Krank mili motor tasarım öğelerinin en pahalı ve sorumlu bileşenlerinden biridir içten yanma. Pistonların geri dönüşünün ve ilerici hareketi olan bu tasarımdır. Krank Mili (Krank Mili), belirli kitleleri hareket ettiren ve döndüren basınç basıncı ve atalet kuvvetleri sayesinde meydana gelen tüm değişken yükleri algılar.
Kural olarak, içten yanmalı motorun krank milinin katıdır. yapıcı eleman. Bu yüzden krank milinin detay denilmelidir. Bu kısım, çeliklerin, ayrıca döküm döküm ile yapılır. Turboşarjlı I. dizel motorlar Krank milleri dayanıklı ve çelik takmak için gelenekseldir.
Araba meraklısı için, gerekli bilginin gerekli unsuru krank mili vale Programı ve yapısının bir incelemesi olacak. Tasarım hakkında konuşursak bu cihaz, Aralarında yanaklar yardımı ile bağlantılı birkaç bağlantı çubuğu ve yerli boyunları bağlar. Kural olarak, kök boynu her zaman birimden büyüktür ve böyle bir düzene sahip milin kendisi tam olarak adlandırılır. Yerli boyunların kendileri servikal keklerden önemli ölçüde daha büyük bir çapa sahiptir.
 Kranyum çubuğunun tam tersinde, yanağın devamı karşı ağırlıktır. Karşı ağırlığın temel amacı, tüm ağırlıklı piston kategorilerini ve bağlantı çubuklarını dengelemektir. Bu prosedür nedeniyle, içten yanmalı motor tamamen düzgün çalışır. İki yanak arasında bulunan çubuk serviks dizinin adını takıyor. Bu tür diz, iş, yer ve silindir sayısına, yerinin yanı sıra motorun eşyalarına bağlı olarak yerleştirilir. Dizlerin verilerinin, motordaki dengeyi, hava yakıt karışımının tek tip tutuşmasını sağlamalı ve ayrıca bükülme ve bükülme momentlerinin en küçük salınımlarını sağlar.
Kranyum çubuğunun tam tersinde, yanağın devamı karşı ağırlıktır. Karşı ağırlığın temel amacı, tüm ağırlıklı piston kategorilerini ve bağlantı çubuklarını dengelemektir. Bu prosedür nedeniyle, içten yanmalı motor tamamen düzgün çalışır. İki yanak arasında bulunan çubuk serviks dizinin adını takıyor. Bu tür diz, iş, yer ve silindir sayısına, yerinin yanı sıra motorun eşyalarına bağlı olarak yerleştirilir. Dizlerin verilerinin, motordaki dengeyi, hava yakıt karışımının tek tip tutuşmasını sağlamalı ve ayrıca bükülme ve bükülme momentlerinin en küçük salınımlarını sağlar.
Bağlantı kranyum boynunun kendisi, belirli bir bağlantı çubuğu için destek yüzeyinin işlevini amaçlar ve gerçekleştirilir. Tüm tasarım şemasından en çok yüklü krank mili Bir yerli veya çubuktan arındırıcının yanağına geçişin bulunduğu yerdir. Gerilim konsantrasyonunu azaltmak için, boynundan boynundan boynuna belirli bir yuvarlama yarıçapı ile geçiş yapmanız gerekir. Tam agregadaki odalar (yuvarlama yarıçapı) krank milinin uzunluğunu artırabilir. Ve bunun tersi uzunluğu azaltmak için, boynunda veya yanağındaki belirli bir girinti ile yuvarlama yarıçapını gerçekleştirmek için gereklidir.
![]() Krank mili rotasyonunun döndürülmesinde ve bağlantı çubuğundaki cervix çubukları, yatakları kaydırarak ortaya çıkar. Bu tür yataklar gibi, farklı ayrılabilir ince duvarlı gömlekler kullanılır, çelik bantları, antifriction katmanının uygulandığı çelik bantları. Boyun etrafında bulunan gömlelerin bağlanmasını önler, onları desteğe geri getiren çıkıntı. Krank milinin eksenel hareketini önlemek için, inatçı olan sürgülü yatağı kullanmak gerekir. Aşırı veya orta yerli bir boynuna monte edilecektir.
