Gömleğin rotasyonu en yaygın olanlardan biridir ciddi arızalar motor. Bu, başarısızlığına yol açmaz, ancak performansı etkiler. Ayrıca, astarların işleyişinin özellikleri ve ilkeleri ile ana astarların değiştirilmesi de dikkate alınır.
Tanım
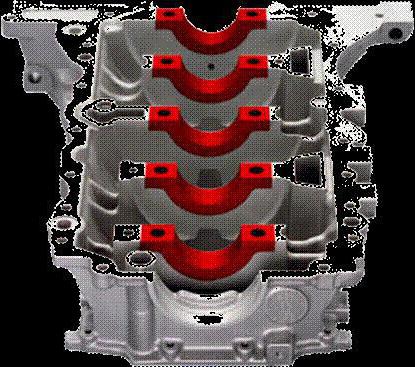
Ana yataklar, eksenel hareketleri sınırlamaya yarayan motor elemanlarıdır krank mili ve silindir bloğundaki ana muyluların dönmesinin sağlanması.
Çalışma prensibi
Araba yapımında birçok döner eleman kullanılmaktadır. Yatak kullanımı sayesinde dönme kolaylığı sağlanmaktadır. En yüklü dönen motor parçası krank mili... Bu nedenle, en yaygın olarak kovanlı yataklar olmak üzere yataklara da monte edilir. Bu tipteki modern parçalar, sürtünme önleyici kaplamalı çelik saclarla temsil edilir. Bunlar yerli astarlar.
Kulaklık türleri
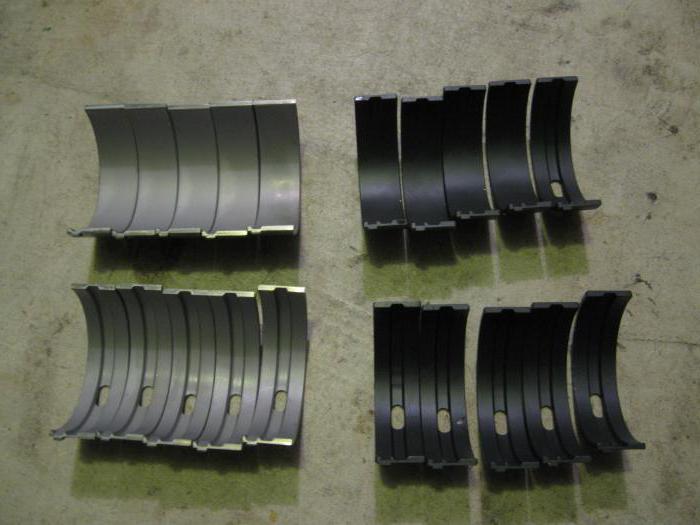
Yerlilere ek olarak, bağlantı kolu yatakları... Aralarında ayrım yapmak gerekiyor.
Orta kısım haricinde, gömlekler dairesel oluklara sahiptir. Orta desteğin bölümleri diğerlerinden daha geniştir. Toplamda, bu tür 10 kesici uç vardır: 4 oluklu ve 6'sız. Yivli ana yataklar ve üçüncü sırada olmayan ana yataklar, silindir bloğu yuvasına monte edilmiştir. Gerisi ana kapaklara monte edilmiştir.
Bağlantı kolu yataklarının çapı daha küçüktür. Aynı boyuttadırlar, bu nedenle birbirleriyle değiştirilebilirler ve dairesel olukları yoktur. Bağlantı çubuğuna kapaksız ve delikli bir ek parça monte edilmiştir.
Kurulum özellikleri
Kök gömlek seti, yatak adı verilen özel yerlerde sabit bir konuma yerleştirilir. Sabit bir kurulum ihtiyacı iki faktörden kaynaklanmaktadır. İlk olarak, bazı gömleklerde yağ delikleri vardır ve yataklardaki benzer kanallarla hizalanmaları gerekir. İkincisi, hazırlanan yüzeylerde parçaların sürtünmesini sağlar.

