- Unos geometrijskih parametara uravnoteženog vratila;
- Pokretanje uravnotežene osovine u rotaciji i uzimanje automatski izračunatih podataka o vrijednosti i kutu ugradnje korektivne mase.
- Ugradnja / uklanjanje korektivne mase.
To posebno napominjemo velika brzina a tačnost mjerenja postiže se korištenjem programa BALTECH-Balance, čija standardna funkcionalnost omogućava izvođenje balansiranja u više ravni (do 4 ravni) i više tačaka (do 16 tačaka) sa instrumentima za mjerenje amplituda i faza vibracija bilo kog proizvođača.
Da biste stekli duboko teorijsko znanje i profesionalno savladali vještine rada sa mašinama za balansiranje i BALTECH uređajima, preporučujemo da se prijavite za najbliži tečaj TOP-102 „Dinamičko balansiranje“ na Trening centar Kompanija BALTECH.
Događa se da je na motoru potrebno zamijeniti zamašnjak, njegov zupčasti zupčanik ili košaru kvačila nakon zamjene navedenih dijelova, pa čak i nakon zamjene (nakon ispiranja uljni kanali), mora biti uravnotežen. Ako zanemarite ovu operaciju, vaš motor, čak i s povećanjem brzine automobila na samo 70 km / h, počet će snažno vibrirati zbog neravnoteže. To se naravno ne može dopustiti i radilica, prije nego što ga instalirate na motor, trebate ga uravnotežiti. Kako napraviti jednostavan uređaj za balansiranje u samo nekoliko sati i što je sve potrebno za to razmotrit ćemo u ovom članku.
Većina tvornica automobila ili motocikala uravnoteži svoje radilice sastavljene zamašnjakom i košarom kvačila, a neke, poput radilice motocikla Dnepr ili automobila Zaporozhets, također uravnotežuju sklop centrifugom. To se mora uzeti u obzir i prije uravnoteženja stavite sve dijelove na radilicu, pa čak i remenicu ili zupčanik na prednju osovinu, ako, naravno, postoje u dizajnu vašeg motora.
Pa, naravno, sve klipnjače, zajedno s klipovima, prstenovima i prstima, morat će se izvagati i postići potpuno istu težinu. Mnoge tvornice (obično domaće) to zanemaruju, stoga savjetujem već pri prvom popravku motora obavezno izvagati gore navedene dijelove i ako postoji razlika u težini, uklonite ga (uklanjanjem viška metala).
Inače, prilikom forsiranja motora mnogi mehaničari olakšavaju zamašnjak brušenjem, a nakon olakšavanja zamašnjaka potrebno je i uravnotežiti radilicu, sastavljenu laganim zamašnjakom.
Uređaj za uravnoteženje radilice.
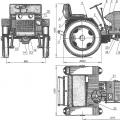
Uređaj za uravnoteženje, koji će biti opisan u ovom članku (vidi fotografiju), vrlo je jednostavan i može ga izraditi bilo tko, čak i vozač koji nije iskusan u vodovodu. Za posao vam je potrebna mala profilna cijev ili kut, čelična šipka promjera 12 - 16 mm (moguća je gradnja), brusilica itd.
Prvo ćete morati izraditi podnožje - okvir, veličine približno 400 x 400 ili 500 x 500 mm, koji je zavaren iz ugla ili profilne cijevi (širina ugla ili cijevi je 45 - 60 mm). Općenito, dimenzije okvira i samog uređaja ovise o dužini vaše radilice, jer ako trebate izravnati radilicu s kamiona, tada će ovaj uređaj, naravno, morati biti izrađen od većih dimenzija.
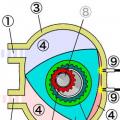
Nakon što zavarite okvir i očistite zavarene spojeve, u dva ugla okvira (brojevi 1 i 2 na fotografiji) i u sredini suprotne cijevi (broj 3 na fotografiji), morat ćete izbušiti rupe (njihov promjer ovisi o debljini šipke od koje su klinovi). Na rupe na vrhu zavarene su matice čiji promjer unutarnjeg navoja ovisi o promjeru tri klina koja kupujete ili izrađujete od šipke.
