Ročni mehanizem (CRM) je pomemben mehanizem avtomobilski motor, ki pretvori translacijsko gibanje batnega sistema v rotacijsko gibanje ročična gred motor, iz katerega se to gibanje nato prenaša na kolesa avtomobila, kar avto sproži.
Pod pritiskom plinov, ki nastanejo v valjih motorja med zgorevanjem mešanice goriva in zraka, se bat premika proti ročični gredi. Pomembni deli mehanizma, in sicer: bat, ojnica in gred, pomagajo pretvoriti translacijske gibe v rotacijske gibe, ki nato začnejo vrteti kolesa avtomobila. AT obratni vrstni red interakcija gredi in bata je naslednja: gred med rotacijskim gibanjem skozi dele mehanizma - gred, ojnica in bat pretvori energijo v translacijski premik bata.
Kako deluje ročični mehanizem
KShM je sestavljen iz 2 skupin delov: fiksnih in premičnih.
Fiksni deli vključujejo:
Blok bloka motorja; glave ročične gredi; obloge cilindrov; pokrov zobnika; mazalna sposobnost; pokrovi za blok glave; ohišje vztrajnika; pokrovi glavnih ležajev ročične gredi; lupine glavnih ležajev; pritrdilni elementi in tesnila.
Premični deli vključujejo:
Bati; batni obroči; batni prsti; ojnice; ročična gred; vztrajnik.
Bat zazna tlak plina, ga prenese skozi batni bat na ojnico in izvaja tudi pomožne gibe.
Kompresijski obroči tesnijo plinski spoj med batom in steno valja in preprečujejo uhajanje tekočine.
Strgali za olje odstranjujejo odvečno olje s sten cilindra v ohišju motorja.
Batni sornik služi za vrtenje bata na ojnico in za prenos sile iz bata na ojnico.
Ojnica se uporablja za prenos sile iz batnega zatiča na ročično gred.
Ročična gred dobiva moč iz ojnice in jo pretvori v navor.
Vztrajnik je zasnovan tako, da zmanjšuje neenakomerno vrtenje ročične gredi, pa tudi odstranjuje bate z mrtvih točk zaradi nakopičene kinetične energije med udarcem. Poleg tega vztrajnik olajša delovanje motorja med pospeševanjem in premagovanje kratkotrajnih preobremenitev.
Klasifikacija KShM:
V motorjih notranje izgorevanje avtomobilsko inženirstvo uporabljajo se tri vrste ročičnega mehanizma:
Osrednja (aksialna) KShM, pri kateri se osi valja in batnega sornika sekata z osjo ročične gredi (KamAZ-740.10, YaMZ-238V);
Premeščena (deosna) KShM, pri kateri os valja ne preseka osi ročične gredi (GAZ-51) ali pa je os bata zamaknjena glede na os valja (ZIL-5081.10, ZMZ-66-06 in ZMZ-513);
Z vlečno ojnico KShM, pri kateri je vlečena ojnica s prstom povezana z glavno ojnico v glavi ročice (V-46-2S1, D12A-525A).
Mehanizem za distribucijo plina (GRM) - mehanizem za nadzor krmiljenja ventilov motor z notranjim izgorevanjem.
Sestoji iz odmična gred - ali več gredi - in pogonski mehanizmi zanje, ventili, ki odpirajo in zapirajo vstopne in izstopne odprtine v zgorevalnih komorah, in prenosni členi - potisniki, palice, kladiva in nekateri pomožni deli (nastavitveni elementi, vzmeti ventila, sistemi vrtenja ventilov itd.) )
Pogonski sistem odmične gredi v vsakem primeru zagotavlja njegovo vrtenje s kotno hitrostjo 1/2 kotna hitrost ročična gred.
Značilnosti za zasnovo mehanizma za distribucijo plina so lokacija ventilov in odmične gredi.
Motorje odlikuje lokacija ventilov:
· Spodnji ventil (s stranskimi ventili);
· Zgornji ventili (v stari literaturi - "z visečimi ventili");
· Z mešano razporeditvijo ventilov.