Krank mili rotasyonunun döndürülmesinde ve bağlantı çubuğundaki cervix çubukları, yatakları kaydırarak ortaya çıkar. Bu tür yataklar gibi, farklı ayrılabilir ince duvarlı gömlekler kullanılır, çelik bantları, antifriction katmanının uygulandığı çelik bantları. Boyun etrafında bulunan gömlelerin bağlanmasını önler, onları desteğe geri getiren çıkıntı. Krank milinin eksenel hareketini önlemek için, inatçı olan sürgülü yatağı kullanmak gerekir. Aşırı veya orta yerli bir boynuna monte edilecektir.
1. Cihazın özellikleri.
Üçüncü kökü yatağının desteğinin kapağının kenarlarında sabittir. Sürpriz hakkında açıklarsanız, Semiring'in verileri, ucuzlar ve tüm bloğun desteği arasında ayarlanır. Bu tür semiring, aslında, tüm krank milini eksenel hareketten, boşluktan tutun.
 Belirli bir sömürüyle araç Yürüyüşler azalırken, boşluklar - artar. Bununla birlikte, bu sürücü için en tehlikeli değildir. Halkaların belirli bir ölçüde hafifletileceği durumlarda ortaya çıkabilir, bunun sonucunda, her şeye sahip olmayı ve krank paletine girme girişimleri. Bu, o zamandan beri bloğun kapağı arasında bir halkanın yokluğunda ve krank miliKrank milinin kendisi, destek kapağının derhal öğütme işlemini başlar.
Belirli bir sömürüyle araç Yürüyüşler azalırken, boşluklar - artar. Bununla birlikte, bu sürücü için en tehlikeli değildir. Halkaların belirli bir ölçüde hafifletileceği durumlarda ortaya çıkabilir, bunun sonucunda, her şeye sahip olmayı ve krank paletine girme girişimleri. Bu, o zamandan beri bloğun kapağı arasında bir halkanın yokluğunda ve krank miliKrank milinin kendisi, destek kapağının derhal öğütme işlemini başlar.
Bu durumun sıkıntısı çok büyük oldu. Yatak rulmanının kendisinin bloğun kendisi ile birlikte, doğruluğu arttırması gerçeğiyle yatıyor. Böylece, eğer krank milinin oyunu zamanında tanımlanırsa, tüm krank milinin ve bloğun yerine geçme ihtiyacını elde etmek gerekir. Ek olarak, krank milinin büyütülmüş bir takma adı ile, krank milinin arka mühürünün sabit bir ekstrüzyonu ve ayrıca yağ sızıntısı vardır. Arka krank mili bezinin kendisi volanın arkasında. Böylece, bu cihazın toplam değişimini üretmek için, araç sahibinin çok fazla onarım işi yapmak zorunda kalacaktır.
2. Teknik durumu ve onarımı kontrol edin.
 Bunu nasıl belirlenir bu detay Kullanım ömrü dışında? Bunu yapmak çok basit. İlk önce kurulumu almanız gerekir. Sonra, bir yandan doğrudan gövdede dinlenmek gerekir ve diğer taraftan, krank milindeki jeneratör kasnağındaki şaftı bastırdı. Bu durumda, krank milinin eksenel boşluğu izin verilen maksimum boşluk olmamalıdır - 0.35 milimetre. Ek olarak, birinden bu anda krank milini izlerken, birinin tutuşunu sıkmasını istemek gereklidir. Böyle bir durumda çok güçlü bir boşluk farkedilirse, tüm yarı coldlerin hemen değiştirilmesi gerekir. Bunun nedeni, semired düştüğünde krank milinin yatak kapağındaki oluğu ısıtacağı ve yeni halka bu yere tutmayacağı gerçeğinden kaynaklanmaktadır. Genel olarak, her 100 bin araç çalışmasından sonra boşluğu kontrol etmeniz önerilir.