Zašto postoje samo tri klina, a ne četiri u svakom uglu okvira? Jer da bi okvir postavili strogo vodoravno prije balansiranja (pomoću nivoa), dovoljno je uviti samo tri klina, a četvrti samo komplicira podešavanje. Na svaki klin ćete također trebati uvrtati kontra matice, koje su, nakon podešavanja okvira, uravnotežene. Na vrhu svake čahure korisno je brusiti dva ploča za ključ brusilicom, kako bi ih kasnije bilo lako uvrtati prilikom podešavanja nivoa.
Sada ćete trebati izbušiti četiri rupe promjera 14 - 16 mm bliže svakom uglu okvira. U ove rupe umetnute su i stegnute navrtkama 4 svornjaka (nosača) izrađenih od šipke, debljine oko 14-16 mm i dužine oko 250 mm (dužina sve četiri zavrtnja je potpuno ista).
Sada na vrh svakog para klinova - nosača, morate staviti dva ugla (20 - 40 mm širine i oko 300 mm dužine) ugla, (prije toga izbušimo rupe u uglovima). Stavljamo kutove i hvatamo ih zavarivanjem tako da je njihov oštri rub na vrhu, radilica će stati na tu ivicu. Dobit ćete dva stalka u obliku slova U smještena jedan nasuprot drugog (poput dvije vodoravne šipke). To je sve - uređaj za uravnoteženje radilice u garaži ili čak kod kuće spreman je!
Balansiranje radilice.
Prije balansiranja, prvo trebate postaviti uređaj strogo vodoravno, u odnosu na Zemljinu gravitaciju. Da bismo to učinili, prvo položimo razinu na kut (20 mm) stalka u obliku slova U smještenog blizu brojeva 1 i 2 i uvijamo klinove 1 i 2 dok ne postignemo njegov apsolutno vodoravni položaj i, shodno tome, kut na što laže.
Zatim nivo rastavimo okomito i položimo nivo poprečno, odnosno odmah na dva ugla oba stalka u obliku slova U, i okretanjem zatiča 3 postižemo apsolutno vodoravni položaj cijelog uređaja u cjelini.
Postavljanjem učvršćenja točno vodoravno, možete položiti radilicu s dijelovima na nju kao na fotografiji. Ako postoji neravnoteža, tada će se radilica odmah početi okretati, odnosno kotrljati se uz rub uglova, sve dok težište dijelova ne bude na najnižoj točki (gravitacija Zemlje nam pomaže). Naravno, ova neravnoteža (prekomjerna težina) mora se ukloniti.
Da biste uklonili prekomjernu težinu, trebate izbušiti višak metala u najtežem (dolje - označeno strelicom na fotografiji) dijelu zamašnjaka za uklanjanje višak kilograma... Ali kako tačno znati ovu težinu. Da biste to učinili, trebate zalijepiti magnete različitih težina ili komade velikog magneta na najlakšu suprotnu stranu zamašnjaka (gore) (magnet iz zvučnika možete razbiti na komade).
Bit će potrebno dodati (zalijepiti) magnete na zamašnjak dok sklop radilice s dijelovima, bez obzira kako ga okrećete u uglovima, ne leži nepomično (ne valja se udesno ili ulijevo). Svi magneti koji su zalijepljeni moraju se izvagati, a tačna težina bit će prekomjerna težina (neravnoteža). Sada je u prodaji puno kineskih elektroničkih vaga - trebat ćete ih kupiti, nisu skupe (ili zatražite da izvažete magnete u trgovini).
Sada će biti potrebno izbušiti dovoljno metala iz zamašnjaka, tako da težina iverja bude jednaka težini magneta koji nadoknađuju neravnotežu. Pri bušenju je poželjno položiti krpu ispod zamašnjaka tako da se iver može sakupljati i vagati. Ali praktično bušenje jedne rupe (oko 7 - 8 mm) uvijek nije dovoljno, a morate izbušiti nekoliko. Ako imate glodalicu, onda možete zamašiti višak metala u zamašnjaku. Ali glavna stvar je da u tome ne pretjerate, jer ćete u protivnom morati bušiti na suprotnoj strani zamašnjaka.
 Usput, ako na drugom kraju radilice imate remenicu, zupčanik ili centrifugu, a vi ste ih promijenili, a ne zamašnjak, tada ćete trebati uravnotežiti ove dijelove (kao na fotografiji) i izbušiti višak metala u njih, a ne u zamašnjak. Pa, ako ste promijenili košaru kvačila, tada trebate izravnati radilicu s košarom pričvršćenom na zamašnjak (ovdje možete izbušiti višak metala u košari, gdje su rupe za njezino pričvršćivanje).
