Mục đích và đặc điểm
Cơ cấu tay quay là cơ cấu thực hiện quá trình làm việc của động cơ.
cơ cấu tay quayđược thiết kế để biến chuyển động tịnh tiến của piston thành chuyển động quay trục khuỷu.
Cơ cấu tay quay xác định loại động cơ bằng cách sắp xếp các xi lanh.
Nhiều cơ cấu tay quay khác nhau được sử dụng trong động cơ ô tô.
(Hình 1): cơ cấu tay quay một hàng với chuyển động thẳng đứng của pít-tông và chuyển động góc của pít-tông được sử dụng trong động cơ thẳng hàng; cơ cấu tay quay hai hàng với chuyển động của piston ở một góc được sử dụng trong Động cơ chữ V; cơ cấu tay quay một dãy và hai hàng với chuyển động ngang của piston được sử dụng trong những trường hợp bị hạn chế kích thước chiều cao động cơ.
Bức tranh 1– Các loại cơ cấu tay quay, phân loại theo đặc điểm khác nhau.
Thiết kế cơ cấu tay quay.
Cơ cấu tay quay bao gồm khối xi lanh có cacte và đầu xi lanh, thanh truyền và nhóm piston và trục khuỷu với bánh đà.
Khối xi lanh 11 (Hình 2) với cacte 10 và đầu xi lanh 8 là bộ phận cố định của cơ cấu tay quay.
Bộ phận chuyển động của cơ cấu gồm trục khuỷu 34 với bánh đà 43 và các bộ phận thanh truyền nhóm piston– piston 24, vòng piston 18 và 19, chốt piston 26 và thanh nối 27.
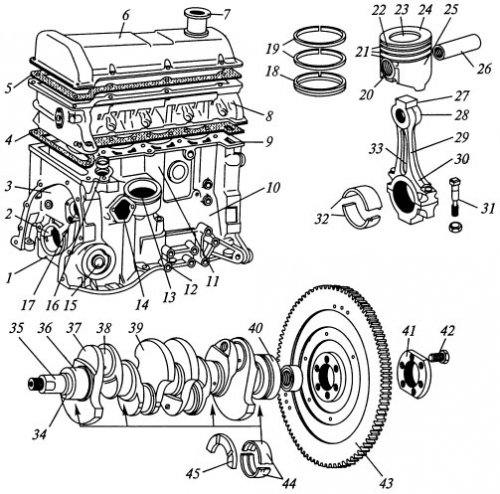
Hình 2– Cơ cấu tay quay của động cơ ô tô khách
1, 6 – bìa; 2 – hỗ trợ; 3, 9 – sâu răng; 4, 5 – miếng đệm; 7 – cổ; 8, 22, 28, 30 – mặt ngửa; 10 – cacte; 11 – khối trụ; 12 – 16, 20 – triều; 17, 33 – lỗ; 18, 19 – nhẫn; 21 – rãnh; 23 – đáy; 24 – pít-tông; 25 – váy; 26 – ngón tay; 27 – thanh nối; 29 – gậy; 31, 42 – bu lông; 32, 44 – lớp lót; 34 – trục khuỷu; 35, 40 – đầu trục khuỷu; 36, 38 – cổ; 37 – má; 39 – đối trọng; 41 – vòng đệm; 43 – bánh đà; 45 – nửa vòng
Khối xi lanhcùng với thùng xe là cốt lõi của động cơ. Các cơ chế và thiết bị động cơ được đặt trên đó và bên trong nó. Trong khối 11, được tích hợp với cacte 10 từ gang hợp kim thấp đặc biệt, các xi lanh động cơ được chế tạo. Các bề mặt bên trong của hình trụ được mài và gọi là bề mặt hình trụ. Bên trong khối giữa các thành xi lanh và các thành ngoài của nó có một khoang đặc biệt số 9, được gọi là áo làm mát. Nó lưu thông chất làm mát của hệ thống làm mát động cơ.
Bên trong khối còn có các rãnh và đường dẫn dầu cho hệ thống bôi trơn, qua đó dầu được cung cấp cho các bộ phận cọ xát của động cơ. Ở phần dưới khối xi lanh(trong cacte) có 2 trụ đỡ cho ổ trục chính trục khuỷu, có nắp rời 1 gắn vào khối bằng bu lông tự khóa. Ở phần trước của khối có một hốc 3 để ổ đĩa xích cơ chế phân phối khí. Khoang này được đóng lại bằng nắp đúc từ hợp kim nhôm. Ở phía bên trái của khối xi lanh có các lỗ 17 dành cho các ổ trục của trục dẫn động bơm dầu, trong đó các ống lót bằng thép-nhôm cuộn được ép vào. Ở phía bên phải của khối ở phần phía trước có mặt bích để lắp đặt máy bơm làm mát và giá đỡ để lắp máy phát điện. Khối xi lanh có các trùm đặc biệt để: 12 – cố định các giá đỡ gắn động cơ; 13 – bộ tách dầu của hệ thống thông gió cacte động cơ; 14 – bơm nhiên liệu; 15 – lọc dầu; 16 – bộ phân phối đánh lửa. Đáy khối xi lanh được phủ một chảo dầu, vỏ ly hợp được gắn vào đầu sau của nó. Để tăng độ cứng, mặt phẳng dưới của khối xi lanh được hạ xuống một chút so với trục của trục khuỷu.
Ngược lại với khối được đúc cùng với các xi lanh, Hình 3 cho thấy một khối gồm 4 xi lanh có cacte 5, được đúc từ hợp kim nhôm tách biệt với các xi lanh. Các xi lanh có thể tháo rời dễ dàng các lớp lót bằng gang 2, được lắp vào các ổ cắm 6 của khối bằng các vòng đệm 1 và được đóng phía trên bằng đầu khối bằng một miếng đệm kín.

Hình 3– Khối động cơ với ống lót xi lanh có thể tháo rời
1 – nhẫn; 2 – tay áo; 3 – khoang; 4 – khối; 5 – cacte; 6 – ổ cắm
Bề mặt bên trong của tay áo được xử lý bằng cách mài. Để giảm mài mòn, các miếng chèn làm bằng gang đặc biệt được lắp đặt ở phần trên của lớp lót.
Lớp lót xi lanh có thể tháo rời giúp tăng độ bền động cơ và đơn giản hóa việc lắp ráp, vận hành và sửa chữa.
Giữa mặt ngoài của ống lót xi lanh và thành trong của khối có một hốc 3 là áo làm mát động cơ. Chất làm mát lưu thông trong đó, rửa sạch các ống lót xi lanh, được gọi là ướt do tiếp xúc với chất lỏng.
Đầu xi-lanh đóng các xi lanh từ phía trên và dùng để chứa các buồng đốt, cơ cấu van và các kênh cung cấp hỗn hợp dễ cháy và loại bỏ khí thải. Đầu xi lanh 8 (xem Hình 2) được làm chung cho tất cả các xi lanh, được đúc từ hợp kim nhôm và có buồng đốt hình nêm. Nó có một lớp làm mát và các lỗ ren cho bugi đánh lửa. Ghế và thanh dẫn hướng van làm bằng gang được ép vào đầu. Đầu được gắn vào khối xi lanh bằng bu lông. Một miếng đệm amiăng kim loại 4 được lắp đặt giữa đầu và khối xi lanh, đảm bảo độ kín cho kết nối của chúng. Một vỏ ổ trục với trục cam, và được đóng lại bằng nắp thép dập 6 có cổ 7 để đổ dầu vào động cơ. Để loại bỏ rò rỉ dầu, một miếng đệm kín 5 được lắp đặt giữa nắp và đầu xi lanh. Ở phía bên phải, đường ống nạp và ống xả lần lượt được đúc từ hợp kim nhôm và gang, được gắn vào đầu xi lanh bằng đinh tán thông qua một kim loại - Miếng đệm amiăng.
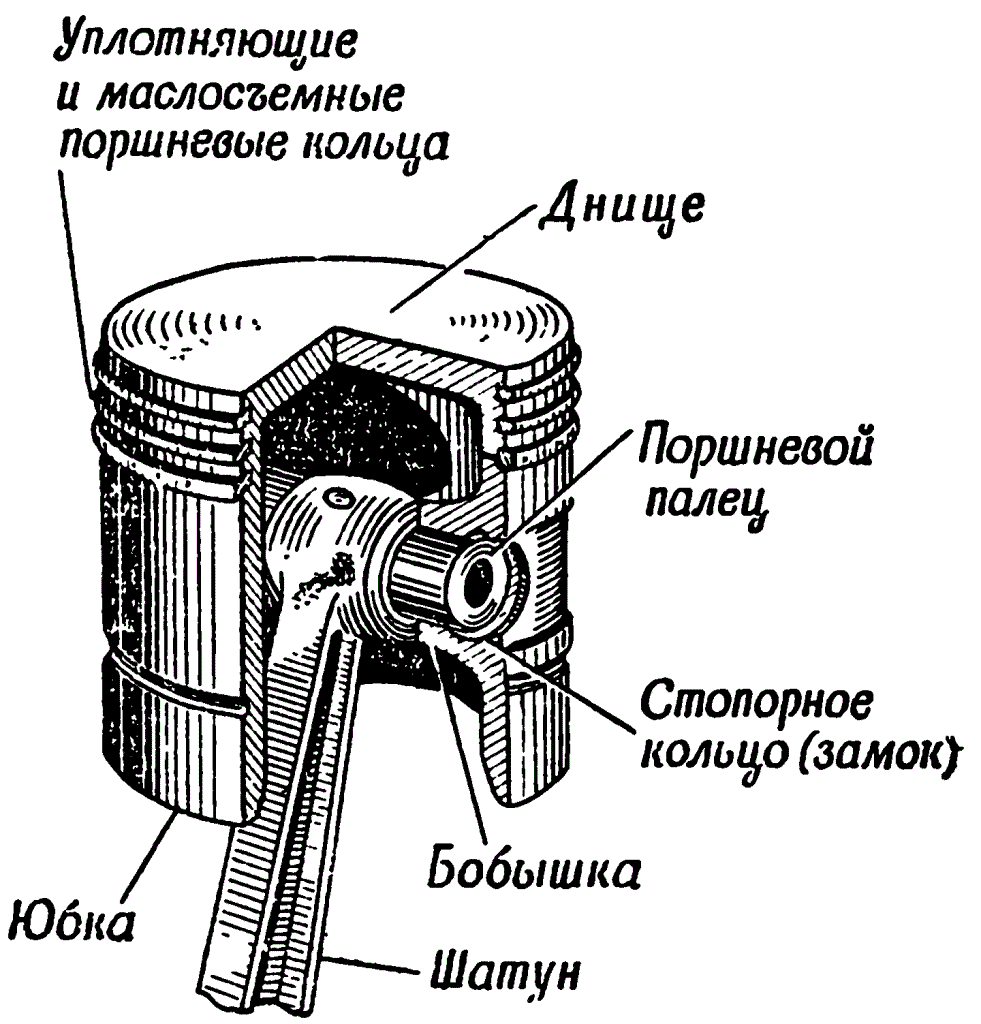
pít tôngdùng để nhận biết áp suất khí trong hành trình làm việc và thực hiện các hành trình phụ (hút, nén, xả). Piston 24 là một xi lanh rỗng được đúc từ hợp kim nhôm. Nó có đáy 23, đầu 22 và váy 25. Đáy đáy piston được gia cố bằng các gân. Đầu piston có rãnh 21 để vòng piston.