Motorje odlikuje lokacija odmične gredi:
· Z odmično gredjo v blok cilindra (Cam-in-Block);
· Z odmično gredjo, ki se nahaja v glavi valja (Cam-in-Head);
· Brez odmične gredi.
Zasnova mehanizma za distribucijo plina je odgovorna za načrtovano in izmenično odpiranje in zapiranje sesalnih in izpušnih ventilov vsake jeklenke, ki zagotavlja pravočasno dovajanje delovne mešanice v jeklenko in izpust izpušnih plinov iz nje.
Bat, ki se premika iz TDC v BDC, v prvem gibu ustvari vakuum zraka, zaradi katerega gorivo ali pripravljena delovna mešanica vstopi v valj. To se zgodi s pravočasnim odpiranjem dovodnega ventila, ki se prav tako zapre, ko je dosežen bat NMТ. Nato v valju nastane stiskalni hod, ki mu sledi sam delovni hod, ki pretvori energijo izgorevanja v mehansko energijo, ki omogoča vrtenje ročične gredi in na koncu prisili avtomobil, da se premika skozi verigo delov in sklopov. Končni hod je sprostitev, ko se, ko se bat premakne iz BDC v TDC, izpušni ventil odpre in se vsi plini pod pritiskom bata z zmanjšanjem prostora v valju iztisnejo skozi izpušne kanale in dušilec v ozračje. Vse to zagotavlja čas.
Tu glavni sestavni del niso toliko sesalni in izpušni ventili kot odmična gred, ki jih sili k izmeničnemu delu, kar pa je popolnoma odvisno od vrtenja ročične gredi - sicer postopek pridobivanja energije ne bo deloval. Podrobneje razmislite o napravi za krmiljenje motorja.
Ročična gred ima na koncu trdno pritrjeno prestavo. Rotacijska energija ročične gredi se prek te prestave s pomočjo jermenskega pogona prenese na odmično gred, ki ima na koncu podobno zobato kolo, zaradi česar se gred vrti. Na gredi so štrleči, tako imenovani "odmikači". S temi odmiki gred, ki se vrti, deluje izmenično na ventile, zaradi česar se pravočasno odprejo in zaprejo. In zahvaljujoč vgrajenim vzmetim na vsakem ventilu se vedno vrnejo v prvotni položaj. Zasnova odmične gredi je narejena tako, da se vsak ventil v vsakem cilindru odpre in zapre natanko v trenutku, ko to zahteva pravi hod, ki se pojavi v vsakem posameznem valju.
Klasična različica lokacije odmične gredi v zgornjem delu motorja se imenuje krmiljenje z "odmično gredjo nad glavo", kar vidimo na sliki.
Za zobati jermen so predvidene številne prilagoditve, katerih nastavitev zagotavlja zanesljivo delovanje motor avtomobila kot celote, toda na tej stopnji je bil cilj razumeti sam princip delovanja zobatega jermena in njegove pomembne sestavne dele v procesu pridobivanja mehanske energije. Vse funkcije in odtenki časovne naprave, tako kot kateri koli drug mehanizem, bodo obravnavani v podrobni študiji.
Pri obravnavi delovanja krmiljenja je treba razlikovati dve stopnji: vrstni red delovanja valjev motorja in krmiljenje ventilov.
Vrstni red valjev
Vrstni red izmenjave istoimenskih ukrepov v različnih valjev imenovan vrstni red valjev napajalna enota... Postopek je odvisen od položaja odprtin odmične gredi in ročične gredi ter od položaja valjev.
V štirivaljnem, vrstnem, štiritaktnem motorju se gibi izmenjujejo pri 180 °, vrstni red delovanja je lahko 1-2-4-3 (Volga) ali 1-3-4-2 (VAZ-2106, Moskvich-2140).