Usput, ako na drugom kraju radilice imate remenicu, zupčanik ili centrifugu, a vi ste ih promijenili, a ne zamašnjak, tada ćete trebati uravnotežiti ove dijelove (kao na fotografiji) i izbušiti višak metala u njih, a ne u zamašnjak. Pa, ako ste promijenili košaru kvačila, tada trebate izravnati radilicu s košarom pričvršćenom na zamašnjak (ovdje možete izbušiti višak metala u košari, gdje su rupe za njezino pričvršćivanje).
I na kraju, dodat ću da se ovaj uređaj također može koristiti za provjeru istjecanja radilice pomoću indikatorskog nosača s brojčanikom. Da biste to učinili, samo trebate izbušiti dvije rupe u gornjim uglovima (na koje staje radilica) i na njih učvrstiti dvije prizme, na koje će radilica naknadno stati, kako biste provjerili njeno kucanje indikatorom sata.
Nadam se da će ovaj članak pomoći svim vozačima koji vole sve raditi u svom automobilu i koji, koristeći ovaj uređaj, mogu lako uravnotežiti radilicu u svojoj garaži.
Za cjelovitost slike, kao i da bi svi razumjeli kako uravnoteženje radilica svakog motora utječe na mekoću njegovog rada, pogledajte video ispod; uspjeh svima!
Balansiranje radilice kod kuće možda će biti potrebno onima koji stvarno žele potpuno upoznati svoj automobil i ne vjeruju stručnjacima na servisu. U nastavku ćemo razmotriti sve nijanse povezane s ovim pitanjem.
Zašto uravnotežiti radilice?
Što se razloga ovog ponašanja tiče, njih može biti nekoliko. Među njima se ne mogu isključiti moguće greške nastale tijekom proizvodnje dijelova za parenje. Pored toga, heterogenost materijala od kojih su izrađeni elementi radilice nema najbolji učinak. Pojavi zračenja olakšava i povećani razmak u jedinicama za parenje, njihovo neusklađivanje, nekvalitetna instalacija i, naravno, nedovoljno precizno centriranje.
Ne zaboravite i na prirodno trošenje, koje nikada nije imalo pozitivnu ulogu.
Gdje uravnotežiti radilicu - mogućnosti popravka
Postoje dva načina za uravnoteženje radilice... Prvi je statičan i manje je precizan. U ovom slučaju koriste se posebni noževi na koje je dio ugrađen. A neravnoteža se određuje njenim položajem tokom rotacije. Ako je gornji dio radilice lakši od donjeg, tada su na nju pričvršćeni utezi i vrše se takva mjerenja i dodatna opterećenja dok se ne postigne ravnoteža. I tek nakon toga, na suprotnoj strani se buše rupe za protuuteg.
Druga vrsta - dinamičko balansiranje ... Za njegovu provedbu potrebna je posebna oprema. Radilica je ugrađena u plutajuće krevete i okreće se do potrebne brzine. Snop svjetlosti pronalazi i skenira najtežu točku koja izaziva podrhtavanje i prikazuje je na ekranu. A da bi se postigla ravnoteža, preostalo je samo ukloniti višak kilograma s nje.
Balansiranje radilice kod kuće
U osnovi, kod kuće je radilica sa zamašnjakom uravnotežena... Za to je također potrebno odrediti najtežu točku. To se radi na sljedeći način: postavljaju se dvije ploče u obliku slova T, prirodno u razini, a dio se postavlja na njih. U slučaju neravnoteže, radilica će se kotrljati dok joj najteža točka ne bude u najnižem položaju. Tako se određuje mjesto s kojeg je potrebno ukloniti neki metal. Ovaj postupak treba ponavljati dok se ne postigne potpuna ravnoteža.

Nažalost, pitanja uravnoteženja radilice (zamašnjak, košara kvačila, zaklopka) praktički nisu otkrivena u dostupnoj literaturi, a ako se išta može naći, to su GOST-ovi i znanstvena literatura. Međutim, razumijevanje i razumijevanje onoga što je tamo napisano zahtijeva određenu pripremu i prisustvo same mašine za uravnoteženje. To, naravno, obeshrabruje automehaničare iz svake želje da se sa stanovišta bave ovim problemima iCE popravak... U ovom kratkom članku pokušat ćemo otkriti probleme uravnoteženja iz perspektive automehaničara, bez zalaženja u složene matematičke proračune i više fokusiranja na praktično iskustvo.