Operasyonun özellikleri
Motorun çalışması sırasında, bu parçaların karşılıklı sürtünmesi nedeniyle gömlekler sabit yüklere maruz kalır. Bu nedenle, dönen krank milinin yer değiştirmesini önlemek için ana yatakların montajı güvenli bir şekilde yapılmalıdır. Bunun için önlemler alınır:
- İlk olarak, yük altında birbirlerine karşı kaydıklarında kendini gösteren, söz konusu parçaların sürtünme özelliklerini hesaba katarlar. Değeri, sürtünme katsayısı ve etkileşimli parçalar üzerindeki yükün büyüklüğü ile belirlenir. Bu nedenle, gömleklerin güvenilir bir şekilde tutulmasını sağlamak için, krank milinin üzerlerindeki etkisi azaltılmalıdır. Bu amaçla gömleklerin yüzeyine uygulanan kullanım ile sürtünme katsayısı düşürülür.
- İkincisi, kök gömlekleri tutulur mekanik olarak yerlerde. Bunun için iki yöntem kullanılmaktadır. Bu elemanlar, yapıcı bir şekilde önceden ayarlanmış bir girişim ile kurulur. Ek olarak, her birinin, aynı zamanda tutmaya da hizmet eden bir dal adı verilen ek bir öğesi vardır.
Boyutlar
Bir sıkı geçme sağladıktan sonra ana yatakların doğru şekilde takılması için genel parametrelerin bilinmesi gerekir. Bu elemanların boyutları yatak çapına göre seçilir. Tarafından bu parametre ekler, atamaları işaretlemede bulunan boyut gruplarına bölünmüştür.

Boyut açısından, yerli olanlar nominal ve tamirci olanlar olarak ikiye ayrılır. 0.25 mm farkla dört tamir ebadı vardır. Bir zemin krank mili için boyutlarına göre değiştirme yapılırsa kullanılırlar.
Aşınma nedenleri
Yukarıda bahsedildiği gibi, motor çalışırken, sürtünme kuvveti sürekli olarak her bir ana motor astarına etki ederek, onu orijinal konumundan yerinden çıkarma eğilimindedir. İlk durumda, servis verilebilir bir motorda, bu tür yüklere dayanmak için parçaların mukavemeti bir marj ile hesaplanır. İçin güç birimleri 200 litreye kadar kapasite. itibaren. astar üzerindeki gerilmeler 0,1 ila 1 kgf arasındadır. Kuvvetinin büyüklüğü, sabit bir sürtünme katsayısındaki yük ile orantılıdır.
Ek olarak, ana gömlekler, sıvı sürtünmesi modunda çalıştıkları gerçeğiyle korunur. Bu, şaft muylusu ile şaft muylusu arasında bir film oluşturan yağ kullanılarak elde edilir. çalışma yüzeyi astar. Bu sayede söz konusu parçalar direkt temastan korunur ve minimum sürtünme kuvveti elde edilir. Bir yağ filminin oluşumu, sürtünen parçaların karşılıklı hareketinin hızı ile belirlenir. Artışı ile hidrodinamik sürtünme rejimi artar. Bu terim, filmi boşluğa çekme etkinliğinde bir artış ve sonuç olarak kalınlığında bir artış olarak anlaşılır. Ancak parçaların hızı arttıkça sürtünme sırasında oluşan ısı miktarı da artmakta ve dolayısıyla yağ sıcaklığı artmaktadır. Bu, film kalınlığının azalmasının bir sonucu olarak sıvılaşmasına yol açar. Bu nedenle, optimum bir işletim modu için, dikkate alınan süreçler arasında bir denge sağlamak gerekir.
Yağ filminin bütünlüğü bozulursa, sürtünme katsayısı artar. Sonuç olarak, krank mili tarafından üretilen tork, sabit yük altında bile artar.
Bununla birlikte, bazen, herhangi bir nedenle artan yükler, yağ filminin kalınlığında bir azalmaya neden olduğunda, tersi durum ortaya çıkar. Ayrıca bunun bir sonucu olarak, özellikle sürtünme bölgesinde sıcaklık yükselir. Sonuç olarak, gres sıvılaşır ve kalınlığı daha da azaltır.