Trong váy pít-tông có các ông chủ 20 (trùm) có lỗ cho chốt pít-tông. Các trùm pít-tông được lấp đầy bằng các tấm bù nhiệt bằng thép, giúp giảm sự giãn nở của pít-tông do bị nóng và ngăn không cho pít-tông bị kẹt trong xi-lanh động cơ. Váy có mặt cắt ngang hình bầu dục, chiều cao hình nón và có đường cắt ở phần dưới. Hình bầu dục và độ côn của váy, cũng như các tấm bù nhiệt độ, ngăn chặn piston bị kẹt và các vết cắt ngăn piston chạm vào các đối trọng của trục khuỷu. Ngoài ra, những đường cắt ở váy giúp giảm trọng lượng của piston. Để chạy vào xi lanh tốt hơn, bề mặt bên ngoài của váy piston được phủ một lớp thiếc mỏng. Lỗ trên các mấu dành cho chốt piston được bù so với mặt phẳng tâm của piston. Điều này làm giảm sự biến dạng và va đập khi đi qua điểm chết trên (TDC).
Piston của động cơ ô tô khách có thể có đáy với nhiều hình dạng khác nhau để tạo thành buồng cháy có hình dạng theo yêu cầu cùng với bề mặt bên trong của đầu xi lanh. Đầu piston có thể phẳng, lồi, lõm hoặc có hình dạng lõm.
Vòng piston bịt kín khoang xi lanh, ngăn không cho khí rò rỉ vào cacte động cơ (van nén 19) và dầu vào buồng đốt (van gạt dầu 18). Ngoài ra, chúng còn loại bỏ nhiệt từ đầu piston đến thành xi lanh. Vòng nén và gạt dầu được tách ra. Chúng được làm bằng gang đặc biệt. Do tính đàn hồi của chúng, các vòng vừa khít với thành của hình trụ. Trong trường hợp này, giữa các đầu đã cắt của vòng (trong ổ khóa) không có khoảng cách lớn(0,2…0,35 mm).
Vòng nén phía trên hoạt động nhiều nhất điều kiện khắc nghiệt, có phần hình thùng để cải thiện khả năng chạy vào. Bề mặt bên ngoài của nó được mạ crom để tăng khả năng chống mài mòn.
Vòng nén phía dưới có mặt cắt ngang kiểu cạp (có rãnh trên bề mặt ngoài của nó) và được photphat hóa. Ngoài chức năng chính, nó còn thực hiện một chức năng bổ sung - vòng xả dầu.
Vòng gạt dầu ở mặt ngoài có rãnh và rãnh để xả dầu ra khỏi thành xi lanh vào khoang trong của piston. Ở bề mặt bên trong, nó có một rãnh trong đó một lò xo cuộn giãn nở được lắp đặt, giúp tạo thêm lực nén của vòng vào thành xi lanh động cơ.
Chốt pít-tôngdùng để nối piston với đầu trên của thanh truyền. Ngón 26 – hình ống, thép. Để tăng độ cứng và khả năng chống mài mòn, bề mặt bên ngoài của nó được cacbon hóa và làm cứng bằng dòng điện Tân sô cao. Chốt được ấn vào đầu trên của thanh kết nối bằng một khớp nối cản trở chuyển động dọc trục của nó trong piston, điều này có thể dẫn đến hư hỏng thành xi lanh. Chốt piston quay tự do trong các trùm piston.
thanh kết nốidùng để nối piston với trục khuỷu và truyền lực giữa chúng. Thanh kết nối 27 là thép, được rèn, bao gồm đầu trên liền khối 28, thanh tiết diện chữ I 29 và đầu dưới có thể tháo rời 30. Đầu dưới nối thanh kết nối với trục khuỷu. Nửa đầu dưới có thể tháo rời là nắp của thanh kết nối và được gắn vào nó bằng hai bu lông 31. Các lớp lót lưỡng kim, thép-nhôm có thành mỏng 32 của ổ trục thanh kết nối được lắp vào đầu dưới của thanh kết nối. Ở đầu dưới của thanh kết nối có một lỗ đặc biệt số 33 để bôi trơn thành xi lanh.
Trục khuỷunhận lực từ các thanh kết nối và truyền mômen xoắn tạo ra trên thanh truyền tới hộp số của xe. Nó cũng cung cấp năng lượng cho các cơ chế động cơ khác nhau (cơ chế phân phối khí, bơm dầu, bộ phân phối đánh lửa, bơm nước làm mát, v.v.).
Trục khuỷu 34 là loại ổ trục 5 ổ được đúc từ gang đặc biệt có độ bền cao. Nó bao gồm 35 tạp chí chính và 38 thanh kết nối, 37 má, 39 đối trọng, 35 phía trước và 40 đầu phía sau. Các ổ trục chính của trục khuỷu được lắp vào các ổ trục (ổ trục chính) của cacte động cơ, các ống lót 44 trong số đó có thành mỏng, lưỡng kim, thép-nhôm.
Đầu dưới của thanh kết nối được gắn vào các cổ thanh kết nối của trục khuỷu. Vòng bi thanh kết nối được bôi trơn thông qua các rãnh nối các tạp chí chính với các thanh kết nối. Các má kết nối các tạp chí chính và thanh kết nối của trục khuỷu, đồng thời các đối trọng dỡ các ổ trục chính khỏi lực ly tâm của các khối lượng không cân bằng.
Ở đầu trước của trục khuỷu được lắp: bánh xích dẫn động của bộ truyền động xích định thời; ròng rọc dẫn động dây đai để dẫn động quạt, bơm nước làm mát, máy phát điện; một bánh cóc để quay trục bằng tay sử dụng tay cầm khởi động. Ở đầu sau của trục khuỷu có một ổ cắm đặc biệt để lắp ổ đỡ trục sơ cấp (dẫn động) của hộp số. Bánh đà 43 được gắn vào đầu phía sau của trục bằng vòng đệm đặc biệt 41 bằng bu lông 42.
Trục khuỷu được cố định chống lại các chuyển động dọc trục bằng hai nửa vòng đỡ 45, được lắp trong khối xi lanh động cơ ở cả hai bên của ổ trục chính phía sau. Hơn nữa, một vòng thép-nhôm được đặt ở mặt trước của ổ trục và ở mặt sau - được làm bằng vật liệu thiêu kết (kim loại-gốm).
Bánh đàđảm bảo trục khuỷu quay đều, tích lũy năng lượng trong hành trình làm việc để làm quay trục trong các hành trình chuẩn bị và loại bỏ các bộ phận của cơ cấu tay quay khỏi điểm chết. Năng lượng được tích lũy bởi bánh đà giúp khởi động động cơ dễ dàng hơn và đảm bảo xe bắt đầu chuyển động. Bánh đà 43 là một đĩa lớn được đúc từ gang. Một bánh răng thép được ép vào vành bánh đà để khởi động động cơ. Khởi động điện. Bộ phận ly hợp được gắn vào bánh đà. Bánh đà là một bộ phận của cơ cấu tay quay, đồng thời là một trong những bộ phận chủ đạo của bộ ly hợp.
Trục trặc và BẢO TRÌ KSHM và vành đai thời gian
Bảo dưỡng động cơ bao gồm việc kiểm tra nó tình trạng kỹ thuật kiểm tra bên ngoài và trong quá trình vận hành, xác định sự cố, thực hiện công việc điều khiển và điều chỉnh, bôi trơn và siết chặt trên các cơ cấu tay quay và phân phối, làm mát, bôi trơn, hệ thống điện và đánh lửa.
Trục trặc của cơ cấu tay quay là do sự mài mòn tự nhiên của các bộ phận giao phối.
Chủ yếu dấu hiệu rắc rối cơ cấu tay quay là:
- giảm sức nén trong xi lanh;
- sự xuất hiện của tiếng ồn và tiếng gõ cửa;
- sự thoát khí vào cacte và xuất hiện khói xanh có mùi hăng từ cổ nạp dầu;
- tăng tiêu thụ dầu;
- pha loãng dầu trong cacte (do sự xâm nhập của hơi hỗn hợp làm việc vào đó trong quá trình nén);
- Đổ dầu vào bugi, khiến cacbon hình thành trên các điện cực và làm giảm khả năng đánh lửa. Kết quả là mức tiêu hao nhiên liệu tăng và công suất động cơ giảm.
Trục trặc của cơ chế phân phối khí thường biểu hiện nhất là vi phạm các khoảng trống giữa thân van và bộ đẩy. Điều này dẫn đến sự gián đoạn thời gian của van và suy giảm khả năng đổ đầy xi lanh (do việc mở van nạp hoặc van xả bị trễ với độ hở tăng lên).
Khoảng hở giữa thân van và bộ đẩy tăng lên gây ra hiện tượng va đập và mài mòn sớm các bộ phận của cơ cấu định thời. Những khoảng trống nhỏ hoặc sự vắng mặt của chúng dẫn đến việc lắp van lỏng lẻo và rò rỉ hỗn hợp làm việc vào đường ống nạp và ống xả. Kết quả là lực nén trong xi-lanh động cơ và công suất của nó bị giảm. Dấu hiệu của những trục trặc này là sự xuất hiện của đèn flash trong bộ chế hòa khí và âm thanh bật ra trong bộ giảm âm.
Bảo dưỡng tay quay (CV) và cơ cấu phân phối khí (GDM)
Tác phẩm chính:
- kiểm tra độ ổn định của tình trạng và siết chặt các cơ cấu buộc (công việc buộc chặt) của giá đỡ động cơ vào khung, đầu xi-lanh và chảo dầu vào khối, mặt bích của đường ống nạp, xả và các kết nối khác;
- kiểm tra tình trạng kỹ thuật hoặc hoạt động (công việc điều khiển) của tay quay và cơ cấu phân phối;
- công việc điều chỉnh và bôi trơn.
Công việc buộc chặt
Để ngăn chặn khí và chất làm mát đi qua miếng đệm đầu xi lanh, cần kiểm tra định kỳ việc siết chặt đầu bằng cờ lê lực với một lực và trình tự nhất định. Momen siết và trình tự siết đai ốc do các nhà máy ô tô quy định.
Đầu xi lanh bằng gang được gắn khi động cơ nóng và đầu xi lanh bằng hợp kim nhôm được gắn khi trời lạnh.
Sự cần thiết phải siết chặt các đầu hợp kim nhôm ở trạng thái nguội được giải thích là do hệ số giãn nở tuyến tính không đồng đều của vật liệu bu lông và đinh tán (thép) và vật liệu của đầu (hợp kim nhôm). Do đó, việc siết chặt các đai ốc trên động cơ nóng không đảm bảo đầu xi-lanh vừa khít với khối sau khi động cơ nguội.
Việc siết chặt các bu lông lắp thùng chứa cacte cũng được kiểm tra theo trình tự để tránh biến dạng và rò rỉ cacte. luân phiên siết chặt các bu lông đối xứng theo đường kính.
Giám sát tình trạng của trục khuỷu và bánh răng định thời
Tình trạng kỹ thuật của các cơ chế này có thể được xác định:
- do tiêu thụ dầu (chất thải) trong quá trình vận hành và giảm áp suất trong hệ thống bôi trơn;
- do thay đổi áp suất (nén) trong xi lanh động cơ ở cuối hành trình nén;
- bằng chân không trong đường ống nạp;
- theo lượng khí lọt vào cacte động cơ;
- rò rỉ khí (không khí) từ xi lanh;
- sự hiện diện của tiếng gõ trong động cơ.
Dầu cháyđối với động cơ bị mòn nhẹ, lượng tiêu thụ này không đáng kể và có thể lên tới 0,1-0,25 l/100 km. Với tình trạng động cơ bị hao mòn đáng kể, lượng chất thải có thể lên tới 1 l/100 km trở lên, thường đi kèm với tình trạng hút thuốc nhiều.
Áp lực trong hệ thống dầu động cơ phải nằm trong giới hạn được thiết lập cho thuộc loại nàyđộng cơ và loại dầu được sử dụng. Áp suất dầu giảm ở tốc độ trục khuỷu thấp của động cơ ấm cho thấy có sự mài mòn không thể chấp nhận được trên ổ trục động cơ hoặc có trục trặc trong hệ thống bôi trơn.