Razumevanje časa ventilov pomeni začetne momente odpiranja in končne trenutke zapiranja ventilov, ki so izraženi v stopinjah vrtenja ročične gredi glede na mrtvo točko. Da se jeklenke bolje očistijo pred izpušnimi plini, je treba izpušni ventil odpreti, preden bat doseže BDC, postopek zapiranja pa po TDC. Za boljše polnjenje jeklenk z mešanico je treba dovodni ventil odpreti, preden bat doseže TDC, in njegovo zapiranje je treba opraviti po prehodu BDC. Časovni interval, v katerem sta oba ventila hkrati odprta (izhod in dovod), se imenuje prekrivanje ventilov.
Čas krmiljenja ventilov izberejo strokovnjaki v tovarnah empirično, odvisno od zasnove sesalnega in izpušnega sistema motorja in njegove hitrosti. Hkrati nagibajo k uporabi nihajočega gibanja plinov v izpušnem in sesalnem sistemu tako, da se v končni položaj zapiranja sesalni ventil pred njim bi nastal tlačni val in do končne stopnje zapiranja izpušni ventil za njim bi nastal val redčenja. S to izbiro krmiljenja ventilov je hkrati mogoče izboljšati polnjenje jeklenk s svežo mešanico in jih tudi bolje očistiti pred izpušnimi plini.
Pravilnost namestitve mehanizma za distribucijo plina TDC se ugotovi z vključitvijo zobnikov s sedanjimi oznakami na njih. Odstopanje pri namestitvi krmiljenja ventila za vsaj tri zobnike zobnika ali zobnika odmične gredi vodi do znatnega vpliva ventila na bat, izgube stiskanja, okvare ventila ali motorja. Stalnost krmiljenja ventilov se ohrani le, če se opazi v vlakovnem ventilu toplotna reža... Povečanje zračnosti bo skrajšalo čas odpiranja ventila.
Ročične gredi večine motorjev so izdelane iz kovanega jekla 45, 40X, 50T in DR-U nekaterih motorjev, gredi so izdelane iz visoko trdne magnezijeve litine. Glavne napake ročičnih gredi so obraba glavnih in ojnicnih drogov ter upogibanje gredi. Manj pogosti so poškodbe navoja, razpoke, obraba na zatičih, luknje za vijake vztrajnika, sedeži za gonilo in jermenico, navoji za brisanje olja.
Ročična gred se zavrže ob prisotnosti razpok, z izjemo majhnih vzdolžnih razpok na glavnih in ojnicah, dolgih do 3 mm. Z obrabo glavnih in ojnic, ki presega zadnjo velikost popravila, se zavržejo tudi ročične gredi dizelskih motorjev.
Potreba po obnovitvi ročične gredi in zamenjava ležajev se ugotovi s prekoračitvijo dovoljenih zračnih prostorov.
Pred popravilom ročično gred operemo v pralnem stroju OM-36000. Vdolbine za centrifugalno čiščenje olja in oljni kanali so še posebej temeljito izprani. Z magnetnim detektorjem napak preverite razpoke na režah gredi.
Upogibanje gredi se odpravi s posebnim ravnanjem z lokalnim delovnim utrjevanjem.
Ponošen sedeži Spodaj. orodje ali jermenica se obnovi z nanosom na ogljikov dioksid z žico Sv-18HGSA, čemur sledi obdelava do nazivne velikosti.
Obrabljeni zatiči in luknje za zatiče za namestitev vztrajnika so privarjene s polavtomatsko napravo v okolju ogljikovega dioksida z žico Sv-08G2S. Kanalni kanal je rezkan na istem mestu, da ne moti namestitve krmilnih zobnikov. Varjene luknje po čiščenju končne površine na stružnici se izvrtajo, ugreznejo in namestijo na vrtalni stroj.
Najpogostejši način za obnovo glavnih in ojnicnih ročic motornih gredi je njihovo brušenje na dimenzije popravila, določene za vsako znamko motorja. Vse druge napake na gredi je treba pred brušenjem rovov popraviti. Vrat se meri v dveh odsekih na razdalji 10 mm od ličnic in v dveh ravninah: v ravnini ročice in pravokotno nanjo.