Bunu nasıl belirlenir bu detay Kullanım ömrü dışında? Bunu yapmak çok basit. İlk önce kurulumu almanız gerekir. Sonra, bir yandan doğrudan gövdede dinlenmek gerekir ve diğer taraftan, krank milindeki jeneratör kasnağındaki şaftı bastırdı. Bu durumda, krank milinin eksenel boşluğu izin verilen maksimum boşluk olmamalıdır - 0.35 milimetre. Ek olarak, birinden bu anda krank milini izlerken, birinin tutuşunu sıkmasını istemek gereklidir. Böyle bir durumda çok güçlü bir boşluk farkedilirse, tüm yarı coldlerin hemen değiştirilmesi gerekir. Bunun nedeni, semired düştüğünde krank milinin yatak kapağındaki oluğu ısıtacağı ve yeni halka bu yere tutmayacağı gerçeğinden kaynaklanmaktadır. Genel olarak, her 100 bin araç çalışmasından sonra boşluğu kontrol etmeniz önerilir.
Yarı Colt'un değiştirilmesi oldukça basittir. Yağ tavasının semender, sızdırmazlık maddesi ve contasını satın almak gerekir.Yağı motordan boşaltmanın gerekeceği için, yarı römorkun değiştirilmesi denilen iş, yağın değiştirilmesi üzerindeki işlemle birleştirilebilir. Ek olarak, petrol işçisini ve paletini temizleyebilirsiniz. İlginç gerçekÜreticinin fabrikasının kendisinde semirtingin tamamen farklı: çelik ve alüminyumdan, metal ve seramikten yapılmıştır. Satışta tüm sırlar aynıdır. Bir taraf çeliktir, diğerinin bir antifriction katmanı vardır. Ek olarak, her iki taraftan metal seramik olan diğer semiring bulunabilir.
 Her şey, krank milinin yarı coldleri ile değiştirilebilir. Öncelikle motor korumasını çıkarmanız ve motor yağı'nı tamamen birleştirmeniz gerekir. Tüm 16 karter palet cıvatası sökülmeli ve paletin kendisini çıkarmalıdır. Kök yatağın orta kapağının iki montaj cıvatası, bunun bir sonucu olarak, onu çıkarmak mümkün olduğu bir şekilde sökülmesi gerekir. Tüm iş yaptıktan sonra, yeni yarım halkaları güvenle yükleyebilirsiniz. Bu önemlidir, yarı colunların olukları, krank milinin inatçı yüzeylerinin yönünde durmalıdır.(Olukların yanında bir antifriction katmanı vardır). Her şey, sadece mili sol-sağa, eksenelin hareketini değerlendirmek için, 0.26 milimetreyi geçmemelidir. Her şey, tamir işi başarıyla tamamlandı.
Her şey, krank milinin yarı coldleri ile değiştirilebilir. Öncelikle motor korumasını çıkarmanız ve motor yağı'nı tamamen birleştirmeniz gerekir. Tüm 16 karter palet cıvatası sökülmeli ve paletin kendisini çıkarmalıdır. Kök yatağın orta kapağının iki montaj cıvatası, bunun bir sonucu olarak, onu çıkarmak mümkün olduğu bir şekilde sökülmesi gerekir. Tüm iş yaptıktan sonra, yeni yarım halkaları güvenle yükleyebilirsiniz. Bu önemlidir, yarı colunların olukları, krank milinin inatçı yüzeylerinin yönünde durmalıdır.(Olukların yanında bir antifriction katmanı vardır). Her şey, sadece mili sol-sağa, eksenelin hareketini değerlendirmek için, 0.26 milimetreyi geçmemelidir. Her şey, tamir işi başarıyla tamamlandı.
Şeritlerimize abone olun
Krank mili, değiştirmek için çıkarılır veya gömlekleri değiştirir.
1. Arabayı üzerine yükleyin Çukur izlemek veya bir uçuş (bkz. "Bir araba hazırlama ve onarım").
2. Motor karter paletini çıkarın (bkz. "Motor Karter Palet - Çıkarma ve Kurulum").
3. Silindirden çıkarın, tutucuyu bezle bloke edin (bkz. "Krank mili - değiştirme arka sızdırmazlığı").
4. Tahrik kapağını çıkarın dağıtım Vala. Bir sızdırmazlık contası ve krank mili yıldızının zinciri ile (bkz. "Gaz Dağıtım Mekanizması Zinciri - Değiştirme").