Việc áp suất dầu trên đồng hồ đo áp suất giảm xuống 0 cho thấy đồng hồ đo áp suất hoặc van giảm áp bị trục trặc.
Áp suất tăng trong hệ thống bôi trơn có thể xảy ra do độ nhớt cao hoặc tắc nghẽn đường dầu.
Nénđóng vai trò như một chỉ báo về độ kín của xi lanh động cơ và đặc trưng cho tình trạng của xi lanh, piston và van. Độ kín của xi lanh có thể được xác định máy đo nén .
Độ nén được kiểm tra sau khi làm nóng động cơ trước ở mức 70-80 ºС khi tắt bugi. Sau khi lắp đầu cao su của đồng hồ đo nén vào lỗ bugi, hãy dùng bộ khởi động quay trục khuỷu động cơ 10-12 vòng và ghi lại số chỉ của đồng hồ đo nén. Việc kiểm tra được lặp lại 2-3 lần cho mỗi xi lanh.
Nếu giá trị nén thấp hơn 30-40% so với bình thường, điều này cho thấy có trục trặc (vòng piston bị hỏng hoặc cháy, van bị rò rỉ hoặc miếng đệm đầu xi lanh bị hỏng).
Hút chân không trong đường ống nạp động cơ được đo bằng máy đo chân không. Độ lớn của chân không trong động cơ hoạt động ở trạng thái ổn định có thể thay đổi không chỉ do độ mòn của nhóm xi lanh-piston mà còn do tình trạng của các bộ phận phân phối khí, lắp đặt bộ đánh lửa và điều chỉnh bộ chế hòa khí.
Như vậy, phương pháp này Việc kiểm soát mang tính chung chung và không cho phép xác định trục trặc này hay trục trặc khác dựa trên một chỉ báo. Phía trước
cơ cấu tay quayĐộng cơ nhiều xi-lanh bao gồm các bộ phận sau: khối xi-lanh có đầu và gioăng làm kín, pít-tông, vòng pít-tông, chốt pít-tông, thanh truyền, trục khuỷu, bánh đà và cacte có thùng chứa.
Piston với các vòng và chốt tạo thành nhóm piston, khối có đầu và cacte tạo thành thân động cơ.
Dựa vào sự sắp xếp của các xi lanh, động cơ được chia thành hình chữ V và hình chữ V.
bạn động cơ nội tuyến tất cả các xi lanh được đặt trong một dòng (hàng); Vì vậy, với số lượng xi lanh lớn, chiều dài các bộ phận chung của động cơ (khối xi lanh, đầu xi lanh, trục khuỷu và trục cam v.v.), và do đó, chiều dài của toàn bộ động cơ hóa ra rất đáng kể.
Với thiết kế động cơ hình chữ V, các xi lanh được bố trí thành hai hàng thành hai phần của khối và thường tạo một góc 90° giữa các trục của chúng. Trong trường hợp này, chiều dài của động cơ và các bộ phận chung của nó giảm đi nhiều và thiết kế của nó trở nên nhỏ gọn hơn với việc giảm trọng lượng tương ứng trên một đơn vị công suất phát triển (trọng lượng riêng). Nhờ những ưu điểm đó, động cơ có bố trí xi-lanh hình chữ V ngày càng được sử dụng nhiều trên ô tô trong nước.
 là bộ phận cơ bản chính của động cơ, nơi gắn tất cả các bộ phận và cơ cấu khác của nó. Khối xi lanh động cơ được đúc từ gang hoặc hợp kim nhôm. Trong cùng một quá trình đúc được thực hiện: cacte, thành của áo làm mát bao quanh xi lanh động cơ, kênh nạp và xả kết thúc bằng ghế van và buồng van nơi đặt các bộ phận. Bề mặt bên trong của xi lanh đóng vai trò là vật dẫn hướng cho các pít-tông, nó được khoan theo kích thước và mặt đất yêu cầu. Bề mặt này được gọi là gương hình trụ. Ở một số ô tô, xi lanh được chế tạo dưới dạng ống lót cắm vào, được rửa sạch bằng chất làm mát. Tay áo như vậy được gọi là ướt, chúng có miếng đệm kín ở phần dưới. Ở phía trên, con dấu đạt được bằng đầu xi lanh. Khối được bao phủ từ trên cao bằng đầu xi lanh làm bằng hợp kim nhôm.
là bộ phận cơ bản chính của động cơ, nơi gắn tất cả các bộ phận và cơ cấu khác của nó. Khối xi lanh động cơ được đúc từ gang hoặc hợp kim nhôm. Trong cùng một quá trình đúc được thực hiện: cacte, thành của áo làm mát bao quanh xi lanh động cơ, kênh nạp và xả kết thúc bằng ghế van và buồng van nơi đặt các bộ phận. Bề mặt bên trong của xi lanh đóng vai trò là vật dẫn hướng cho các pít-tông, nó được khoan theo kích thước và mặt đất yêu cầu. Bề mặt này được gọi là gương hình trụ. Ở một số ô tô, xi lanh được chế tạo dưới dạng ống lót cắm vào, được rửa sạch bằng chất làm mát. Tay áo như vậy được gọi là ướt, chúng có miếng đệm kín ở phần dưới. Ở phía trên, con dấu đạt được bằng đầu xi lanh. Khối được bao phủ từ trên cao bằng đầu xi lanh làm bằng hợp kim nhôm.
Đầu có áo làm mát và buồng đốt có lỗ đánh lửa, đầu xi-lanh động cơ còn có cổng nạp và cổng xả. Đầu xi lanh được cố định vào khối bằng đinh tán bằng đai ốc hoặc bu lông. Sự vừa khít của đầu với khối xi lanh đạt được bằng cách sử dụng miếng đệm amiăng kim loại.
pít tông dùng để truyền áp suất khí qua chốt piston đến thanh kết nối mà nó cảm nhận được trong hành trình làm việc, ngoài ra, các hành trình chuẩn bị được thực hiện với sự trợ giúp của piston. Các piston, được làm bằng hợp kim nhôm, có đáy và mép có tiết diện hình bầu dục. Bề mặt của váy được đóng hộp. Các bề mặt không hoạt động của váy được cắt ra, cho phép các đối trọng của trục khuỷu đi qua khi piston ở vị trí thấp hơn và làm giảm trọng lượng của piston. Váy ở hai bên có đường cắt hình chữ T không xuyên qua và lõm vào mặt phẳng của chốt piston.
Vòng piston ngăn chặn khí lọt vào cacte động cơ và đảm bảo loại bỏ dầu thừa ra khỏi thành xi lanh. Mỗi piston có hai vòng nén và một vòng gạt dầu.
Vòng nén với áp suất được điều chỉnh và xoắn (từ trên xuống bên trong họ có một vát). Vòng nén phía trên được mạ crom, các vòng còn lại được mạ thiếc. Vòng gạt dầu có rãnh để thoát dầu.
Chốt piston có tác dụng nối piston với thanh truyền. Chốt piston nổi được cố định trong piston bằng hai vòng giữ. Chốt được dịch chuyển 1,5 mm sang bên phải của trục xi lanh, giúp giảm tiếng gõ của piston khi nó đi qua tức là. m.t.
thanh kết nối nối piston với cổ trục thanh truyền của trục khuỷu và dùng để truyền lực từ piston đến trục khuỷu trong hành trình làm việc và truyền chuyển động của piston từ trục khuỷu trong hành trình chuẩn bị. Thanh kết nối được làm bằng thép tiết diện chữ I. Một ống lót có thành mỏng làm bằng đồng tấm được ép vào đầu trên của thanh nối. Các lớp lót babbit bằng thép có thành mỏng có thể thay thế được lắp đặt ở đầu dưới. Nắp được gắn vào thanh kết nối bằng hai bu lông.
Trục khuỷu nhận biết các lực được truyền từ các piston bởi các thanh kết nối và chuyển chúng thành mô-men xoắn, sau đó được cung cấp cho bộ truyền lực qua bánh đà. Trục khuỷu năm ổ trục với các đối trọng được đúc từ gang magie. Thanh truyền và các tạp chí chính được làm rỗng, giúp giảm trọng lượng của trục. Các khoang của tạp chí thanh kết nối được đóng lại bằng các nút trên ren và đóng vai trò là khoang thu gom chất bẩn. Dầu được cung cấp từ cổ trục chính tới các thanh nối thông qua các ống gắn trong trục.
Trục được lắp vào các vách ngăn trên năm vòng bi có lớp lót bằng thép có thành mỏng. Các nắp ổ trục chính được đúc từ hợp kim nhôm (duralumin), mỗi nắp được gắn vào khối bằng hai đinh tán. Việc cố định trục của trục được thực hiện bằng ổ đỡ phía trước, ở cả hai bên đều lắp các vòng đẩy bằng thép-babbit.
giảm thiểu sự hoạt động không đều của động cơ, loại bỏ các piston khỏi điểm chết, giúp khởi động động cơ dễ dàng hơn và di chuyển xe đi êm ái hơn.
 Bánh đà được gắn vào mặt bích trục khuỷu bằng bốn bu lông nối đất. Trên tạp chí phía sau của trục có một gờ dẫn hướng dầu khớp với rãnh ổ trục và một phớt dầu được lắp đặt. Ở đầu phía trước của trục, một đĩa đẩy, bánh răng, bộ chuyển hướng dầu và puly truyền động quạt được khóa. Một máy giặt làm lệch hướng bùn được gắn vào ròng rọc. Bánh cóc của tay cầm khởi động được vặn vào đầu trục. Trục được bịt kín trong vỏ bánh răng định thời bằng gioăng cao su tự di chuyển.
Bánh đà được gắn vào mặt bích trục khuỷu bằng bốn bu lông nối đất. Trên tạp chí phía sau của trục có một gờ dẫn hướng dầu khớp với rãnh ổ trục và một phớt dầu được lắp đặt. Ở đầu phía trước của trục, một đĩa đẩy, bánh răng, bộ chuyển hướng dầu và puly truyền động quạt được khóa. Một máy giặt làm lệch hướng bùn được gắn vào ròng rọc. Bánh cóc của tay cầm khởi động được vặn vào đầu trục. Trục được bịt kín trong vỏ bánh răng định thời bằng gioăng cao su tự di chuyển.
Carter gọi là phần dưới của động cơ, đúc liền với khối xi lanh. Cácte đóng vai trò là cơ sở để lắp đặt trục khuỷu và các bộ phận, bộ phận khác của động cơ. Một chảo được bắt vít vào đáy cacte bằng một miếng đệm kín, bảo vệ động cơ khỏi bị nhiễm bẩn và đóng vai trò như một bể chứa dầu.
Động cơ được treo từ khung phụ trên ba giá đỡ bằng đệm cao su. Hai giá đỡ được đặt ở phía trước khối và một giá đỡ nằm ở nắp sau của vỏ hộp số.
Phòng thí nghiệm số 1
Chủ thể: Nghiên cứu cấu trúc cơ cấu tay quay (CSM)
1. Mục đích: Làm quen với thiết bị KSHM động cơ khác nhau, có thể phân tích chúng tính năng thiết kế
2. Thông tin tóm tắt
Cơ cấu tay quay được thiết kế để biến chuyển động tịnh tiến của piston trong xi lanh thành chuyển động quay của trục khuỷu động cơ.
Cơm. 1 Tổng quan về động cơ bốn xi-lanh (mặt cắt dọc và mặt cắt ngang)
1 – khối trụ; 2 – đầu xi lanh; 3 – thùng chứa động cơ; 4 – piston có vòng và chốt; 5 – thanh nối; 6 – trục khuỷu; 7 – bánh đà; số 8 - trục cam; 9 – đòn bẩy; 10 – van nạp; mười một - van xả; 12 – lò xo van; 13 – kênh đầu vào và đầu ra
bạn Cơ cấu tay quay động cơ bốn xi-lanh bao gồm:
khối xi lanh với cacte,
đầu xi lanh,
bể chứa động cơ,
piston có vòng và chốt,
thanh kết nối,
trục khuỷu,
bánh đà.