Dakle, najčešće pitanje koje se postavlja prilikom popravka motora: je li potrebno izvršiti uravnoteženje nakon brušenja radilice?
Da bismo to učinili, prikazat ćemo sve faze uravnoteženja radilice, koje se u našoj tvrtki izvode prilikom popravka radilice. Uzmimo za primjer radilicu motora MB 603.973. Ovo je linijski 6 cilindar dizel motor... Dopuštena neravnoteža proizvođača za dano vratilo je 100 gmm. Je li to puno ili malo? Šta se događa ako je neravnoteža manja ili veća od ove brojke? U ovom članku nećemo razmatrati ove probleme, već ćemo ih kasnije opisati. Ali možemo sa sigurnošću reći da proizvođač ne uzima ove brojke sa stropa, već provodi dovoljan broj eksperimenata kako bi pronašao kompromis između dopuštene vrijednosti neravnoteže za normalan rad motora i proizvodnih troškova kako bi osigurao ova tolerancija. Samo za usporedbu, dopuštena neravnoteža proizvođača po radilici je motor ZMZ 406 360 gmm. Da bismo olakšali zamišljanje i razumijevanje ovih brojeva, prisjetimo se jednostavne formule iz kursa fizike. Za rotacijsko kretanje, inercijska sila je:
m - neuravnotežena masa, kg;
r - radijus njegove rotacije, m;
w – ugaona brzina rotacija, rad / s;
n - frekvencija rotacije, o / min.
Dakle, zamijenimo brojeve u formulu i uzmemo brzinu rotacije od 1000 do 10 000 o / min, dobivamo sljedeće:
F1000 \u003d 0,1x 0,001x (3,14x1000 / 30) 2 \u003d 1,1 N
F2000 \u003d 0,1x 0,001x (3,14x2000 / 30) 2 \u003d 4,4 N
F3000 \u003d 0,1x 0,001x (3,14x3000 / 30) 2 \u003d 9,9 N
F4000 \u003d 0,1x 0,001x (3,14x4000 / 30) 2 \u003d 17,55 N
F5000 \u003d 0,1x 0,001x (3,14x5000 / 30) 2 \u003d 27,4 N
F6000 \u003d 0,1x 0,001x (3,14x6000 / 30) 2 \u003d 39,5 N
F7000 \u003d 0,1x 0,001x (3,14x7000 / 30) 2 \u003d 53,8 N
F8000 \u003d 0,1x 0,001x (3,14x8000 / 30) 2 \u003d 70,2 N
F9000 \u003d 0,1x 0,001x (3,14x9000 / 30) 2 \u003d 88,9 N
F10000 \u003d 0,1x 0,001x (3,14x10000 / 30) 2 \u003d 109,7 N
Naravno, svi razumiju da ovaj motor nikada neće postići brzinu od 10.000 o / min, ali ovaj jednostavan proračun napravljen je kako bi se "osjetili" brojevi i shvatilo koliko je važno uravnoteženje kada se brzina povećava. Koji se preliminarni zaključci mogu izvući? Prvo, "osjetili" ste što je neravnoteža od 100 gmm, a, drugo, uvjerili ste se da je ovo zaista prilično čvrsta tolerancija za ovaj motori nema potrebe za pojačavanjem ove tolerancije.
Sada završimo s brojevima i konačno se vratimo na ovu osovinu. Ovo vratilo je prethodno izbruseno, a zatim je došlo kod nas na uravnoteženje. I evo rezultata koje smo dobili prilikom mjerenja neravnoteže.

Šta znače ove brojke? Na ovoj slici vidimo da je neravnoteža na lijevoj ravni 378 gmm, a neravnoteža na desnoj ravni 301 gmm. Odnosno, može se uvjetno pretpostaviti da ukupna neravnoteža na vratilu iznosi 679 gmm, što je gotovo 7 puta više od tolerancije koju je postavio proizvođač.
Evo fotografije ovog vratila na mašini:


Sada ćete, naravno, za sve početi kriviti "zakrivljenu" brusilicu ili lošu mašinu. No, vratimo se jednostavnim proračunima i pokušajmo shvatiti zašto je to tako. Radi jednostavnosti izračuna, uzet ćemo težinu osovine od 20 kg (ova težina je vrlo blizu istini za radilicu sa 6 cilindara). Osovina ima rezidualnu neravnotežu, recimo 0 mm (što je potpuna utopija).