5. Silindir bloğuna göre yerli yatakların kapakları ve kapakları ile ilgili konektörlerin karşılıklı konumunu not ederiz.
6. Ne Anahtar 14 mm İki fındık montaj çubuğu kapağını bükün.
7. Bağlantı çubuğu kapağını astarla birlikte çıkarın.

8. Bağlantı çubuklarının geri kalanını krank milinden çıkarırız ve bunları taşırız.
Gömlekleri çubuklardan ve kapaklarından çıkardık.
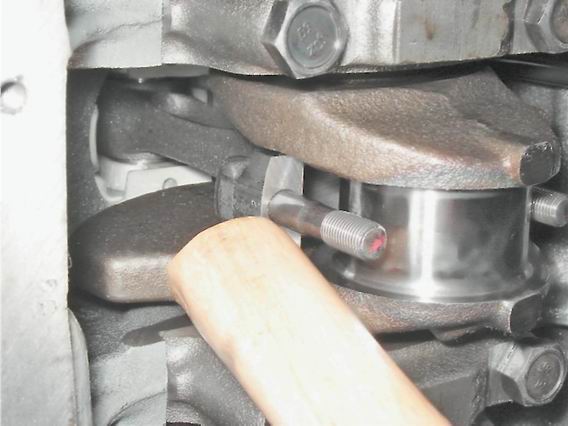
9. Ne Anahtar 17 mm Krank mili kök yatağı kapaklarını sabitleme cıvatalarını zayıflatır.

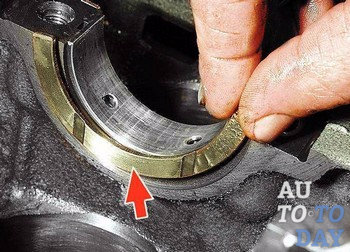
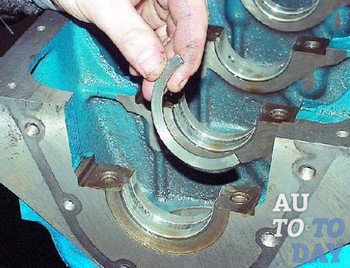
10. Dönük iki cıvataya sahip olan, arka kök rulman kapağını çıkarın. Krank milinin arka desteğinde, iki inatçı yarıcı takılıdır. Ön halka FAKAT - Stil alüminyum ve arka B. - metal seramik. Halkalar, uçlarına ince tornavida tıklayarak kaldırılabilir.
11. Krank milini sonbahardan tutarken, kök rulmanların kalan cıvatalarını kapatıyoruz. Kapakları dönüşümlü olarak çıkarırız ve krank milini karterden çıkarırız. Yerli rulmanların yatağına takılan tüm kapak gömlekleri (üçüncü hariç) bir oluk vardır. Yerli rulmanların kapakları üzerine, silindir bloğunun sol tarafına bakan dizi numaralarına (krank mili çorapından geri sayım) karşılık gelen etiketler yapılır. Beşinci kapakta, kenarların etrafına ayrılmış, iki etiket yapıldı.
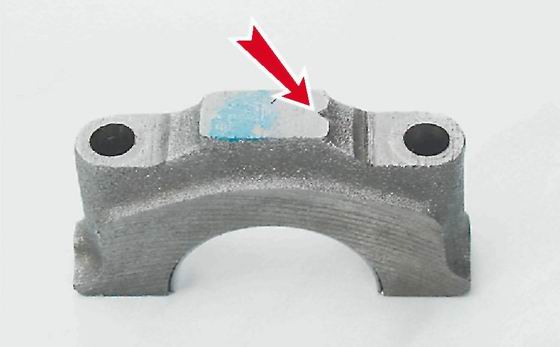
İlk kök yatağın kapağındaki etiket
12. Değiştirme için, yerli krank mili yataklarının gömleklerini silindir bloğundan ve kapaklarından çıkarıyoruz.

Not
Servikal veya yanaklarda herhangi bir çatlak varsa, krank milinin değiştirilmesi gerekir.