Cơ cấu tay quay của cơ cấu tay quay động cơ bao gồm hai nhóm bộ phận: đứng yên và chuyển động.
Các bộ phận cố định bao gồm khối động cơ, đóng vai trò là cơ sở của động cơ, xi lanh, đầu hoặc đầu xi lanh và chảo dầu. Bộ phận chuyển động là các piston có vòng và chốt piston, thanh truyền, trục khuỷu, bánh đà. Cơ cấu tay quay cảm nhận áp suất khí trong hành trình đốt cháy-giãn nở và chuyển chuyển động tịnh tiến tịnh tiến của piston thành chuyển động quay của trục khuỷu. bạnV.Động cơ hình trụ, khối xi lanh là một khối đúc lớn, bên trong và bên ngoài lắp đặt tất cả các cơ cấu, hệ thống. Khối xi lanh không chỉ kết hợp các xi lanh, thanh truyền và nhóm piston mà còn kết hợp các hệ thống động cơ khác. Nó là lõi của động cơ, chứa nhiều vật đúc và lỗ khoan, vòng bi và phích cắm. Trục khuỷu quay (trên các ổ trục) trong khối xi lanh. Chất lỏng của hệ thống làm mát lưu thông trong các khoang bên trong của khối và các kênh dầu của hệ thống bôi trơn động cơ cũng đi qua đó. Hầu hết tệp đính kèmĐộng cơ lại được lắp trên khối xi lanh. Phần dưới của khối là một cacte, trong các thanh ngang đúc có các ghế đỡ ổ trục trục khuỷu. Vật đúc này thường được gọi là cacte. Ở phần giữa của khối trụ có các lỗ để lắp ổ trượt dưới các ổ đỡ trục cam. Mặt phẳng của đầu nối khối có thể chạy dọc theo trục của trục khuỷu hoặc dịch chuyển xuống dưới so với trục khuỷu. Một chảo thép có tem được gắn vào đáy cacte, đóng vai trò là nơi chứa dầu. Thông qua các kênh trong khối, dầu từ bể chứa được cung cấp cho các bộ phận cọ xát của động cơ. TRÊNV.Động cơ có hình dạng, để tăng độ cứng của khối xi lanh, mặt phẳng phân khuôn của nó nằm phía dưới trục trục khuỷu. Việc đúc khối xi lanh có áo khoác cho làm mát bằng chất lỏngđộng cơ, là một khoang giữa các thành của khối và bề mặt bên ngoài của lớp lót chèn. Chất làm mát được cung cấp cho áo làm mát thông qua hai kênh nằm ở hai bên của khối xi lanh. Vỏ bánh răng định thời được gắn vào mặt trước của khối xi lanh và vỏ ly hợp được gắn ở phía sau.
Khối trụ được đúc từ gang xám hoặc hợp kim nhôm.
Bề mặt công việc Xi lanh là cơ cấu dẫn hướng trong quá trình chuyển động của piston, cùng với nó và đầu xi lanh tạo thành một không gian kín trong đó diễn ra chu trình vận hành của động cơ. Để đảm bảo piston và vòng piston vừa khít với xi lanh và để giảm lực ma sát giữa chúng, khoang bên trong của xi lanh được xử lý cẩn thận với độ chính xác và sạch sẽ cao, do đó nó được gọi là gương xi lanh. Các xi lanh có thể được đúc liền với thành của áo làm mát hoặc được sản xuất riêng biệt với khối ở dạng ống lót. Loại thứ hai được chia thành các lớp lót “khô”, được ép thành khối khoan và các lớp lót “ướt” có thể thay thế được, được rửa từ bên ngoài bằng chất làm mát. Khi hỗn hợp làm việc bị đốt cháy, phần trên của xi lanh trở nên rất nóng và chịu tác dụng oxy hóa của các sản phẩm cháy, do đó, các vật liệu chèn ngắn - lớp lót khô dài 40 - 50 mm - thường được ép vào phần trên của xi lanh. khối hoặc lót. Các miếng chèn được làm bằng gang hợp kim, có khả năng chống mài mòn và ăn mòn cao. Khi lắp ống bọc ướt, mặt của nó nhô ra phía trên mặt phẳng phân chia 0,02 - 0,15 mm. Điều này cho phép nó được bịt kín bằng cách kẹp hạt xuyên qua miếng đệm giữa khối và đầu xi lanh. Ở phần dưới, tay áo được bịt kín bằng hai vòng cao su hoặc gioăng đồng lắp dọc theo đầu đai dưới của tay áo. Chủ yếu được sử dụng trong động cơ hộp mực ướt do thực tế là chúng mang lại khả năng tản nhiệt tốt hơn. Điều này làm tăng hiệu suất và tuổi thọ của các bộ phận thuộc nhóm xi lanh-piston, đồng thời giảm chi phí liên quan đến việc sửa chữa động cơ trong quá trình vận hành. Đầu xi lanh là quan trọng thứ hai và lớn nhất một phần không thể thiếuđộng cơ. Đầu chứa buồng đốt, van và bugi đánh lửa xi lanh, trục cam có cam quay trên ổ trục. Cũng giống như khối xi lanh, đầu của nó có các rãnh và khoang chứa nước, dầu. Đầu được gắn vào khối xi lanh và khi động cơ hoạt động sẽ tạo thành một tổng thể duy nhất với khối.
Đầu xi lanh chứa các buồng đốt, chứa các van nạp và xả, bugi hoặc kim phun. Các bộ phận và cụm dẫn động cơ cấu van được gắn vào đầu xi lanh, hình dạng buồng cháy có ảnh hưởng không nhỏ đến quá trình hình thành hỗn hợp ở cả động cơ chế hòa khí và động cơ diesel. Trong động cơ chế hòa khí, buồng hình bán cầu và hình nêm có van trên cao là phổ biến nhất. Để tạo ra một con dấu, một miếng đệm được lắp đặt giữa khối và đầu xi lanh, và đầu được cố định vào khối xi lanh bằng đinh tán và đai ốc. Miếng đệm phải bền, chịu nhiệt và đàn hồi. Pít-tông nhận áp suất khí trong quá trình truyền lực và truyền nó qua chốt pít-tông và thanh nối tới trục khuỷu. Piston là một loại thủy tinh hình trụ ngược được đúc từ hợp kim nhôm. Trên đỉnh piston có một đầu có rãnh để lắp các vòng piston vào. Bên dưới đầu có một chiếc váy dẫn hướng chuyển động của piston. Váy pít-tông có các trùm có lỗ để lắp chốt pít-tông.
Khi động cơ đang chạy, piston nóng lên sẽ nở ra và nếu không có khe hở cần thiết giữa nó và gương xi lanh, nó sẽ kẹt trong xi lanh và động cơ sẽ ngừng hoạt động. Tuy nhiên, khoảng cách lớn giữa piston và gương xi lanh cũng là điều không mong muốn, vì điều này dẫn đến sự thoát ra của một số khí vào cacte động cơ, giảm áp suất trong xi lanh và giảm công suất động cơ. Để tránh piston bị kẹt khi động cơ nóng, đầu piston được làm bằng đường kính nhỏ hơn váy và bản thân mặt cắt ngang của váy không phải là hình trụ mà có dạng hình elip với trục chính của nó trong mặt phẳng vuông góc với chốt piston. Có thể có một vết cắt trên váy piston. Nhờ hình bầu dục và đường cắt, váy giúp piston không bị kẹt khi động cơ nóng.
Các vòng piston được sử dụng trong động cơ được chia thành các vòng nén và vòng gạt dầu. Các vòng nén bịt kín khe hở giữa piston và xi lanh, đồng thời có tác dụng làm giảm sự thoát khí từ xi lanh vào cacte, đồng thời các vòng loại bỏ thấp sẽ loại bỏ dầu thừa ra khỏi gương xi lanh và ngăn dầu xâm nhập vào buồng đốt. Nhẫn bằng gang hoặc thép có vết cắt (khóa). Khi lắp piston vào xi lanh, vòng piston được nén trước nên nó vừa khít với gương xi lanh khi giải nén. Trên các vòng có các phần vát, do đó vòng bị cong vênh một chút và ma sát với gương hình trụ nhanh hơn, đồng thời hiệu quả bơm của các vòng bị giảm. Khi lắp các vòng trên piston, ổ khóa của chúng phải được đặt theo các hướng khác nhau. Chốt piston được dùng để nối piston với đầu trên của thanh truyền. Các lực đáng kể được truyền qua các ngón tay nên chúng được làm từ thép hợp kim hoặc thép carbon, sau đó được cacbon hóa hoặc làm cứng bằng nhiệt tần số cao. Chốt piston là một ống có thành dày với bề mặt ngoài được mài cẩn thận, đi qua đầu trên của thanh kết nối và tựa vào các trùm piston ở hai đầu của nó. Theo phương pháp kết nối giữa thanh truyền và piston, các chốt được chia thành dạng nổi và dạng cố định (thường ở đầu thanh nối). Được sử dụng rộng rãi nhất là các chốt piston nổi, quay tự do trong các ông chủ và trong ống lót được lắp ở đầu trên của thanh kết nối. Chuyển động dọc trục của chốt piston bị hạn chế bởi các vòng giữ nằm trong hốc của các đầu piston. Khi động cơ đang chạy, có thể gõ ngón tay vào các trùm piston do hệ số tuyến tính của hợp kim và thép khác nhau. Thanh truyền có tác dụng nối piston với tay quay trục khuỷu và đảm bảo truyền lực từ áp suất khí lên piston đến trục khuỷu trong hành trình trợ lực và trong các hành trình phụ (nạp, nén, xả), ngược lại, từ trục khuỷu tới piston. Khi động cơ chạy, thanh truyền thực hiện chuyển động phức tạp. Nó di chuyển qua lại dọc theo trục xi lanh và dao động so với trục vòng piston. Thanh kết nối được dập từ hợp kim hoặc thép cacbon. Nó bao gồm một thanh hai phần, đầu trên, đầu dưới và nắp. Trong quá trình bôi trơn cưỡng bức chốt piston nổi (chủ yếu ở động cơ diesel), một lỗ xuyên được khoan trên thanh truyền - kênh dẫn dầu. Đầu dưới, theo quy luật, được làm có thể tháo rời trong mặt phẳng vuông góc với trục của thanh kết nối. Trong trường hợp đầu dưới có kích thước đáng kể và vượt quá đường kính của hình trụ. Vỏ bọc thanh kết nối được làm bằng thép giống như thanh kết nối và được gia công cùng với đầu dưới nên không được phép di chuyển vỏ bọc từ thanh kết nối này sang thanh kết nối khác. Với mục đích này, các dấu được tạo ra trên các thanh kết nối và nắp để đảm bảo độ chính xác cao khi lắp ráp đầu dưới của thanh kết nối; vỏ của nó được cố định bằng đai bu lông được đánh bóng, được siết chặt bằng đai ốc và được cố định bằng chốt định vị hoặc vòng đệm. Đầu dưới lắp một ổ trục thanh nối dạng ống lót bằng thép thành mỏng, bên trong được phủ một lớp hợp kim chống ma sát. Các lớp lót được giữ khỏi sự dịch chuyển và quay dọc trục bằng các phần nhô ra (ăng-ten) vừa khít với các rãnh của đầu dưới của thanh kết nối và vỏ bọc của nó. Một lỗ được tạo ra ở đầu dưới của thanh kết nối và trong các ổ trục để định kỳ phun dầu lên lỗ xi lanh hoặc lên trục cam.