Za brušenje rovov ročičnih gredi se uporablja univerzalni brusilni stroj 3A423, na katerem se lahko brusijo tako glavni kot tudi kleščevni drogovi ali specializirani stroji. Vsi vratovi so zmleti do enake velikosti popravila. Najprej so glavne reže ozemljene, nato pa še ojnica. Za pritrdilne podlage pri brušenju glavnih zobnikov vzamejo posnetek luknje za ragljo in posnetek ali luknjo na koncu gredi za ležaj. Te zbirke podatkov predhodno preverijo in po potrebi popravijo. Za preverjanje je ročična gred nameščena v središčih in se njen iztok meri na neobremenjenih površinah. Radialni iztek drsnika pod zobnikom in prirobnica vztrajnika ne sme presegati 0,03 oziroma 0,05 mm.
Pri brušenju ohišja ojnic se za pritrdilne podlage vzamejo zobniški zobnik in zunanja cilindrična površina prirobnice vztrajnika ali ekstremni glavni odprtini tal.
Pred brušenjem luknje oljni kanali zobnik na vrtalnem stroju ali električnem vrtalniku s posebej napolnjenim abrazivnim orodjem ali svedrom s premerom 14-16 mm s karbidnimi ploščami.
Pri brušenju ohišja ojnic je ročična gred nameščena v triteljustni vpenjalni gredi glavnega droga in središčne prestavne ročice. S pomočjo centrometrov se os glavnih rovov premakne glede na os peronih glav glave in zadnje lopute za polmer ročice. Kotno usmeritev gredi izvaja indikatorska naprava vzdolž brusnega vratu. Stalni počitek se uporablja za zaznavanje sile, ki nastane pri zarezi v vrat abrazivnega kolesa in za preprečevanje odklona gredi.
Slika: Naprava za namestitev gredi pri brušenju ojnic: 1 - prizma; 2 - vrat ojnice; 3 - indikatorska naprava.
Dnevniki ročične gredi so brušeni z elektrokorundskimi kolesi na keramični vezi z velikostjo zrn 16-60, trdoto CM2, CI, CT1 in CT2. Način brušenja: obodna hitrost brusnega kolesa - 25-35 m / s; obodna hitrost gredi - 18-25 m / min (pri brušenju glavnih vdolbin) in 7-12 m / min (pri brušenju ojnic), prečni pomik kroga - 0,003-0,006 mm / vrt, vzdolžni pomik - 7-11 mm / vrt ... Da bi preprečili nastanek mikrorazpok med brušenjem, se uporablja obilno hlajenje.
Da dobimo površinsko hrapavost Ra 0,16-0,32 mikrona po brušenju, se vratovi polirajo s pasto GOI No.20-30 na namestitvi OR-26320 ali na stojalu 6749. V specializiranih servisnih podjetjih z velikimi programi popravil se namesto poliranja za dodelavo vratov namesto poliranja uporablja superfiniranje. polavtomatska naprava 3875K.
Dnevniki ročične gredi avtomobilski motorjiki presegajo meje popravila po velikosti, se nanesejo s samodejno nanašanjem pod plastjo fluksa in obdelajo do nazivne velikosti.
Obnovljene ročične gredi so izpostavljene dinamično uravnoteženje na posebnem vozilu KI-4274 ali BM-U4.
Po brušenju in poliranju zobnikov ročične gredi in oljne kanale temeljito speremo in izpihamo s stisnjenim zrakom.
Pri pregledu zajetih jaškov se preverijo mere, s pomočjo nosilca, prilagojenega glede na končne mere, se določijo konusnost, ovalnost, oblika cevi in \u200b\u200bsedeža vseh vrat. Z nadzornimi napravami se določijo relativni položaj glavnih in ojnicnih drogov, utrip srednjih glavnih orodij, prirobnične površine vztrajnika, utrip površin jermenice in zobnika, premik osi ohišja ojnic glede na skupno ravnino, ki poteka skozi prvo glavno in prvo ojnico, ter polmer ročice. Hrapavost površine določajo vzorci hrapavosti.