I tako je sada brusilica samljela ovo vratilo do veličine popravka. Ali prilikom ugradnje osovine pomaknuo je os rotacije s osi tromosti za samo 0,01 mm (da bi bilo lakše razumjeti - stara i nova os rotacije brusilice nisu se poklapale za samo 0,01 mm), a mi smo odmah dobio neravnotežu od 200 gmm. A ako uzmete u obzir da tvorničko vratilo uvijek ima neravnotežu, tada će slika biti još gora. Stoga brojevi koje smo dobili nisu neobični, već su norma nakon brušenja osovine.
A ako uzmemo u obzir da proizvođač ne održava uvijek vlastite tolerancije, onda optužbe protiv brusilice ili stroja jednostavno nestaju. Samo nemojte sada stajati iznad brusilice i zahtijevati da osovinu izloži s mikronskom preciznošću, svejedno to neće donijeti željeni rezultat. Jedini ispravan izlaz iz ove situacije je obavezno uravnoteženje radilice nakon njenog brušenja. Tradicionalno se balansiranje radilice izvodi bušenjem protuutega (ponekad je istina da protivtege morate otežati, ali to je prilično rijedak slučaj).


Preostala neravnoteža na lijevoj ravni je 7 gmm i 4 gmm na desnoj ravni. Odnosno, ukupna neravnoteža na osovini je 11 gmm. Takva preciznost urađena je namjerno da bi se pokazale mogućnosti ove mašine i, kao što sada razumijete, nema potrebe za ispunjavanjem takvih zahtjeva prilikom balansiranja nakon brušenja osovine. Zahtjevi proizvođača su dovoljni. Dakle, završili smo s osovinom i, naravno, postavlja se pitanje je li potrebno uravnotežiti prednju zaklopku (remenicu), zamašnjak, košaru kvačila. Ponovno se obratimo literaturi za popravke. Šta isti ZMZ preporučuje, na primjer, za dopušteni debalans ovih dijelova? Na prednjoj remenici s prigušivačem 100 gmm, na zamašnjaku 150 gmm, na košari kvačila 100 gmm. Ali postoji vrlo važna napomena.
Svi su ovi dijelovi uravnoteženi odvojeno od osovine (odnosno na osovinama), a sklop radilice nije serijski uravnotežen u modernim tvornicama motora. To jest, razumijete da će se kada se gore navedeni dijelovi postave na radilicu, preostali neravnoteža prirodno promijeniti, jer je podudarnost osi rotacije gotovo nemoguća. Ispod su fotografije uravnoteženja ovih dijelova.



Opet, kao što je praksa pokazala, ovi dijelovi daju značajan doprinos neravnoteži radilice i, kao što je pokazalo naše iskustvo, neravnoteža svakog od ovih dijelova značajno preklapa preostale tolerancije neravnoteže. Dakle, brojka 150-300 gmm je "norma" za prednju remenicu (prigušivač), za zamašnjak 200-500 gmm i 200-700 gmm za košaru kvačila. I to se odnosi ne samo na rusku automobilsku industriju. Kao što je pokazalo naše iskustvo, približno iste brojke dobivaju i iz inozemne automobilske industrije.
A sigurno postoji još jedan vrlo važna stvar: Nakon odvojenog balansiranja dijelova, balansiranje se mora izvršiti kao sklop, ali to se mora učiniti u zadnjem koraku. Pojedinačno predbalansiranje je takođe obavezno. To je tako da ako zamašnjak ili kvačilo ne uspiju, ne morate ponovo vaditi koljeno da biste se ponovo uravnotežili.


Dakle, ovo je ono što konačno dobivamo prilikom uravnoteženja sklopa.

Konačna neravnoteža sklopa radilice je 37 gmm.
Treba imati na umu da je težina sklopa vratila bila oko 43 kg.
Ali, uravnoteživši sklop radilice, ne zaboravite na raspodjelu težine klipova i klipnjača. Štaviše, raspodjela težine klipnjača mora se vršiti ne samo po težini, već i po raspodjeli težine prema centru mase, jer razlika u težini ovih dijelova također doprinosi neravnoteži motora i proizvođač strogo regulira .