Bu süreçler birbirine bağlanabilir ve birlikte tezahür edebilir. Yani, biri diğerinin sonucu olabilir.
Sonuç olarak, marş torku, yağ viskozitesinden önemli ölçüde etkilenir. Bu faktörler arasındaki ilişki doğru orantılıdır, yani ne kadar yüksekse, sürtünme kuvveti o kadar büyüktür. Ayrıca yüksek viskozitede yağ kaması artar. Bununla birlikte, viskozite çok yüksekse, yağ, sürtünme bölgesine yeterli hacimlerde girmez, bunun sonucunda yağ kamasının kalınlığı azalır. Sonuç olarak, yağ viskozitesinin etkisi kesin olarak belirlenemez. Bu nedenle, bu malzemenin başka bir özelliği dikkate alınır: çalışma yüzeyine yapışmasının gücü olarak anlaşılan kayganlık.
Sürtünme katsayısı, temas eden yüzeylerin geometrisinin pürüzlülüğü ve doğruluğu ile birlikte kayganlaştırıcı yabancı parçacıklar. Yağlayıcıda veya yüzey düzensizliklerinde partiküllerin bulunması durumunda, film bozulur, bunun sonucunda bazı bölgelerde yarı kuru bir sürtünme modu ortaya çıkar. Dahası, bu faktörler en yoğun şekilde arabanın çalışmasının başlangıcında, parçalar içeri girdiğinde ortaya çıkar, bu nedenle, bu dönemde sürtünen parçalar özellikle aşırı yüklenmelere karşı hassastır.
Ek olarak, krank mili yatakları, onları yatakta tutmak için yetersiz kuvvet nedeniyle dönmektedir. Okuma yazma bilmeyen bir kurulumdan kaynaklanabilir veya dönme momentinin etkisinin bir sonucu olarak yıpranmanın sonucu olabilir.
Gömlekleri döndürmek
Çoğu zaman, krank mili ana yatakları kurulum alanlarından çıkarır (kranklama). Bu, yukarıdaki faktörlerin etkisi altında söz konusu parçaları yataklarda tutan gerilimin azalmasından kaynaklanıyor olabilir ve antenler tek başına bunları tutmaya yetmiyor.
Ana gömleklerdeki yatakların bozulması, motor çalışması sırasında donuk metal darbeler ve yağlama sistemindeki basınç düşüşü gibi faktörlerle belirlenebilir.
Onarım
Kök burçları değiştirmek için anahtar / tornavida setleri ve bir mikrometre gereklidir. Ana yatakların onarımı birkaç işlemi içerir.
- Öncelikle araca aşağıdan erişim sağlamanız gerekiyor. Yani yukarıda ayarlamalısın muayene çukuru veya üst geçide.
- Terminalden pil paketi negatif kabloyu çıkarın.
- Sonra demonte edilirler (bu, erişmenin en kolay yoludur, yukarıdan sökmeye başlayabilir ve motoru takabilirsiniz).
- Bundan sonra, krank mili arka yağ keçesi tutucusu silindir bloğundan çıkarılır.
- Ardından eksantrik mili tahrik kapağını bir conta ile çıkarın.
- Daha sonra zincirden çıkarılırlar.
- Daha sonra, yatak kapaklarının silindir bloğuna ve bağlantı çubuklarına göre göreceli konumunu kapaklarına göre işaretlemeniz gerekir.
- Ardından, bir 14 anahtarla, biyel kolu kapak somunlarını sökün ve ek ile sökün.
- Bu işlemler tüm bağlantı çubukları için tekrarlanır.
- Tamamlandığında, kapaklar yukarı doğru itilir.
- Ardından ana gömlekleri kapaklardan ve bağlantı çubuklarından çıkarın.
- Daha sonra, bir 17 anahtar kullanarak krank mili ana yatak kapaklarının cıvatalarını sökün.
- İlk önce, sonuncunun kapağını sökün.