Để cơ cấu tay quay được cân bằng tốt hơn, độ chênh lệch dầu của các thanh nối không được vượt quá 6 - 8 g.V.Động cơ hình trên mỗi trục khuỷu có hai thanh nối. Ở những động cơ này, để lắp ráp chính xác nhóm thanh truyền-piston, các piston và thanh kết nối được lắp đặt đúng theo nhãn hiệu. Trục khuỷu chịu tác dụng của áp suất khí lên piston và lực quán tính của các khối lượng tịnh tiến của cơ cấu tay quay. Các lực do pít-tông truyền đến trục khuỷu tạo ra mô-men xoắn, lực này được truyền đến các bánh xe ô tô bằng hộp số. Trục khuỷu được chế tạo bằng cách dập từ thép hợp kim hoặc đúc từ gang có độ bền cao. Trục khuỷu bao gồm các tạp chí chính và thanh kết nối, các đối trọng, một đầu sau có lỗ để lắp ổ bi của trục dẫn động hộp số và một mặt bích để lắp bánh đà, một đầu phía trước để lắp bánh cóc tay quay và bánh răng định thời. , một ròng rọc truyền động quạt, bơm chất lỏng và một máy phát điện. Các tạp chí thanh kết nối với má tạo thành tay quay. Để dỡ các ổ trục chính khỏi lực ly tâm, người ta sử dụng các đối trọng được tích hợp với các má có rãnh cung cấp dầu hoặc được bắt vít vào chúng. Nếu có các tạp chí chính ở cả hai phía của tạp chí thanh kết nối thì trục khuỷu như vậy được gọi là trục khuỷu chịu lực hoàn toàn.
Các rãnh nghiêng được khoan vào má trục khuỷu để cung cấp dầu từ các ổ trục chính đến các hốc dầu, được chế tạo trong các trục khuỷu dưới dạng các rãnh có đường kính lớn được đóng bằng phích cắm ren. Các khoang này là các bẫy bụi bẩn, trong đó các sản phẩm mài mòn có trong dầu được thu gom dưới tác dụng của lực ly tâm trong quá trình quay của trục khuỷu. Các ổ cắm trong khối xi lanh dành cho ổ trục chính và các nắp của chúng được chán với nhau nên khi lắp ráp động cơ chỉ được lắp vào đúng vị trí theo dấu. Vỏ ổ trục chính có thành mỏng được phủ hợp kim chống ma sát giống như vỏ ổ trục thanh nối và chỉ khác với cái sau về kích thước. Việc sử dụng rộng rãi các lớp lót thép-nhôm và thép chì ba kim loại là do lớp phủ chống ma sát có đặc tính chống sốc tốt và tăng độ bền. Các lớp lót được giữ để chống lại sự dịch chuyển và xoay theo chiều dọc bằng các phần nhô ra vừa khít với các rãnh tương ứng trong ổ cắm khối và nắp của chúng. Tải trọng dọc trục trục khuỷu lớn nhất động cơ chế hòa khíđược cảm nhận bởi vòng đệm lực đẩy và các vòng đẩy bằng thép được lấp đầy bên trong bằng hợp kim chống ma sát SOS-6-6 có chứa chì, thiếc và antimon. Tải trọng dọc trục của trục khuỷu của động cơ diesel được cảm nhận bởi hai cặp nửa vòng chặn làm bằng đồng hoặc thép-nhôm, được lắp vào các hốc của giá đỡ chính phía sau. điểm, và trục khuỷu của động cơ nhiều xi-lanh quay đều hơn khi làm việc ở di chuyển nhàn rỗi, tạo điều kiện thuận lợi cho việc khởi động động cơ, giảm tình trạng quá tải tạm thời khi khởi động ô tô và truyền mô-men xoắn đến các bộ truyền động ở mọi chế độ vận hành động cơ. Bánh đà được làm bằng gang và được cân bằng động kết hợp với trục khuỷu. Trên mặt bích, bánh đà được định tâm ở một vị trí được xác định nghiêm ngặt bằng cách sử dụng các chốt hoặc bu lông để cố định nó vào mặt bích. Một bánh răng vành được ép vào vành bánh đà, được thiết kế để quay trục khuỷu cùng với bộ khởi động khi khởi động động cơ. Các dấu hiệu được dán vào phần cuối hoặc vành bánh đà của nhiều động cơ để xác định tốc độ. m.t. của piston của xi lanh thứ nhất khi lắp đặt bộ đánh lửa (đối với động cơ bộ chế hòa khí) hoặc thời điểm bắt đầu cung cấp nhiên liệu (đối với động cơ diesel).
Cơ cấu tay quay gồm các bộ phận chính sau: xi lanh 7 (Hình 2), piston 6 với các vòng 5, thanh truyền 3 với ổ trục 2, chốt piston 4, trục khuỷu 10 với đối trọng 9, quay trong ổ trục 1 và bánh đà 8. Các bộ phận của cơ cấu tay quay nhận biết áp suất cao(lên đến 6...8 MPa) khí phát sinh từ quá trình đốt nhiên liệu trong xi lanh, và một số trong chúng, ngoài ra, hoạt động trong điều kiện nhiệt độ cao(350° trở lên) và ở tốc độ trục khuỷu cao (trên 2000 phút ""). Để các bộ phận có thể hoạt động tốt trong thời gian dài (ít nhất 8...9 nghìn giờ) trong những điều kiện khó khăn như vậy, đảm bảo hiệu suất của động cơ, chúng được chế tạo với độ chính xác cao từ kim loại bền chất lượng cao, hợp kim và các bộ phận của chúng. từ kim loại đen (thép, gang), ngoài ra, chúng còn được xử lý nhiệt (xi măng, đông cứng).
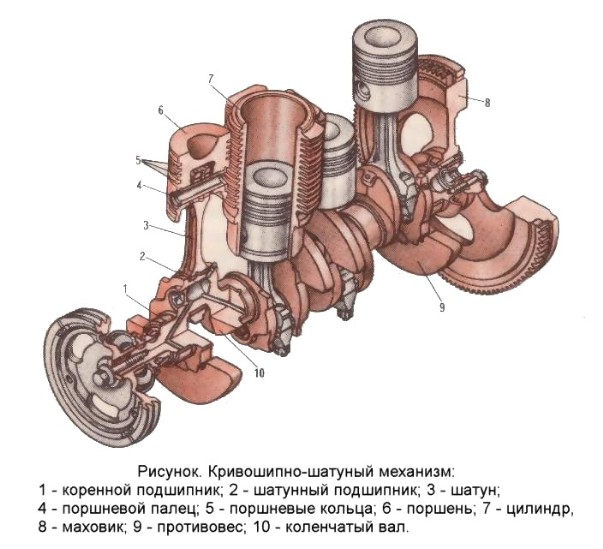
Hình 2 Cơ cấu tay quay: 1 – ổ đỡ chính; 2 – ổ trục thanh nối; 3 – thanh nối; 4 – chốt piston; 5 – vòng piston; 6 – pít-tông; 7 – xi lanh; 8 – bánh đà; 9 – đối trọng; 10 – trục khuỷu
Trong động cơ đốt trong Nhiên liệu cháy bên trong xi lanh và nhiệt lượng tỏa ra được chuyển thành công việc cơ khí. Chu trình làm việc là một tập hợp các quy trình được lặp lại định kỳ theo một trình tự nhất định trong một hình trụ. Ở động cơ bốn thì, chu trình làm việc được hoàn thành theo bốn kỳ: nạp, nén, công suất (cháy và giãn nở) và xả, hay nói cách khác là trong hai vòng quay của trục khuỷu.
Hành trình là một quá trình xảy ra trong xi lanh trong một hành trình của piston.
Hành trình S của piston là quãng đường mà piston đi từ điểm chết này đến điểm chết khác.
Điểm chết là vị trí cực trên và cực dưới của piston, tại đó tốc độ của nó bằng không. Tâm điểm chết trên viết tắt là t.m.t., điểm chết dưới viết tắt là b.m.t.
Chuyển vị xi lanhV. R- thể tích do piston nhả ra khi chuyển động từ trên xuống. b.m.t.
Dung tích là thể tích làm việc của tất cả các xi lanh động cơ.
Thể tích buồng đốtV. c- thể tích hình thành phía trên pít-tông khi pít-tông ở ĐCT.
Tổng thể tích xi lanh V Plà thể tích làm việc của nó cộng với thể tích của buồng cháy.
Nguồn chỉ báo- công suất sinh ra do khí giãn nở trong quá trình đốt cháy nhiên liệu trong xi lanh động cơ (không tính đến tổn thất).
Công suất hiệu dụng là công suất nhận được ở bánh đà trục khuỷu. Nó thấp hơn 10 - 15% so với chỉ số do tổn thất ma sát trong động cơ và dẫn động các cơ cấu và dụng cụ phụ trợ của nó.
Công suất lít là công suất hiệu dụng cao nhất thu được từ một lít dung tích (chuyển vị) của động cơ hình trụ.
Chu trình làm việc của động cơ bốn thì xảy ra như sau.
Đột quỵ đầu tiên là hấp thụ. Khi piston di chuyển từ T.M.T. (xuống) do thể tích trong xi lanh tăng lên, chân không được tạo ra, dưới tác động của nó, hỗn hợp dễ cháy (hơi xăng với không khí) đi vào xi lanh từ bộ chế hòa khí thông qua van đầu vào đang mở. Trong xi lanh, hỗn hợp dễ cháy được trộn với khí thải còn lại trong xi lanh từ chu trình làm việc trước và tạo thành hỗn hợp làm việc.
Đột quỵ thứ hai là nén. Piston di chuyển lên trên trong khi cả hai van đều đóng. Khi thể tích trong xi lanh giảm, hỗn hợp làm việc bị nén.
Đột quỵ thứ ba là đột quỵ làm việc. Khi kết thúc hành trình nén, hỗn hợp công tác được đốt cháy bằng tia lửa điện và nhanh chóng cháy hết (trong 0,001 - 0,002 s). Trong trường hợp này, một lượng nhiệt lớn được giải phóng và các khí giãn nở tạo ra áp suất mạnh lên piston, di chuyển nó xuống. Lực ép khí từ piston được truyền qua chốt piston và thanh truyền tới trục khuỷu, tạo ra một mô men xoắn nhất định lên nó. Như vậy, trong quá trình làm việc, nhiệt năng được chuyển thành công cơ học.
Biện pháp thứ tư là giải phóng. Sau khi thực hiện công có ích, piston di chuyển lên trên và đẩy khí thải ra ngoài qua van xả đang mở.
Qua chu trình làm việc của động cơ có thể thấy rằng công việc hữu ích chỉ được thực hiện trong hành trình làm việc, còn ba hành trình còn lại là hành trình phụ. Để đảm bảo trục khuỷu quay đều, một bánh đà có khối lượng đáng kể được lắp ở đầu của nó. Bánh đà nhận năng lượng trong hành trình làm việc và dành một phần năng lượng đó để thực hiện các hành trình phụ.
Để nhận được thêm sức mạnh và sự quay đều của trục khuỷu tạo nên động cơ nhiều xi-lanh. Vì vậy, ở động cơ bốn xi-lanh, đối với hai vòng quay của trục khuỷu, không phải một mà là bốn hành trình công suất.
3. Đồ dùng, thiết bị, dụng cụ dạy học
3.1. Áp phích giáo dục, giá đỡ với các phần của CVM, các thành phần riêng lẻ và các bộ phận của CVM
4. Trình tự công việc
4.1 Nghiên cứu nguyên lý hoạt động của trục khuỷu
4.2 Nghiên cứu thiết kế dẫn động trục khuỷu
4.3 Nghiên cứu các bộ phận cố định và chuyển động của trục khuỷu
5. Nội dung của báo cáo
5.1 Mô tả nnghĩa, thiết bị chung và hoạt độngTạiKShM
5.2 VỀmô tả nguyên lý hoạt động của KSHM
5.3 Mô tả vềtính năngđến cô ấylắp ráp các bộ phận, cụm lắp ráp của KSHM
5.4 Vẽ vớiviềnTạiKShM
5. 5 . mô tả tôivật liệutrứng, Pcó thể sử dụng đượcXđể sản xuất các bộ phận KSHM
6. Câu hỏi bảo mật
6.1. Nmục đích, thiết kế và nguyên lý hoạt động của trục khuỷu?
6.2. ĐẾNMô tả ngắn gọn mang tính xây dựng về các yếu tố có trong KSHM?