13. Mikrometre Yerli ve Bağlantı Çubuğu Boyunlarının Çağalarını Ölçme ve Tabloda Verilen Verilerle Karşılaştırın. 8.1.1. Aşınma veya ovalite 0.03 mm'den büyükse, serviks, stokta bulunan özel bir atölyede sıkışıp kalmalıdır. gerekli ekipman (Krank milinin ana yüzeylerinin eksenel atımını kontrol etmek için de gereklidir). Taşlamadan sonra, astarların onarım boyutunu belirlemek için krank mili boynunun çaplarını tekrar ölçün.

Yerli (A) ve Bağlantı Çubuğu (C) Krank Mili Gömlekleri
Tablo 8.1.1. Krank mili boyun çapları|
Nominal boyut, mm |
Onarım (azaltılmış) Boyutlar, mm |
|||
|
Runny servikalleri |
||||
|
Yerli Servikaller |
||||
Kurulum
1. Krank milini gazyağında durulayın ve darbe sıkıştırılmış hava Onun iç boşlukları. Krank milinin krank milinin nominal veya onarım büyüklüğünün yeni eklerini kuruyoruz. Gömleklerin dış silindirik yüzeyinde, onarım boyutunu gösterir: 025 - İlk onarım, krank mili boynun altında, bir çapın altında 0.25 mm azalır. Buna göre, ikinci, üçüncü ve dördüncü onarım boyutlarında, değerler olacaktır: 050, 075, 100. Bağlantı çubuğu eklerini kök basitleştirin. Üst yerli gömleklerde (ortalama hariç), halka olukları yapılır. Ek olarak, orta desteğin uçları diğerlerinden daha geniştir. Bağlantı çubuğu gömlekleri hepsi aynıdır ve değiştirilebilir, çapları yerli çapından daha azdır. İletişim alanını artırmak için savaş ekleri Halka oluk yok.
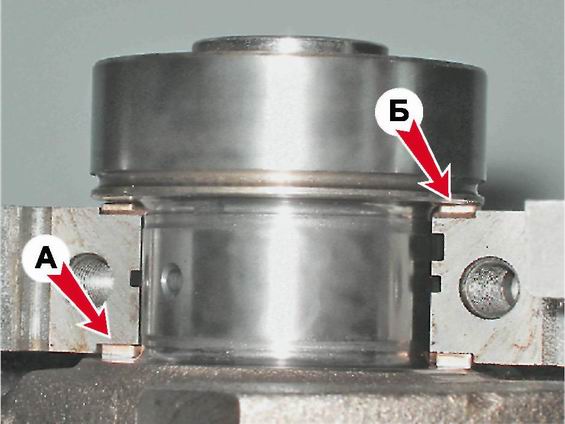
2. Beşinci kökü rulman inatçı yarıaltı oluklarının oluk yatağına krank miline takın. Semirse normal kalınlıkta (2.310-2,360 mm) ve arttırılır (2,437-2,487 mm).
3. İnatçı Semmirler ile krank milinin inatçı yüzeyleri arasındaki eksenel boşluğu kontrol ediyoruz; bu, 0.06-0.26 mm aralığında olmalıdır. Boşluk izin verilen maksimum (0,35 mm) değerini aşıyorsa, inatçı yarığı yeni ile değiştiririz, 0.127 mm arttı.
4. Krank milinin bağlantı çubuğunu ve kök kablosunu yağlayın motor yağı Ve şaftı bloğa takın.
5. Etiketler uyarınca, yerli yatakların kapağını belirledik ve montaj torklarının cıvatalarını 68.4-84.3 n · m. Şaftın serbest rotasyonunu kontrol edin.
6. Bağlantı çubuklarını krank miline gömlekleri ve kapaklarla takın. Montaj somunlarını 43.4-53.5 n · m'lik bir torkla sıkın.