- Arka krank mili desteğinin oluklarındaki kalıcı yarım halkalara erişimi açar. İnce bir tornavidayla uçlarına basılarak çıkarılırlar.
- Bu işlemler kalan yatak kapakları için tekrar edilir. Bunu yaparken krank milini tutmalısınız. Kapakların numaralandırıldığı ve krank milinin ucundan sayıldığına dikkat edilmelidir.
- Daha sonra karterden çıkarılır.
- Önce bağlantı kolu burçlarını ve ardından krank mili ana burçlarını çıkarın.
- Krank mili hasar açısından incelenmelidir. Varsa parça değiştirilir.
- Ayrıca bir mikrometre ile ölçüm yaparak bağlantı çubuğunu ve ana kapakları inceleyin. Elde edilen veriler, tablo verileriyle ilişkilendirilir.
- Gerekirse parçalar zımparalanır. Bu durumda, kaplamaların onarım boyutunu hesaplamak için bunları ölçmeniz gerekecektir.
- Krank mili, gazyağı ile yıkanarak ve boşluklardan üflenerek temizlenir.
- Ardından yeni yatak kovanları takılır.
- Beşinci yatağın yatağının oluğunda, kalıcı yarım halkalar krank miline oluklarla monte edilmiştir.
- Ardından, bu parçalar arasındaki boşluğu kontrol edin. Normal değer 0,06-0,26 mm olarak kabul edilir. 0,35 mm'den fazlaysa, kalınlıkları artırılmış halkalar kullanın.
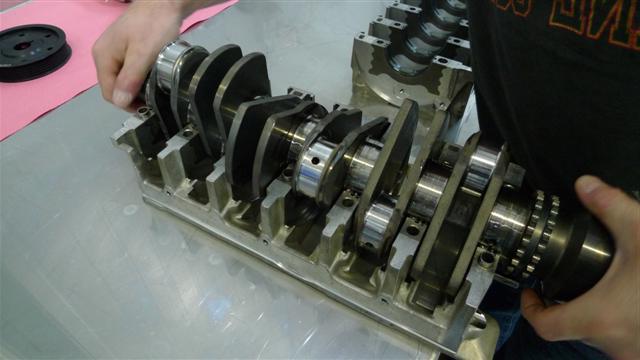
- Krank mili, yağ ile önceden yağlanmış bloğa monte edilmiştir.
- Ardından yatak kapakları takılır ve krank milinin dönme özgürlüğü kontrol edilir.
- Üzerine bağlantı çubukları, gömlekleri ve kapaklar takılıdır.
- Daha sonra yağ karteri monte edilir.
- Bundan sonra, krank mili tutucusunu arka yağ keçesi ile takın.
- Son olarak, kalan parçalar takılır.
- Son olarak, zamanlama zinciri gerginliğini, alternatör kayışını ve ateşleme zamanlamasını ayarlayın.
İçin çalışmak imalat şirketi Onarım güncelse araba tamirleri planlanabilir ve araç çok gerekli olsa bile yine de bu onarımı yapmaya çalışırsınız, böylece otomobil bir sonraki arızaya kadar mümkün olduğu kadar uzun süre çalışır, ilgili tüm sorunları ortadan kaldırır, onarım teknolojisini gözlemleyerek yedek parça sıkıntısı olsa bile. O zaman hiç kimse arabanın uzun süre tamir edildiğini hatırlamayacak, tekrar bozulduğunda ve hatta aynı sebepten dolayı kınanmayı tercih edecekler. Tarımda araba ve diğer ekipmanların onarımı için aynı şeyi söyleyemem. Ekim veya hasat mevsiminde arabanın durması trajedidir ve uzun süre tamir ederseniz adeta suçtur. Uygulamamda iki yıl boyunca tarımda çalışmak zorunda kaldım ve tüm hayatını buna adayan insanların önünde şapkamı çıkarıyorum.