Popravilo ojnic
Ojnice večine avtomobilskih motorjev so izdelane iz jekla 45, 40X, 40G itd. Glavne napake ojnic: upogibanje in sukanje palice; obraba izvrtine spodnje glave ojnice, puše in izvrtine zgornje glave za pušo; obraba nosilnih površin pokrova za matice vijakov ojnic itd.
Ojnice se zavržejo ob razpokah, prelomih, zasukih v sili. Poleg tega se ojnice motorjev SMD-60, SMD-64 in njihove modifikacije zavržejo, če so trikotne zareze na nosilnih površinah spodnjega priključka glave zmečkane.
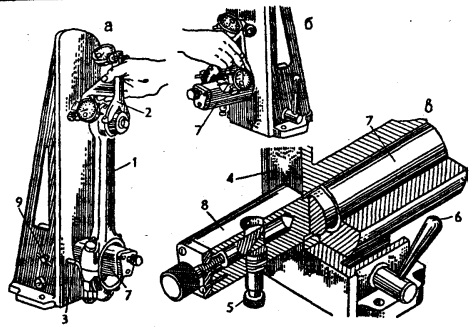
Slika: Naprava KI-724 za preverjanje ojnic: a - namestitev ojnice na napravo; b - nastavitev puščice indikatorja na nič; c - trnska naprava: 1 - ojnica s pokrovom; 2 - prizma z indikatorji; 3 - omejevalnik; 4 - plošča; 5 - vpenjalni zatič; 6 - ročaj; 7 - trn; 8 - podporna površina trna; 9 - vpenjalni vijak omejevalnika.
Upogib in zasuk ojnic se preverjata z indikatorskimi in optičnimi napravami. V splošnih delavnicah se za preverjanje ojnic uporablja naprava KI-724, ki je univerzalna in vam omogoča krmiljenje ojnic motorja različnih blagovnih znamk... Pred preverjanjem se okvir 7 vstavi v luknjo plošče 4 naprave. V tem primeru mora biti nosilna površina 8 trna za spodnjo glavo ojnice zgoraj, vpenjalni zatič 5 pa spodaj. Ojnica brez tulca zgornje glave je pritrjena na trnu 7. V luknjo zgornje glave ojnice je predhodno vstavljen majhen trn naprave. Po namestitvi prizme 2 na majhen trn se ojnica premika skupaj z trnom in prizmo, dokler se prizma ne dotakne površine plošče. V tem položaju je trn pritrjen z ročajem 6. Nato se ojnica odstrani iz naprave, prizma z indikatorjem pa se namesti na trn 7 in premakne, dokler se prizma ne dotakne površine plošče in indikatorska puščica ne zasuče 1,0-1,5. V tem položaju je puščica zgornjega indikatorja nastavljena na nič. Zavrtite prizmo na trnu tako, da sta merilna palica spodnjega kazalnika in drugega omejevalnika v stiku s ploščo, puščico drugega kazalnika pa nastavite na nič.
Ojnico namestite na trn 7 tako, da se spodnja glava nasloni na omejevalnik 3. Prizmo položite na majhen trn zgornje glave ojnice in jo prinesite na ploščo. Ko se dotaknete zaslona prizme, bo puščica zgornjega indikatorja pokazala količino upogibanja v stotink milimetra v dolžini 100 mm. Če obračamo prizmo z drugo stranjo, spodnji indikator določa količino zasuka ojnice.
Pri dizelskih ojnicah vseh blagovnih znamk upogib ne sme presegati 0,05 mm, torzija pa ne sme presegati 0,08 mm v dolžini 100 mm (razdalja med zatičem prizme in merilno palico indikatorja). Dovoljeno upogibanje ojnic avtomobilskih motorjev je 0,03 mm, dovoljena torzija 0,06 mm.