7. Motor karter paletini takın (bkz. "Motor Karter Palet - Çıkarma ve Kurulum").
8. Tutucuyu, bezle silindir bloğu ile takın (bkz. "Krank mili - değiştirme").
9. Kaldırılan kalan parçaların montajı ters sırayla gerçekleştirilir.
10. Zincirin gerginliğini ayarlayın (bkz. "Gaz dağıtım mekanizmasının tahrik zinciri - değiştirme).
11. Jeneratör tahrik kayışının gerginliğini ayarlayın (bkz. "Jeneratör tahrik kayışı - gerginlik ayarı ve değiştirme").
12. Gerekirse ve gerekirse kontak avans açısını düzeltin (bkz. "Kontak Moment - Kontrol ve Ayarlama").
Krank mili, yüksek mukavemetli dökme demirden dökülür ve beş destekleyici (yerli) seksi ve dört bağlantı kolu vardır. Sheek yüzeyleri akımlarla sertleştirildi yüksek frekans 2-3 mm derinlikte. Krank milinin arka ucunda, şanzıman yatağını takmak için bir soket yapılır.
Bağlantı çubuğu ve krank milinin kök kablosu, bağlantı çubuğu rulmanları yağlama için yağın sağlandığı kanallarla bağlanır. Kanalların teknolojik çıktıları, basılan kapak tapalarıyla kapatılır ve güvenilirlik için üç noktada birleştirilir.
Krank milinin eksenel hareketi, arka kök yatağın her iki tarafındaki silindir bloğunda kurulu iki inatçı yarı ile sınırlıdır. Yatağın ön tarafından çelik bir alüminyum semiring ve arka metal-seramik (sarı) ile. Yarı Col'ların her iki çeşidi de aynı boyutlara sahiptir ve 2.31-2.36 mm ve 2,437-2,487 mm (onarım) kalınlığında üretilir. Semirsement bir motoru monte ederken, eksenel için kalınlıkta seçilir. serbest hareket (Lisustomlar) Krank milinin 0.06-0.26 mm'deydi.
Krank milinin ömrünü uzatmak için, krank milinin boyunlarını aşınma veya yüzeylerine zarar verir. Kök boyunların çaplarını taşlamak 0.25; 0.5; 0.75 ve 1,00 mm. Bu durumda, perchiform'ten sonraki yerli koyunların çapları 50.545-0.02'ye eşit olmalıdır; 50,295-O, OG; 50,045-O, 02; 49,795-0.02 mm ve çarpık boyunları bağlama çapları - 47,584-0.02; 47,334-0.02; 47,084-O, O2; 46.834-O, 02 mm.
Krank mili motorları 2103 ve 2106 crankshafts Motorlar 2101 ve 21011, 7 mm krank yarıçapı arttı. Bu nedenle, orta yerli boynun perdesinden birini ayırt etmek için 2103 ve 2106 motorların krank milleri "2103" olarak işaretlenmiştir.
Krank mili, bu parçaların ayrı olarak değiştirilebileceği volantan ayrı olarak dengelenir.
Yerli ve bağlayıcı çubuk rulmanların ekleri.
Ekler ince duvarlı, bimetalik, çelik alüminyumdur. 1-, 2-, 4- ve 5-inci yerli rulmanların ekleri, iç yüzeyde bir oluk vardır (1987'den itibaren bu rulmanların alt gömlekleri bir oluk olmadan monte edilir). Merkezi (3.) kök yatağının uçları, astarın geri kalanından daha geniş bir genişlikten ve iç yüzeydeki olukların eksikliğinden farklıdır. Tüm kilitleme çubuk rulmanları oluksuz, aynı ve değiştirilebilir.
Her yatağın uçları iki aynı yarıya oluşur. Performanstan, bağlantı çubuğunun veya kök yatağın karşılık gelen oluklarına dahil olan çıkıntılar tarafından tutulurlar.