Hasat sırasında, bir KAMAZ arabasının motorundaki yağı değiştirirken böyle bir durum yaşadım. yağ filtreleri bakır talaşı parladı. Elbette ilk işin kaynağı belirlemek için yapılması gerekiyordu. Kural olarak, krank mili gömlekleri kırılmaya başlarsa küçük talaşlar ortaya çıkar. Paleti çıkardılar, volana en yakın krank mili kapağını açtılar. Burada gömlekler en büyük aşınmaya maruz kaldığından ve astar gerçekten kırıldığından, şaftta dayak izi olmadığından, krank milinde hafif bir tükenme özelliği vardı. Motoru çıkarmadan gömlekleri değiştirmeye karar verdik.
Hasat mevsiminde motoru tamir etmenin maliyeti, kazançtaki kayıpla artar. Kendi Kamaz'ınız varsa, onarım için her gün kesinti yaşarsınız, çünkü tarımda her gün seneyi beslersiniz, bir işletmede çalışıyorsanız, maaşınızı kaybedersiniz, ana kazançlar sezon boyunca ödenir, ne kayıplar da cabası işletmeyi taşır.
Krank mili hasar görmemişse veya üzerinde oluşan riskler çok derin değilse kısa sürede motoru araçtan çıkarmadan gömlekleri değiştirebilir ve çalışmaya devam edebilirsiniz. Üst astarların kolayca çıkması için şaft yanlardan birinden az ya da çok serbest bırakılmamalıdır, bu nedenle kapakları bir taraftan sökmek, 1, 3 ve 5 kapağı çıkarmak, ince bir tornavida ile astarın ucuna kilidin karşısındaki taraftan dokunduğumuzda, şaşırtıcı bir şekilde astar kolayca çıkar. ... Daha sonra eki kilidin yan tarafından yerleştiririz, kilidin oluğa oturduğundan emin olun, eki kapağa yerleştirin ve yerine takın, üst ve alt uçlar kilide kilitlenmeli vb. Çıkarılan kapaklara biraz çabayla bastırın, ancak bloğa sıkıca bastırın, kalan kapakları çıkarın ve aynı işlemi yapın. Daha sonra kapak cıvatalarını bir tork anahtarı ile çekiyoruz, ön 95-120 Nm kuvvetle ve sonuncusu 275-295 Nm kuvvetle çekiyoruz. Daha sonra bağlantı cıvatalarını 147-167 Nm kuvvetle çekiyoruz. Bağlantı kolu burçları da aynı şekilde değiştirilebilir. Sonra koyarız yağ pompası ve paleti kapatın. Araba 2000 km'yi geçtikten sonra, gömleklerin tekrar kırılmaya başlayıp başlamadığından emin olmak için ana amaç için yağı tekrar değiştirdik, ancak her şey yolundaydı, filtrelerde cips yoktu. Daha sonra, böyle bir prosedürün diğer makinelerde yapılması gerekiyordu, krank mili boyunlarının aşınmasının önemli olduğu, elbette riske attığı durumlar bile vardı, ama her şey yolunda gitti. Daha sonra başkalarının yapıp yapmadığını ve yapılıp yapılamayacağını merak ettim. Şans eseri, sitedeki internette O. A. Kulakov'un aday tezi hakkında bir makale buldum. KAMAZ araçlarındaki gömleklerin her 125.000 km'de bir değiştirilmesi gerektiği gerçeğini doğruluyor. Ve prensip olarak, ona katılıyorum, nadiren yeni bir KAMAZ, motor tamir edilmeden önce çok daha fazla çalışır. Böylece kulaklıkların kırılmasını beklemeniz gerekmez.
Ana ve bağlantı kolu yataklarının değiştirilmesi.
Krank milleri yaMZ motorları yüksek aşınma direncine sahiptir. 80-100 bin km'lik bir çalışmadan sonra, yeniden taşlamadan önce krank milinin ömrünü uzatacak olan gömleklerin koruyucu olarak değiştirilmesi önerilir.
Gömlekleri değiştirmek için motor araçtan çıkarılır. Gömlekler, yataklara ve krank mili muylularına kir girmesini önleyen koşullar altında değiştirilmelidir.
Yeni astarlar nominal boyutta olmalıdır.