Ojnice, ki so upognjene ali zvite izven dovoljenih vrednosti, se obnovijo ali zavržejo. Dovoljeno je ravnanje s segrevanjem palice s plamenom plinskega gorilnika na temperaturo 450-500 ° C. Ogrevanje razbremeni notranje napetosti v ojnici, ki med delovanjem motorja navadno vrne ojnico v prvotno (deformirano) stanje.
Obraba lukenj v spodnji glavi ojnice se odpravi na več načinov, odvisno od stopnje obrabe. Pred obnovitvijo preverite nosilne površine za glave vijakov in matic ojnic ter ravnino konektorja.
Nosilne površine se brusijo, dokler se ne odstranijo obrabne sledi Nagubane ali obrabljene ločevalne ravnine se brusijo ali brusijo, dokler ravnine niso vzporedne z tvorbo luknje. Nevzporednost je dovoljena največ 0,02 mm po celotni dolžini ravnin priključkov.
Če kovinska plast, odstranjena z brušenjem iz ravnin spojnega pokrova, ne presega 0,3 mm, iz ravnin konektorjev ojnic pa 0,2 mm pri dizelskih motorjih oziroma 0,4 in 0,3 mm pri dizelskih motorjih uplinjač motorji, nato je ojnica sestavljena, matice se privijejo z običajnim momentom privijanja in izvrtine ter nato zmeljejo do nominalne velikosti.
Če so luknje za puše v ojnicah tako dotrajane, da je treba z ravnin priključkov odstraniti kovinsko plast, večjo od zgoraj navedene, se luknje obnovijo z nalaganjem kovinske plasti (brizganje železa, plinskega plamena itd.), Čemur sledi obdelava do nazivne velikosti.
Obrabljena odprtina za pušo v zgornji glavi ojnice se izvrta ali namesti, dokler se ne odstranijo obrabljeni trakovi in \u200b\u200bvtisne prevelika puša vzdolž zunanjega premera. Luknja za rokav je izvrtana na stroju URB-VP-M ali na stružnici s posebnim orodjem. Po vrtanju se puša na istih strojih razvalja z valjčnimi valji. Ko je dolgočasno, pustite dodatek za valjanje 0,04-0,06 mm. Postopek valjanja zmanjša hrapavost površine in poveča moč sedenja puše za 70-80%.
Dotrajane puše zgornje glave ojnic se obnovijo s stiskanjem, čemur sledi gradnja zunanje površine z bakreno prevleko, razpad v ojnici, termično difuzijsko pocinkanje, čemur sledi obdelava.
Popravilo batov in zatičev
Večina motorjev ima bate iz aluminijevih zlitin. Med obratovanjem so pri njih možne naslednje napake: obraba prekrivajočega se dela (obrobja) bata, utorov za batne obroče in lukenj v pokrovih za batni zatič; napadi in razpoke. Glavna napaka batnih zatičev je obraba na zunanji površini pod pušo zgornje glave ojnice in pod luknjami v batnih glavah, možne so razpoke, ostružki in zarezki.
Bati in batni obroči, ki se obrabijo preko dovoljenih mejnih velikosti, se ne obnovijo. Kdaj trenutno popravilo obrabljene luknje šefov so postavljene pod prevelik zatič. Da bi ohranili poravnavo lukenj, jih v enem prehodu odvijemo s posebnim dolgim \u200b\u200bpomikom. Po vklopu se s posebnimi napravami preveri premer luknje z merilnikom izvrtine indikatorja in pravokotnostjo osi luknje na os (ali tvorbo) bata.
Popravilo ročičnega mehanizma je sestavljen iz zamenjave ali popravila njegovih delov. Popravila se običajno izvajajo z odstranitvijo motorja iz vozila. Brez odstranjevanja motorja iz avtomobila lahko odstranite ali namestite samo pokrov glave valja, glavo valja, oljno posodo in zamenjate tesnila. Pri namestitvi zgornjih delov so matice in vijaki njihovega pritrditve v določenem vrstnem redu priviti v skladu z splošno pravilo pritrditev delov telesa: od središča do oboda s pomočjo navzkrižne metode. Ta način zategovanja vam omogoča, da zagotovite tesnost pritrdilnih elementov in celotnega mehanizma.