I evo što bih želio napomenuti u zaključku: mnogi automehaničari, nakon što pročitaju ovaj članak, reći će da su sve to gluposti. Da su sakupili više od desetak motora i da svi rade dobro bez balansiranja i bit će u pravu, stvarno rade. Ali sjetimo se koliko smo motora morali vidjeti i koji su radili…. sa slomljenim vodilicama, s istrošenim bregicama bregastog vratila, s glavama cilindara glodanim duž ravnine 2-3 puta većim od uobičajenih, s istrošenim cilindrima od 0,3 mm, s pogrešno ugrađenim klipovima - ovaj se popis može nastaviti unedogled.
Svatko će vjerojatno imati nekoliko svojih primjera kada je motor radio suprotno svim zakonima. Zašto brusiti cilindre, jer su se prije samo naoštrili i sve je radilo? ili: Zašto koristiti hon-barove kada mrežicu možete nanijeti običnim brusnim papirom? Zašto "uhvatiti" ovih stotinjak kvadrata, jer to već djeluje? Pa zašto se, slijedeći zahtjeve jednog proizvođača, drugi zanemaruju? Samo nemojte misliti da ćete balansiranjem sklopa radilice i vaganjem klipova i klipnjača dobiti "čudo" da će vaš standardni motor iz VAZ-a po svojim karakteristikama postati poput motora iz automobila Formule 1. To će da ti se ne dogodi ... Napokon, uravnoteženje je jedan od gradivnih blokova, koji vam, zajedno s ispunjavanjem ostalih zahtjeva za popravkom, daje sigurnost da će motor koji ste popravili utrošiti barem resurse novog motora. I što više onih koji slijede zahtjeve proizvođača automobila prilikom popravljanja motora, bit će manje vozača koji vjeruju da će motor nakon remont više od 50-70 hiljada km ne radi.
U svakom mehanizmu koji izvodi rotacijske pokrete, zbog mehanički udar ili trošenja komponenata dolazi do neravnoteže koja se očituje u obliku vibracija. Ako postoje vibracije duž karoserije s određenom brzinom, tada postoji mogućnost da se pojavi neravnoteža vratila propelera. Ova neispravnost može dovesti ne samo do otkaza kardana, već i do cijelog automobila, što će zahtijevati značajne materijalne troškove za njegovu popravku. Balansiranje se može obaviti samostalno ili se možete obratiti servisu.
Ako se primijete vibracije osovine propelera, preporučuje se odmah uravnotežiti. Fotografija: cardan-garant.ru
Zašto uravnotežiti osovinu propelera
Vjerovatno je svaki automobilista čuo za uravnoteženje kardana, ali ne razumiju svi potrebu za njim. Glavna funkcija koju obavlja kardansko vratilo automobila, je za prenos obrtnog momenta.
Osovina propelera koja nije u ravnoteži može utjecati na rad ostalih susjednih dijelova.
Preuranjeno habanje događa se na ležajevima prirubnice repnog prijenosnika i na izlaznoj osovini prijenosnika. Ako je nosač mjenjača istrošen za vrijeme vožnje, vanredne situaciječije posljedice mogu biti krajnje nepoželjne.
Glavni uzroci neravnoteže
Mnogo je razloga za neravnotežu. Razlikuju se po svojoj prirodi i drugim karakteristikama. Među najčešćim su sljedeće:
- Početni sklop osovine elise nije dobro izveden;
- Nepridržavanje tehnologije prilikom pričvršćivanja dijelova. U slučaju da je pronađena vaga, tada će se pogrešno učvršćeni dijelovi uskoro olabaviti, nakon čega će biti potrebno balansiranje;
- Loš kvalitet korištenih materijala, nepravilno stvrdnjavanje metala od kojeg je izrađen kardan. Osovina propelera izrađena je od metala s nedovoljno visokom visinom operativne karakteristike, neće izdržati sva statička i dinamička opterećenja;
- Teret je pretežak. Neravnoteža se pojavljuje čak i kada se automobil neko vrijeme nije koristio;
- Mehanička oštećenja dijelova koja mogu nastati kao posljedica nesreće.
Kako sami izravnati osovinu propelera
Rezultirajuće vibracije, koje se uočavaju kako se brzina vozila povećava, ne mogu se zanemariti; kod prvog znaka treba poduzeti mjere za njihovo uklanjanje. Da biste izvršili balansiranje, morate imati određeno znanje i iskustvo.