6.3. PQuy trình vận hành của động cơ bốn, sáu và tám thì là gì?
6.4. Pvật liệu dùng để chế tạo các bộ phận trục khuỷu động cơ?
6.5. VỚIphương pháp cố định trục khuỷu khỏi chuyển động dọc trục trong động cơ đang nghiên cứu?
6.6. ĐẾNLàm thế nào để đặt piston của xi lanh thứ nhất về TDC?
6.7. VỀnhững đặc điểm chính của thiết kế trục khuỷu của động cơ đang nghiên cứu?
6.8. VỀthông số động cơ chính?
6.9. ĐẾNphân loại động cơ?
6.10. DKhử oxy động cơ được sử dụng để làm gì?
6.11 . VỚIcác biện pháp nâng cao độ tin cậy của các bộ phận và cụm máy trục khuỷu?
Danh sách văn học
Borovskikh Yu.L., Klennikov V.M., thiết kế phương tiện. Trường Cao Đẳng M, 1983
Mikhailovsky E.V., Serebrykov E.Ya. "Cấu trúc ô tô". Kỹ thuật cơ khí, 1985
Sosnin D. A."Tự động điện tử", SOLON-R, 2001
Sosnin D.A., Kolesnichenko V.N. “Các khía cạnh lý thuyết của hệ thống đánh lửa điện tử hiện đại cho động cơ đốt trong.” Bộ sưu tập các tác phẩm của MADI. 1981
Spinov V.R. « Hệ thống phun động cơ xăng» Thạc sĩ Cơ khí, 1995
Selifonov V.V., Biryukov M.K. “Thiết kế và bảo trì xe buýt”, bộ sách giáo khoa liên bang về lái xe.
YUTT V.E. Thiết bị điện ô tô, - M Transport, 1989-
M.N. Fesenko Lý thuyết, thiết kế và tính toán thiết bị điện ô tô và máy kéo M - kỹ thuật cơ khí.
Cơ cấu tay quay (CPM) là một cơ cấu quan trọng của động cơ ô tô, có nhiệm vụ biến chuyển động tịnh tiến của hệ thống piston thành chuyển động quay của trục khuỷu động cơ, từ đó chuyển động này được truyền đến các bánh xe ô tô, làm cho ô tô chuyển động.
Nguyên lý hoạt động của cơ cấu tay quay
Dưới áp suất của khí hình thành trong xi lanh động cơ trong quá trình đốt cháy hỗn hợp nhiên liệu-không khí, piston di chuyển về phía trục khuỷu.
Các bộ phận quan trọng của cơ cấu, cụ thể là piston, thanh truyền và trục, giúp chuyển chuyển động tịnh tiến thành chuyển động quay, từ đó bắt đầu chuyển động quay của các bánh xe ô tô.
"Trục." Theo giấy phép miền công cộng từ Wikimedia Commons - https://commons.wikimedia.org/wiki/File:Cshaft.gif#mediaviewer/%D0%A4%D0%B0%D0%B9%D0%BB:Cshaft.gif
TRONG thứ tự ngược lại sự tương tác giữa trục và piston như sau: trục, trong quá trình chuyển động quay qua các bộ phận của cơ cấu - trục, thanh truyền và piston sẽ chuyển năng lượng thành chuyển động tịnh tiến của piston.
Bởi A. Schierwagen sử dụng OpenOffice Draw, qua Wikimedia Commons
Cơ cấu tay quay hoạt động như thế nào?

Ảnh: http://mediaport.net.ua
Cơ cấu bao gồm các bộ phận chuyển động và đứng yên.
Các bộ phận loại di chuyển:
- pít tông;
- vòng gạt dầu (1);
- vòng nén (2);
- chốt piston (3);
- vòng giữ (4);
- thanh kết nối;
- vỏ thanh nối (5);
- bu lông lắp (6);
- chèn (7);
- ống lót (8);
- trục khuỷu;
- trục khuỷu (9);
- đối trọng (10);
- cổ răng hàm (11);
- bánh đà
Các bộ phận loại cố định:
- khối và đầu xi lanh;
Piston có vòng và chốt
pít tông là một phần hình trụ nhỏ được làm bằng hợp kim nhôm. Mục đích chính của nó là chuyển đổi áp suất của khí thoát ra thành chuyển động tịnh tiến truyền đến thanh kết nối. Chuyển động qua lại được đảm bảo bởi tay áo.
Piston bao gồm một váy, một đầu và một đáy (đáy). Đáy có thể có hình dạng khác nhau (lồi, lõm hoặc phẳng) và nó chứa buồng đốt. Trên đầu có các rãnh nhỏ để làm vòng piston (cạo dầu và nén).
Các vòng loại nén ngăn các khí có thể xâm nhập vào cacte động cơ và các vòng loại loại bỏ thấp được thiết kế để loại bỏ dầu thừa khỏi thành xi lanh.
Váy được trang bị các trùm đặc biệt có lỗ để lắp chốt piston nối piston và thanh truyền.
thanh kết nối
Thanh kết nối là một bộ phận khác của trục khuỷu, được làm bằng thép bằng cách dập hoặc rèn, được trang bị các khớp bản lề. Thanh kết nối được thiết kế để truyền năng lượng chuyển động từ piston sang trục.
Thanh kết nối bao gồm một đầu phía trên, có thể thu gọn và một thanh. Đầu trên được nối với chốt piston. Đầu đóng mở phía dưới có thể được kết nối với cổ trục bằng nắp (thanh kết nối).
Tay quay (đầu gối)
Thanh kết nối piston được gắn vào bất kỳ tay quay nào (khuỷu tay). Thông thường tay quay được đặt cách trục của các tạp chí trong một bán kính nhất định, điều này quyết định hành trình của piston. Chính chi tiết này đã đặt tên cho cơ cấu tay quay.
Trục khuỷu
Một bộ phận chuyển động khác của cơ cấu có cấu hình phức tạp, được làm bằng gang hoặc thép. Mục đích chính của trục là chuyển chuyển động tịnh tiến của piston thành mômen quay.
Trục khuỷu bao gồm các tạp chí (chính, thanh kết nối), má (nối các tạp chí) và các đối trọng. Má tạo sự cân bằng trong quá trình hoạt động của toàn bộ cơ chế. Bên trong cổ và má được trang bị các lỗ nhỏ để cung cấp dầu dưới áp lực.
Bánh đà
Bánh đà thường được lắp ở cuối trục. Được làm từ gang. Bánh đà được thiết kế để tăng khả năng quay đều của trục để khởi động động cơ bằng bộ khởi động.
Hiện nay, loại bánh đà khối lượng kép được sử dụng phổ biến hơn - hai đĩa được kết nối khá chặt chẽ với nhau.
Khối xi lanh
Đây là bộ phận đứng yên của trục khuỷu, được làm bằng gang hoặc nhôm. Khối được thiết kế để dẫn hướng các piston, chính trong đó toàn bộ quá trình làm việc được thực hiện.
Khối xi lanh có thể được trang bị áo làm mát, bệ đỡ (trục cam và trục khuỷu) và điểm lắp.
Đầu xi-lanh
Bộ phận này được trang bị buồng đốt, các đường dẫn (hút và xả), lỗ bugi, ống lót và ghế ngồi. Đầu xi lanh được làm bằng nhôm.
Giống như khối, phần đầu cũng có áo làm mát nối với áo xi lanh. Nhưng độ kín của kết nối này được đảm bảo bằng một miếng đệm đặc biệt.
Đầu được đóng lại bằng một nắp có tem nhỏ, giữa chúng có lắp một miếng đệm cao su chống dầu.
Piston, ống lót xi lanh và thanh kết nối tạo thành cái mà người lái xe thường gọi là xi lanh. Một động cơ có thể có từ một đến 16 xi-lanh, và đôi khi nhiều hơn. Càng nhiều xi-lanh, tổng dung tích của động cơ càng lớn và theo đó, công suất của nó càng lớn. Nhưng bạn cần hiểu rằng đồng thời với sức mạnh, mức tiêu hao nhiên liệu cũng tăng lên. Các xi lanh trong động cơ có thể được sắp xếp theo các cách bố trí khác nhau:
- thẳng hàng (trục của tất cả các hình trụ nằm trong cùng một mặt phẳng)
- Bố cục hình chữ V(trục xi lanh nằm ở một góc 60 hoặc 120 độ trong hai mặt phẳng)
- bố trí đối lập (trục xi lanh nằm ở góc 180 độ)
- Bố cục VR (tương tự như hình chữ V, nhưng các mặt phẳng được đặt ở một góc nhỏ so với nhau)
- Bố cục hình chữ W là sự kết hợp trên một trục khuỷu của hai bố trí VR nằm theo hình chữ V có độ lệch so với phương thẳng đứng
Sự cân bằng của động cơ cũng như kích thước của nó phụ thuộc vào cách bố trí. Động cơ boxer có độ cân bằng tốt nhất nhưng lại ít được sử dụng trên ô tô do đặc điểm thiết kế.
Động cơ sáu xi-lanh thẳng hàng cũng có khả năng cân bằng tuyệt vời, nhưng việc sử dụng nó trên xe ô tô hiện đại gần như không thể do tính cồng kềnh của nó. Động cơ hình chữ V và hình chữ W được sử dụng phổ biến nhất do sự kết hợp tốt nhất giữa các đặc tính động học và tính năng thiết kế.
Bộ Giáo dục và Khoa học Cộng hòa Tatarstan
Đề tài “Mục đích và thiết kế cơ cấu tay quay của động cơ đốt trong”
Được soạn bởi:
Người giám sát:
giáo viên
năm 2014
Giới thiệu 3
1 Mục đích, cấu tạo và hoạt động 6
2 Bảo trì và sửa chữa 18
2.1 Những trục trặc cơ bản Nguyên nhân. Dấu hiệu 18
2.2 Phương pháp khắc phục sự cố, chẩn đoán, điều chỉnh và làm sạch 18
2.3 Công việc thường xuyên 19
2.4 Các khuyết điểm chính của thiết bị KSHM 21
2.5 Phương pháp loại bỏ khuyết tật 24
3 Tổ chức nơi làm việc của thợ sửa ô tô và các biện pháp đảm bảo an toàn khi sửa chữa 39
4 Bảo vệ môi trường khỏi tác hại vận tải đường bộ 53
4.1 Vận tải cơ giới là nguồn gây ô nhiễm không khí chính. 53
4.2 Ô nhiễm đất ven đường 54
4.3 Ô nhiễm nguồn nước. Xử lý nước thải 56
4.4 Tiếng ồn giao thông và các tác động vật lý khác 58
4.5 Bảo vệ chống ô nhiễm giao thông 61
Danh sách tài liệu đã sử dụng 63
Giới thiệu
“Bộ xương” của động cơ có thể được coi là cơ cấu tay quay (CCM), dùng để chuyển chuyển động tịnh tiến của piston thành chuyển động quay của trục khuỷu, và giống như bất kỳ bộ xương nào, bao gồm các bộ phận chuyển động và đứng yên. Khối xi lanh với phần trên của cacte, đầu xi lanh và chảo dầu đứng yên (về bản chất, con rùa và mai của nó cùng tồn tại); Trục khuỷu, thanh truyền và piston có thể di chuyển được. Trục khuỷu là cơ cấu động cơ chịu tải nhiều nhất và chịu mài mòn nhiều nhất.