Pokrov glave valja odstraniti in namestiti v primeru, da je treba pri zamenjavi tesnila glave zamenjati ali popraviti glavo motorja, ko privijte matice in vijake njegove pritrditve. Poleg tega je treba med vzdrževanjem in popravilom mehanizma za distribucijo plina odstraniti pokrov glave valja (prilagajanje zračnosti ventilov, zamenjava tesnil stebla ventila in drugih delov za distribucijo plina). Odstranitev in namestitev pokrova valja se izvajata previdno, da ne poškodujete tesnila pokrova, poleg tega je priporočljivo imeti pri popravilu motorja rezervno tesnilo pokrova, ki ga lahko zamenja, če je med demontažo poškodovano ali če je med delovanjem motorja poškodovano staro tesnilo. Poleg tega bo morda potrebno nadomestno tesnilo, če staro gumijasto tesnilo zaradi strjevanja izgubi tesnilne lastnosti.
Odstranitev in namestitev glave valja izvedeno v primeru, da ga je treba zamenjati pri zamenjavi tesnila glave in popraviti mehanizem za distribucijo plina. Poleg tega se glava valja odstrani v primeru odstranjevanja usedlin ogljika s sten zgorevalnih komor in dna bata, pa tudi če uporaba posebnih snovi za odstranjevanje usedlin ogljika ne prinese rezultatov. Znaki usedlin ogljika so pregrevanje motorja in nadaljevanje delovanja nekaj sekund po izklopu vžiga. Če želite odstraniti glavo valja, morate najprej izprazniti hladilno tekočino, nato odstraniti naprave, nameščene na glavi; odvijte vijake, s katerimi je pritrjen na motor. Po tem lahko previdno odstranite glavo, da ne poškodujete tesnila. V primeru, da se tesnilo prilepi na glavo valja, ga odstranimo s tanko kovinsko ploščo ali topim nožem. Pri odstranjevanju usedlin ogljika morate bate izmenično namestiti na TDC, nato ogljik zmehčati s krpo, navlaženo s kerozinom, in nato odstraniti nastali ogljik s strgalom iz mehke kovine ali lesa. Pri odstranjevanju usedlin ogljika s sten zgorevalne komore je treba opraviti enake postopke.
Namestitev glave valja se izvaja v obratnem vrstnem redu. Pred namestitvijo starega tesnila ga je treba podrgniti z grafitom v prahu, da zagotovite tesnost. Najbolje pa je, da vsako tesnilo, ko odstranite in namestite glavo valja, zamenjate staro tesnilo z novim. Po namestitvi glave valja je potrebno pritrditi pritrdilne elemente na blok. Pritrdilni elementi se pri hladnem motorju zategnejo z momentnim ključem z določenim navorom in v določenem zaporedju. Med delovanjem motorja glava ne potrebuje dodatnega zategovanja pritrdilnih elementov, zahvaljujoč uporabi posebnih vijakov in namestitvi tesnila, ki se ne krči. Za popravilo in zamenjavo preostalih delov ročičnega mehanizma morate motor odstraniti iz avtomobila in ga popolnoma ali delno razstaviti. Da bi ugotovili primernost dela za nadaljnjo uporabo, je treba preveriti tehnično stanje deli ročičnega mehanizma.
Blok jeklenk je previden vizualni nadzor celovitost bloka pri merjenju vrednosti njegove deformacije, pa tudi obrabe površin valjev in izvrtin za glavne ležaje. Pred preverjanjem tehničnega stanja je treba blok jeklenk temeljito očistiti in vse njegove votline (zlasti kanale mazalnega sistema) sprati z vročo raztopino kavstične sode pri temperaturi 75-85 ° C. Če je blok cilindra poškodovan (razpoke, luknje, ostružki), ga je treba praviloma takoj zamenjati. Majhne razpoke popravimo z epoksidom ali varimo. V postopku določanja deformacije bloka valja se spremlja poravnava lukenj za glavne ležaje in neravnost njegovega konektorja z glavo valja.