Yerli rulmanların nominal kalınlığı 1.831-0.007 mm'dir ve bağlantı çubuğu yatakları 1,730-0.007 mm'dir. Onarım gömlekleri krank mili krank milleri altında tedarik edilir, çapı 0,25 oranında azalır; 0.50; 0.75; 1.00 mm. Bağlantı çubuğu rulmanlarının yeniden monte astarlarının kalınlığı 1.855-O, OO7; 1.980-0.007; 2,105-O, OO7; 2,230-O, OO7 mm ve yerli 1.956-O, OO7; 2,081-O, OO7; 2,206-O, OO7; 2,331-O, OO7 mm.
Volan. Dökme demirden dökülür ve motor marşını başlatmak için çelik dişli taç ile donatılmıştır. Taç, sıcak durumda volanın üzerine boyanır. Aşınma direncini arttırmak ve sertleştirilmiş yüksek frekanslı akımları arttırmak için taç dişleri.
Volan, bir paylaşılan yıkayıcının yerleştirildiği altı kendinden kilitleme cıvatasıyla krank mili flanşına tutturulur. Bu cıvataları birbirleriyle değiştirmek kabul edilemez. Cıvataların yeri, volanın şaftına sadece iki pozisyonda tutturulabileceğidir. Etiketin koni biçimli bir delik olması için monte edilmelidir - çubuk serviks 4. silindirine karşı idi. Etiket, 1 ve 4. silindirlerde NMT'yi belirlemek için kullanılır. Krank mili ön rulman lider milli merkezli volan
Krank milinin eksenel boşluğunun ölçülmesi
Çubukların yan boşluklarını ölçme
Bağlı olarak teknik Durum Gömleklerin krank mili değişiminin boynu hem motoru söktüğü ve motoru arabadan çıkardıktan sonra üretilebilir. Motor araçtan çıkarılırsa, astarların değiştirilmesi aşağıdaki talimatlara uygun olarak yapılmalı ve belirli bir motorun özelliklerini dikkate almalıdır. Değiştirmeden önce, yerli rulmanların durumunu kontrol etmeniz gerekir. Arabadan çıkarılan ve ters motorun krank mili üst desteklerde yatıyor. Alt destekler ve şaft boyunlar arasındaki yerli yataklardaki boşlukları ölçün. Boşluklar, motordan sökmeden motorda belirlenirse, mil ve üst kök destekler arasındaki boşlukları seçmek için krank milini yükseltmek için gereklidir ve boyun ve alt gömlekler arasındaki boşlukları ölçmek gerekir.
Astarların krank milinin sökülmesi ile değiştirilmesi
Krank milini sökmeden astarları değiştirmek
| Sipariş prosedürü | |||||||
|
Kontrol
| Sipariş prosedürü | ||||
|
Ölçmek
Gömleklerin boyutunu doğru bir şekilde belirlemek için, rulmanlardaki boşlukları dikkatlice ölçmeniz gerekir. Aşağıda açıklanan ölçüm yöntemlerinden herhangi birini kullanabilirsiniz. Ancak, daha güvenilir sonuçlar verdiği için, yöntem tercih edilir. Bir uyarı
Ölçüm yönteminde hesaplanan boşluk için kullanılır. Yöntem, boşluğun doğrudan bir boyutu anlamına gelir. Ek olarak, yöntem, yatak yatağını belirlemeye izin vermemesinde farklıdır.
Çeşitli nominal boyutun eklerini bir yerli yatağa yerleştirmenize izin verilmez.
Yöntem A.| Sipariş prosedürü | |||
|
Yöntem B.
| Sipariş prosedürü | ||||||||
|
Takın veya takın Bir uyarı
Yerel rulmanların ekleri çizilmemelidir, bir dosyadan çizim yapmalı ve ek conta olmadan yatağa monte edilmelidir. Elle astarların sürtünmesinin yüzeyindeki elle alınmamalısınız, aksi takdirde parmakların yağ vurguları, astarın kapağında iz bırakabilir.
Kapak deliklerinin saflığında ve kapakların konjuge yüzeylerinin ve ünitenin desteğinde doğrulanmalıdır. Mühürün montajının arka kök yatağın kapağındaki montajı aşağıda gösterilmiştir.
| Sipariş prosedürü | ||||||||
|
Kontrol
Ölçmek