Bağlantı kolu burçları, 1. silindirin yatağından başlayarak sırayla değiştirilir.
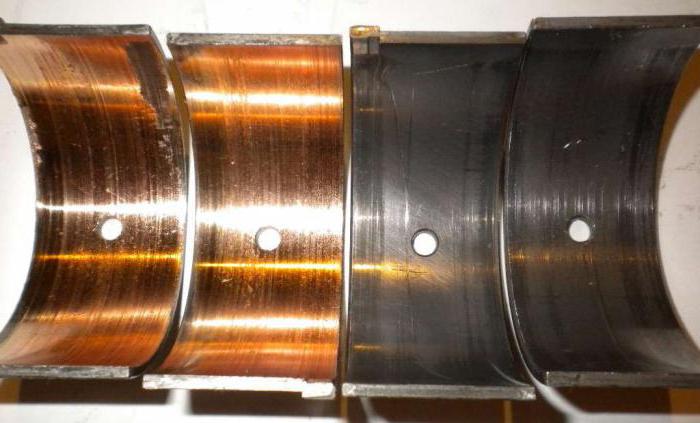
Çıkarılan astarlar dikkatlice incelenir. Doğal olmayan yıpranma niteliğine sahip hasarların varlığında nedenlerini belirleyin.
Krank milinin yağ kanalları, kirli yağ ve birikintilerden temizlenir, boynu yumuşak, temiz bir bezle silin (boyun, derin izler, çapaklar ve metal kaplama olmadan pürüzsüz olmalıdır).
Yatakları mile takmadan önce muylu ve burçlar motor yağı ile yağlanır.
Biyel kolu yatak cıvataları 200-220 Nm (20-22 kgf-m) torkla sıkılır.
Ana yatak kovanları, krank milini çıkarmadan bir pimle değiştirilebilir. Pim, 25 mm uzunluğunda, 6 mm çapında ve 15 mm çapında ve 3 mm yüksekliğinde bir kafaya sahip bir çelik çubuktur.
Üst ana yatak kovanını çıkarmak için, pim deliğe yerleştirilir yağ kanalı radikal boyun. Ek parçayı dışarı itmek için krank mili döndürülür.
Astarı yatağa yerleştirmek için boyuna yerleştirilir ve elle boyun ile yatak arasındaki boşluğa kısmen yerleştirilir. Daha sonra pim, yağ kanalındaki deliğe sokulur ve şaftı döndürerek astarı yerine takın.
Ana yatak keplerinin dikey cıvataları 430-470 Nm (43-37 kgf-m) torkla ve yatay cıvatalar - 100-120 Nm (10-12 kgf-m) torkla sıkılır.
Burçları değiştirme ihtiyacı, eşleşmedeki kalınlık aşınması ve çap açıklıkları ile belirlenir (Tablo 2-3).
Kalınlıktaki aşınma 0,05 mm'yi aşarsa veya çap aralığı 0,23 mm'den fazlaysa, gömlekler yenileriyle değiştirilir. Astar kalınlığı, astarın ortasında ölçülür. Boşluk, krank mili muylusunun çapı ve yatağın iç çapı ölçülerek kontrol edilir (kapak cıvatalarını sıktıktan sonra).
Yatak gömlekleri, astarı yuvada tutmak için antenlerde çentikler, çatlaklar veya ezilme varsa değiştirilir.
Astarlar, yalnızca daha önce çıkarıldıkları yataklara yeniden monte edilir. Krank mili yatağının üst ve alt kovanları birbirinin yerine kullanılamaz, çünkü üst kovanlar yağ sağlamak için deliklere ve yağ dağıtımı için oluklara sahiptir.
Her iki alt bağlantı kolu burcu birbirinin yerine kullanılabilir.
Krank milinin tamiri için, gömleklerde altı adet tamir ebadı vardır. Onarım boyutunun damgası derz yerine uygulanır. Astar büyük boy numarası, ilgili krank mili muylusunun büyük boy numarasıyla eşleşmelidir.
Krank mili yatak kovanları yalnızca tüm motorda tamamen değiştirilmelidir.