Ravnost priključka glave valja se preveri s pomočjo sond, ravnila ali površinske plošče. Ravnilo je nameščeno vzdolž diagonal ločitvene ravnine in na sredini v vzdolžni in prečni smeri. Po tem s pomočjo sonde, nameščene pod njo, določite velikost reže med sondo in ravnilom. Šteje se, da je blok primeren za nadaljnjo uporabo, če velikost vrzeli ne presega 0,1 mm. Če velikost reže ne presega 0,14 mm, mora biti ravnina konektorja ozemljena, da se prepreči njena neravnost. Če je zračnost večja od 0,14 mm, je treba zamenjati blok cilindra. ...
Neusmerjenost glavnih izvrtin ležajev se preveri s posebnim trnom. Za preverjanje vstavite trn v glavno izvrtino ležaja. Če je trn istočasno vstavljen v vse luknje glavnih ležajev, se šteje, da je blok primeren za nadaljnjo uporabo, če trn ni vstavljen hkrati v vse luknje, je treba blok valja zamenjati z novim.
Po tem je treba izmeriti premere valjev in izvrtine za glavne ležaje. Za to operacijo se uporablja indikator izvrtine. Če obraba lukenj preseže dovoljene vrednosti, se blok cilindra spremeni v novega ali izvrta do najbližje velikosti popravila. Po takem vrtanju so v bloku cilindrov nameščeni bati in batni obroči, ki ustrezajo velikosti obnove.
Preverjanje tehničnega stanja ročična gred se izvede, da se ugotovi prisotnost razpok, sledi povečane obrabe na površini navoja. Pred preverjanjem je treba motorno gred odstraniti iz motorja in temeljito sprati. Poleg tega je treba očistiti in izpuhati votline oljnih kanalov, predhodno odvijte čepe oljnih kanalov. Če med vizualnim pregledom jaška ugotovimo razpoke, je treba gred zamenjati. Ko je nit prekinjena, se zaženeta največ dve niti. Po tem se izmerijo premeri glavnega in priključnega droga ter se sklene o nadaljnji uporabi gredi, o možnosti ponovnega brušenja rovov za popravilo dimenzij ali o zamenjavi gredi z novo. Merjenje ročične gredi se izvede z uporabo mikrometra v dveh pasovih v dveh medsebojno pravokotnih ravninah. Ponovno brušenje vseh vrat z istim imenom se izvede pod eno velikostjo popravila. Poleg tega se pri preverjanju tehničnega stanja ročične gredi pri izvijanju ročične gredi z uporabo mikrometrične indikatorske glave meri iztek v nosilcih vztrajnika in osi gredi. S tem preverjanjem lahko preverite pravokotnost površine prirobnice.
Nadzor tehničnega stanja vztrajnik se izvede glede na stanje površine kontaktne ravnine diska sklopke, pa tudi glede na stanje pesta in zobatega platišča. Na kontaktni ravnini gnanega diska ne sme biti prask in žlebov. Poleg tega je iztek letala vztrajnika sestavljen z ročična gred... V skrajnih točkah ne sme presegati 0,10 mm. Če odtok presega dovoljene vrednosti, je treba brusiti kontaktno ravnino ali zamenjati vztrajnik. Če je razpokan, je treba zamenjati tudi vztrajnik. Če so zobje platišča vztrajnika prisotne z urezninami, jih je treba očistiti, v primeru večje obrabe ali poškodbe pa platišče vztrajnika zamenjamo z novim. Novo platišče je treba ogreti na temperaturo 200-230 ° C in nato pritisniti na vztrajnik.
ocena 2.86 od 5 (7 glasov)