Trong cơ cấu tay quay (CSM), lực quán tính của khối lượng chuyển động tịnh tiến (LMM) và khối lượng chuyển động quay tác dụng. Lực quán tính của PDM là do khối lượng của nhóm piston (phần piston-vòng-chốt-đỉnh của thanh truyền) gây ra. Lực quán tính của các khối lượng quay gây ra khối lượng của chốt khuỷu, má trục khuỷu và phần dưới của thanh truyền. Để “giảm bớt” lực quán tính của PDM bậc 1 và lực quán tính của VM, khi tính toán trục khuỷu, các đối trọng đặc biệt và (hoặc) sự mất cân bằng trong bánh đà được thiết kế. Khi được sản xuất tại nhà máy, cụm trục khuỷu với bánh đà đi qua cân bằng động dựa trên khối lượng được xác định nghiêm ngặt của bộ piston, do đó bạn không thể sử dụng bánh đà từ trục khuỷu khác. Khi lắp ráp bộ piston, dung sai trọng lượng chỉ vài gram trên tổng trọng lượng. Vi phạm các điều kiện này dẫn đến xuất hiện rung động trong quá trình vận hành động cơ và các bộ phận trục khuỷu bị mòn sớm.
Chúng ta hãy liệt kê các “bệnh” chính và các triệu chứng do hoạt động bất thường của trục khuỷu và đai truyền động.
Nếu động cơ không phát triển toàn bộ sức mạnh, khởi động không tốt, hao điện, nóng, đây có thể là hậu quả của việc giảm độ nén trong xi-lanh động cơ. Một trong những nguyên nhân là do mòn hoặc dính (mất tính di động và lỏng lẻo với thành xi lanh) của các vòng piston. Một nguyên nhân khác chỉ xảy ra ở động cơ xăng là sự hình thành cặn xốp trên van nạp. Kết quả là việc làm đầy xi lanh bị giảm sút và công suất giảm. Rò rỉ ở miếng đệm giữa khối và đầu cũng sẽ gây ra một loạt triệu chứng khó chịu.
Nhiều trục trặc có thể được xác định bằng tai: tiếng gõ kim loại khi động cơ nguội, biến mất khi động cơ nóng lên, là hậu quả của việc mòn váy piston (trone); tiếng gõ mạnh khi thay đổi tốc độ do mòn chốt piston lủng lẳng trên các ông chủ; tiếng gõ nhẹ khi thay đổi tốc độ, lớp lót bị mòn. Vắng mặt khe hở nhiệt(hậu quả của việc đóng van không hoàn toàn) gây ra tiếng kêu lạch cạch trong ống nạp và ống xả. Trong một tiếng gõ kim loại sắc bén dưới nắp van kèm theo hiện tượng mất điện, nguyên nhân là do khe hở nhiệt ở bộ dẫn động van bị lỗi.
Nguyên nhân gây ra tiếng gõ dưới nắp van có thể là do vi phạm việc điều chỉnh hoặc hỏng bộ bù thủy lực, nếu có. Trong trường hợp này, tình hình có thể được khắc phục bằng cách sử dụng hóa chất tự động.
Hoạt động chính xác sửa chữa động cơ là vô cùng cần thiết, vì việc sửa chữa nó là một quá trình khá tốn kém và tốn nhiều công sức. Và điều này chủ yếu áp dụng cho cơ cấu tay quay.
Tuổi thọ hoạt động của động cơ là khoảng thời gian hoạt động binh thươngđộng cơ không có nó xem xét lại. Vì xe ô tô nội địa Tuổi thọ động cơ khoảng 150 - 200 nghìn km, đối với xe nước ngoài có phần cao hơn một chút.
Động cơ cũng yêu cầu điều chỉnh định kỳ. Cần phải tuân thủ lịch bảo dưỡng các cơ chế, hệ thống của nó theo khuyến cáo của nhà sản xuất xe.
Yếu tố đầu tiên làm giảm tuổi thọ động cơ là xe thường xuyên quá tải.
Yếu tố thứ hai ảnh hưởng đến tuổi thọ động cơ là lái xe ở tốc độ cao nhất có thể trong thời gian dài.
Yếu tố thứ ba làm tăng tốc độ mài mòn động cơ là môi trường. Không khí bẩn và đường bẩn không chỉ rút ngắn tuổi thọ của con người mà còn có tác động phá hủy cấu trúc kim loại, làm giảm tuổi thọ động cơ. Vì vậy, cần thay bộ lọc kịp thời, sử dụng dầu, xăng sạch bất cứ khi nào có thể và theo dõi tình trạng bên ngoài của động cơ ô tô.
1 Mục đích, cấu tạo và hoạt động
Cơ cấu tay quay được thiết kế để biến chuyển động tịnh tiến của piston trong xi lanh thành chuyển động quay của trục khuỷu động cơ.
Cơm. 1 Tổng quan về động cơ bốn xi-lanh (mặt cắt dọc và mặt cắt ngang)
1 khối trụ; 2 đầu xi lanh; 3 chảo dầu động cơ; 4 piston có vòng và chốt; 5 thanh nối; 6 trục khuỷu; 7 bánh đà; trục cam 8; 9 đòn bẩy; 10 van nạp; 11 van xả; lò xo 12 van; 13 kênh đầu vào và đầu ra
Đối với động cơ bốn xi-lanh, cơ cấu tay quay bao gồm:
- khối xi lanh với cacte,
- đầu xi lanh,
- bể chứa động cơ,
- piston có vòng và chốt,
- thanh kết nối,
- trục khuỷu,
- bánh đà.
Cơ cấu tay quay của cơ cấu tay quay động cơ bao gồm hai nhóm bộ phận: đứng yên và chuyển động.
Các bộ phận cố định bao gồm khối động cơ, đóng vai trò là cơ sở của động cơ, xi lanh, đầu hoặc đầu xi lanh và chảo dầu.
Bộ phận chuyển động là các piston có vòng và chốt piston, thanh truyền, trục khuỷu, bánh đà.
Cơ cấu tay quay cảm nhận áp suất khí trong hành trình đốt cháy-giãn nở và chuyển chuyển động tịnh tiến tịnh tiến của piston thành chuyển động quay của trục khuỷu.
Đối với động cơ hình chữ V, khối xi lanh là một khối đúc lớn, ở bên ngoài và bên trong lắp đặt tất cả các cơ cấu và hệ thống. Khối xi lanh không chỉ kết hợp các xi lanh, thanh truyền và nhóm piston mà còn kết hợp các hệ thống động cơ khác. Nó là lõi của động cơ, chứa nhiều vật đúc và lỗ khoan, vòng bi và phích cắm. Trục khuỷu quay (trên các ổ trục) trong khối xi lanh. Chất lỏng của hệ thống làm mát lưu thông trong các khoang bên trong của khối và các kênh dầu của hệ thống bôi trơn động cơ cũng đi qua đó. Hầu hết các phụ tùng của động cơ đều được gắn trên khối xi lanh.
Phần dưới của khối là một cacte, trong các thanh ngang đúc có các ghế đỡ ổ trục trục khuỷu. Vật đúc này thường được gọi là cacte.
Ở phần giữa của khối trụ có các lỗ để lắp ổ trượt dưới các ổ đỡ trục cam. Mặt phẳng của đầu nối khối có thể chạy dọc theo trục của trục khuỷu hoặc dịch chuyển xuống dưới so với trục khuỷu. Một chảo thép có tem được gắn vào đáy cacte, đóng vai trò là nơi chứa dầu. Thông qua các kênh trong khối, dầu từ bể chứa được cung cấp cho các bộ phận cọ xát của động cơ.
Trên động cơ hình chữ V, để tăng độ cứng của khối xi lanh, mặt phẳng phân khuôn của nó nằm phía dưới trục trục khuỷu.
Khối đúc xi lanh có một lớp vỏ để làm mát động cơ bằng chất lỏng, đây là một khoang giữa các thành của khối và bề mặt bên ngoài của lớp lót chèn. Chất làm mát được cung cấp cho áo làm mát thông qua hai kênh nằm ở hai bên của khối xi lanh. Vỏ bánh răng định thời được gắn vào mặt trước của khối xi lanh và vỏ ly hợp được gắn ở phía sau.
Khối trụ được đúc từ gang xám hoặc hợp kim nhôm.
Bề mặt làm việc của xi lanh dẫn hướng chuyển động của piston và cùng với nó và đầu xi lanh tạo thành một không gian kín trong đó diễn ra chu trình vận hành của động cơ. Để đảm bảo piston và vòng piston vừa khít với xi lanh và để giảm lực ma sát giữa chúng, khoang bên trong của xi lanh được xử lý cẩn thận với độ chính xác và sạch sẽ cao, do đó nó được gọi là gương xi lanh.
Các xi lanh có thể được đúc liền với thành của áo làm mát hoặc được sản xuất riêng biệt với khối ở dạng ống lót. Loại thứ hai được chia thành các lớp lót “khô”, được ép thành khối khoan và các lớp lót “ướt” có thể thay thế được, được rửa từ bên ngoài bằng chất làm mát.
Khi hỗn hợp làm việc bị đốt cháy, phần trên của xi lanh trở nên rất nóng và chịu tác dụng oxy hóa của các sản phẩm cháy, do đó, các vật liệu chèn ngắn - lớp lót khô dài 40 - 50 mm - thường được ép vào phần trên của xi lanh. khối hoặc lót.
Các miếng chèn được làm bằng gang hợp kim, có khả năng chống mài mòn và ăn mòn cao.
Khi lắp ống bọc ướt, mặt của nó nhô ra phía trên mặt phẳng phân chia 0,02 - 0,15 mm. Điều này cho phép nó được bịt kín bằng cách kẹp hạt xuyên qua miếng đệm giữa khối và đầu xi lanh. Ở phần dưới, tay áo được bịt kín bằng hai vòng cao su hoặc gioăng đồng lắp dọc theo đầu đai dưới của tay áo. Công dụng chính của lớp lót ướt trong động cơ là do chúng mang lại khả năng tản nhiệt tốt hơn. Điều này làm tăng hiệu suất và tuổi thọ của các bộ phận thuộc nhóm xi lanh-piston, đồng thời giảm chi phí liên quan đến việc sửa chữa động cơ trong quá trình vận hành.
Đầu xi lanh là bộ phận quan trọng thứ hai và lớn nhất của động cơ. Đầu chứa buồng đốt, van và bugi đánh lửa xi lanh, trục cam có cam quay trên ổ trục. Cũng giống như khối xi lanh, đầu của nó có các rãnh và khoang chứa nước, dầu. Đầu được gắn vào khối xi lanh và khi động cơ hoạt động sẽ tạo thành một tổng thể duy nhất với khối.
Đầu xi lanh chứa các buồng đốt, chứa các van nạp và xả, bugi hoặc kim phun.
Các bộ phận và cụm dẫn động cơ cấu van được gắn vào đầu xi lanh.
Hình dạng của buồng cháy có ảnh hưởng đáng kể đến quá trình hình thành hỗn hợp ở cả động cơ chế hòa khí và động cơ diesel. Trong động cơ chế hòa khí, buồng hình bán cầu và hình nêm có van trên cao là phổ biến nhất. Để tạo ra một con dấu, một miếng đệm được lắp đặt giữa khối và đầu xi lanh, và đầu được cố định vào khối xi lanh bằng đinh tán và đai ốc. Miếng đệm phải bền, chịu nhiệt và đàn hồi.
Pít-tông nhận áp suất khí trong quá trình truyền lực và truyền nó qua chốt pít-tông và thanh nối tới trục khuỷu. Piston là một loại thủy tinh hình trụ ngược được đúc từ hợp kim nhôm. Trên đỉnh piston có một đầu có rãnh để lắp các vòng piston vào. Bên dưới đầu có một chiếc váy dẫn hướng chuyển động của piston. Váy pít-tông có các trùm có lỗ để lắp chốt pít-tông.