Generalno, samobalansiranje nije težak proces, iako može potrajati prilično dugo. Fotografija: static.imfast.com
Trebate uravnotežiti osovinu vlastitim rukama inspekcijska jama, na kojem prvo trebate voziti automobil. Takođe morate pripremiti nekoliko utega sa različitim težinama, koji se koriste za uravnoteženje točkova. Umjesto toga, elektrode ili komadi olova mogu biti prikladni. Da biste izvršili uravnoteženje, morate izvršiti sljedeće korake:
- Podijelite kardan na 2 dijela po dužini;
- Konvencionalno ga podijelite na 4 jednaka dijela. Ako imate puno slobodnog vremena, kardan se može podijeliti na 8 ili više dijelova;
- Na površinu prvog dijela mora se pričvrstiti teg od 30 grama. Morate ga sigurno pričvrstiti, ali s mogućnošću naknadnog demontiranja;
- Ispitajte osovinu propelera vozila. Da biste to učinili, morate voziti na ravni dio ceste i osluškivati \u200b\u200bda li su se vibracije smanjile;
- Ako vibracije nigdje nisu nestale, trebate se vratiti u garažu i premjestiti iskorišteni teg na drugi dio osovine propelera. Zatim ponovo testirajte na putu.
Gore navedene radnje moraju se izvoditi sve dok ne postignete odsustvo vibracija u unutrašnjosti automobila.
Nakon smanjenja vibracija na minimum, ispitivanjem se mora pronaći optimalna težina korištene težine. Idealno sa tačan odabir njegova masa, vibracije bi trebale potpuno nestati.
Nakon što nađete optimalnu težinu utega, morate ga čvrsto popraviti. To se može učiniti električnim zavarivanjem. U slučaju da nemate električno zavarivanje, možete upotrijebiti još jednu popularnu metodu - "hladno zavarivanje", ili zategnuti uteg metalnom stezaljkom.
U ovom videozapisu pronaći ćete video upute za podešavanje:
Koristite usluge benzinske stanice za podešavanje osovine propelera

Ako nemate puno slobodnog vremena, najbolja opcija da biste otklonili kvar - koristite usluge servisa. Fotografija: ctokazan.ru
Danas gotovo svaka radionica nudi balansiranje kardanskog vratila. Da biste bili sigurni u kvalitetu rada, odaberite provjerenu radionicu u kojoj se svi radovi izvode na visokokvalitetnoj opremi. Trošak podešavanja osovine propelera za različiti automobili je drugačije. U prosjeku, podešavanje osovine propelera domaći automobil koštat će vas 3000-3500 rubalja, a strani automobili 4000-5000 rubalja. Posebna oprema omogućava balansiranje u kratkom vremenu. A tačnost takvog balansiranja bit će za red veličine veća od samo-eliminacija neravnoteža.
Postupak kardanske dijagnostike provodi se na posebnom postolju, koje se sastoji od nekoliko senzora. Osovina propelera uklanja se iz automobila, postavlja na postolje, nakon čega se analizira geometrija osovine. Sve potrebne informacije prikazuju se na monitoru. Nakon toga prijeđite izravno na uravnoteženje osovine.
Osovina je uravnotežena na jedan od sljedećih načina:
- Na njemu su ugrađene vage. U tom slučaju se određuje masa i mjesto ugradnje ploča računarski program... To omogućava preciznije proračune. Pričvršćivanje se vrši zavarivanjem;
- Balansiranje na strugu. U slučaju da je geometrija osovine značajno oštećena, ova metoda je učinkovitija. Pri balansiranju na mašini uklanja se određeni sloj metala, što dovodi do povećanja opterećenja na njoj. Ova metoda je najtočnija i najpouzdanija za uravnoteženje osovine propelera.
Ishod
Sam balansiranje pogonskog vratila nije tako teško, ovaj je postupak prilično jednostavan.
Međutim, mora se imati na umu da nije moguće idealno odabrati masu i mjesto ugradnje utega vlastitim rukama. Vremenom će osovina propelera ponovo vibrirati.
Da biste u potpunosti eliminirali ovaj problem, morate koristiti posebnu opremu. Stoga je najbolja opcija u ovoj situaciji kontaktiranje servisne stanice. Uklanjanje vibracija nije moguće kada se koristi automobil sa vibracijama kardansko vratilo možete znatno smanjiti vijek trajanja mjenjača i ostalih dijelova.