Khi động cơ đang chạy, piston nóng lên sẽ nở ra và nếu không có khe hở cần thiết giữa nó và gương xi lanh, nó sẽ kẹt trong xi lanh và động cơ sẽ ngừng hoạt động. Tuy nhiên, khoảng cách lớn giữa piston và gương xi lanh cũng là điều không mong muốn, vì điều này dẫn đến sự thoát ra của một số khí vào cacte động cơ, giảm áp suất trong xi lanh và giảm công suất động cơ. Để tránh piston bị kẹt khi động cơ nóng, đầu piston được làm bằng đường kính nhỏ hơn váy và bản thân mặt cắt ngang của váy không phải là hình trụ mà có dạng hình elip với trục chính của nó trong mặt phẳng vuông góc với chốt piston. Có thể có một vết cắt trên váy piston. Nhờ hình bầu dục và đường cắt, váy giúp piston không bị kẹt khi động cơ nóng.
Các vòng piston được sử dụng trong động cơ được chia thành các vòng nén và vòng gạt dầu.
Các vòng nén bịt kín khe hở giữa piston và xi lanh, đồng thời có tác dụng làm giảm sự thoát khí từ xi lanh vào cacte, đồng thời các vòng loại bỏ thấp sẽ loại bỏ dầu thừa ra khỏi gương xi lanh và ngăn dầu xâm nhập vào buồng đốt. Nhẫn bằng gang hoặc thép có vết cắt (khóa).
Khi lắp piston vào xi lanh, vòng piston được nén trước nên nó vừa khít với gương xi lanh khi giải nén. Trên các vòng có các phần vát, do đó vòng bị cong vênh một chút và ma sát với gương hình trụ nhanh hơn, đồng thời hiệu quả bơm của các vòng bị giảm.
Khi lắp các vòng trên piston, ổ khóa của chúng phải được đặt theo các hướng khác nhau.
Chốt piston được dùng để nối piston với đầu trên của thanh truyền. Các lực đáng kể được truyền qua các ngón tay nên chúng được làm từ thép hợp kim hoặc thép carbon, sau đó được cacbon hóa hoặc làm cứng bằng nhiệt tần số cao. Chốt piston là một ống có thành dày với bề mặt ngoài được mài cẩn thận, đi qua đầu trên của thanh kết nối và tựa vào các trùm piston ở hai đầu của nó.
Theo phương pháp kết nối giữa thanh truyền và piston, các chốt được chia thành dạng nổi và dạng cố định (thường ở đầu thanh nối). Được sử dụng rộng rãi nhất là các chốt piston nổi, quay tự do trong các ông chủ và trong ống lót được lắp ở đầu trên của thanh kết nối. Chuyển động dọc trục của chốt piston bị hạn chế bởi các vòng giữ nằm trong hốc của các đầu piston.
Khi động cơ đang chạy, có thể gõ ngón tay vào các trùm piston do hệ số tuyến tính của hợp kim và thép khác nhau.
Thanh truyền có tác dụng nối piston với tay quay trục khuỷu và đảm bảo truyền lực từ áp suất khí lên piston đến trục khuỷu trong hành trình trợ lực và trong các hành trình phụ (nạp, nén, xả), ngược lại, từ trục khuỷu tới piston. Khi động cơ chạy, thanh truyền thực hiện chuyển động phức tạp. Nó di chuyển qua lại dọc theo trục xi lanh và dao động so với trục vòng piston.
Thanh kết nối được dập từ hợp kim hoặc thép cacbon. Nó bao gồm một thanh hai phần, đầu trên, đầu dưới và nắp. Trong quá trình bôi trơn cưỡng bức chốt piston nổi (chủ yếu ở động cơ diesel), một lỗ xuyên được khoan trên thanh truyền - kênh dẫn dầu.
Đầu dưới, theo quy luật, được làm có thể tháo rời trong mặt phẳng vuông góc với trục của thanh kết nối. Trong trường hợp đầu dưới có kích thước đáng kể và vượt quá đường kính của hình trụ.
Vỏ bọc thanh kết nối được làm bằng thép giống như thanh kết nối và được gia công cùng với đầu dưới nên không được phép di chuyển vỏ bọc từ thanh kết nối này sang thanh kết nối khác. Với mục đích này, các dấu được tạo ra trên các thanh kết nối và nắp để đảm bảo độ chính xác cao khi lắp ráp đầu dưới của thanh kết nối; vỏ của nó được cố định bằng đai bu lông được đánh bóng, được siết chặt bằng đai ốc và được cố định bằng chốt định vị hoặc vòng đệm. Đầu dưới lắp một ổ trục thanh nối dạng ống lót bằng thép thành mỏng, bên trong được phủ một lớp hợp kim chống ma sát.
Các lớp lót được giữ khỏi sự dịch chuyển và quay dọc trục bằng các phần nhô ra (ăng-ten) vừa khít với các rãnh của đầu dưới của thanh kết nối và vỏ bọc của nó. Một lỗ được tạo ra ở đầu dưới của thanh kết nối và trong các ổ trục để định kỳ phun dầu lên lỗ xi lanh hoặc lên trục cam.
Để cơ cấu tay quay được cân bằng tốt hơn, độ chênh lệch dầu giữa các thanh nối không được vượt quá 6 - 8 g, ở động cơ hình chữ V có hai thanh nối trên mỗi chốt khuỷu của trục khuỷu. Ở những động cơ này, để lắp ráp chính xác nhóm thanh truyền-piston, các piston và thanh kết nối được lắp đặt đúng theo nhãn hiệu.
Trục khuỷu chịu tác dụng của áp suất khí lên piston và lực quán tính của các khối lượng tịnh tiến của cơ cấu tay quay.
Các lực do pít-tông truyền đến trục khuỷu tạo ra mô-men xoắn, lực này được truyền đến các bánh xe ô tô bằng hộp số.
Trục khuỷu được chế tạo bằng cách dập từ thép hợp kim hoặc đúc từ gang có độ bền cao.
Trục khuỷu bao gồm các tạp chí chính và thanh kết nối, các đối trọng, một đầu sau có lỗ để lắp ổ bi của trục truyền động và một mặt bích để lắp bánh đà, một đầu phía trước để lắp bánh cóc tay quay và bánh răng định thời, một ròng rọc dẫn động quạt, một máy bơm chất lỏng và một máy phát điện.
Các tạp chí thanh kết nối với má tạo thành tay quay. Để dỡ các ổ trục chính khỏi lực ly tâm, người ta sử dụng các đối trọng được tích hợp với các má có rãnh cung cấp dầu hoặc được bắt vít vào chúng. Nếu có các tạp chí chính ở cả hai phía của tạp chí thanh kết nối thì trục khuỷu như vậy được gọi là trục khuỷu chịu lực hoàn toàn.
Các rãnh nghiêng được khoan vào má trục khuỷu để cung cấp dầu từ các ổ trục chính đến các hốc dầu, được chế tạo trong các trục khuỷu dưới dạng các rãnh có đường kính lớn được đóng bằng phích cắm ren. Các khoang này là các bẫy bụi bẩn, trong đó các sản phẩm mài mòn có trong dầu được thu gom dưới tác dụng của lực ly tâm trong quá trình quay của trục khuỷu.
Các ổ cắm trong khối xi lanh dành cho ổ trục chính và các nắp của chúng được chán với nhau nên khi lắp ráp động cơ chỉ được lắp vào đúng vị trí theo dấu. Vỏ ổ trục chính có thành mỏng được phủ cùng một hợp kim chống ma sát như vỏ ổ trục thanh kết nối và chỉ khác với vỏ ổ trục thanh kết nối về kích thước. Việc sử dụng rộng rãi các lớp lót thép-nhôm và thép chì ba kim loại là do lớp phủ chống ma sát có đặc tính chống sốc tốt và tăng độ bền. Các lớp lót được giữ để chống lại sự dịch chuyển và xoay theo chiều dọc bằng các phần nhô ra vừa khít với các rãnh tương ứng trong ổ cắm khối và nắp của chúng.
Tải trọng dọc trục của trục khuỷu trong hầu hết các động cơ chế hòa khí được hấp thụ bởi vòng đệm lực đẩy và các vòng đẩy bằng thép được lấp đầy bên trong bằng hợp kim chống ma sát SOS-6-6 có chứa chì, thiếc và antimon.
Tải trọng dọc trục của trục khuỷu của động cơ diesel được cảm nhận bởi hai cặp nửa vòng lực đẩy làm bằng đồng hoặc thép-nhôm, được lắp vào hốc của giá đỡ chính phía sau.
Bánh đà có tác dụng đảm bảo loại bỏ các piston khỏi điểm chết, trục khuỷu của động cơ nhiều xi-lanh quay đều hơn khi chạy không tải, giúp động cơ khởi động dễ dàng, giảm tình trạng quá tải tạm thời khi khởi động ô tô và truyền mô-men xoắn đến các bộ truyền động trong tất cả các động cơ. các chế độ vận hành. Bánh đà được làm bằng gang và được cân bằng động kết hợp với trục khuỷu. Trên mặt bích, bánh đà được định tâm ở một vị trí được xác định nghiêm ngặt bằng cách sử dụng các chốt hoặc bu lông để cố định nó vào mặt bích.
Một bánh răng vành được ép vào vành bánh đà, được thiết kế để quay trục khuỷu cùng với bộ khởi động khi khởi động động cơ. Các dấu hiệu được dán vào phần cuối hoặc vành bánh đà của nhiều động cơ để xác định tốc độ. m.t. của piston của xi lanh thứ nhất khi lắp đặt bộ đánh lửa (đối với động cơ bộ chế hòa khí) hoặc thời điểm bắt đầu cung cấp nhiên liệu (đối với động cơ diesel).
Cơ cấu tay quay gồm các bộ phận chính sau: xi lanh 7 (Hình 2), piston 6 với các vòng 5, thanh truyền 3 với ổ trục 2, chốt piston 4, trục khuỷu 10 với đối trọng 9, quay trong ổ trục 1 và bánh đà 8.
Các bộ phận của cơ cấu tay quay nhận biết áp suất cao (lên tới 6...8 MPa) của khí phát sinh từ quá trình đốt cháy nhiên liệu trong xi lanh, và một số trong chúng, ngoài ra, còn hoạt động ở nhiệt độ cao (350° trở lên) và ở nhiệt độ cao hơn. trục khuỷu tốc độ cao (trên 2000 phút ""). Để các bộ phận có thể hoạt động tốt trong thời gian dài (ít nhất 8...9 nghìn giờ) trong những điều kiện khó khăn như vậy, đảm bảo hiệu suất của động cơ, chúng được chế tạo với độ chính xác cao từ kim loại bền chất lượng cao, hợp kim và các bộ phận của chúng. từ kim loại đen (thép, gang), ngoài ra, chúng còn được xử lý nhiệt (xi măng, đông cứng).
Hình 2 Cơ cấu tay quay: 1 ổ đỡ chính; 2 ổ trục thanh nối; 3 thanh nối; chốt 4 piston; 5 vòng piston; 6 pít-tông; 7 xi lanh; 8 bánh đà; 9 đối trọng; 10 trục khuỷu
Trong động cơ đốt trong, nhiên liệu cháy bên trong xi lanh và nhiệt năng tỏa ra được chuyển thành công cơ học.
Chu trình làm việc là một tập hợp các quy trình được lặp lại định kỳ theo một trình tự nhất định trong một hình trụ. Ở động cơ bốn thì, chu trình làm việc được hoàn thành theo bốn kỳ: nạp, nén, công suất (cháy và giãn nở) và xả, hay nói cách khác là trong hai vòng quay của trục khuỷu.
Hành trình là một quá trình xảy ra trong xi lanh trong một hành trình của piston.
Hành trình S của piston là quãng đường mà piston đi từ điểm chết này đến điểm chết khác.
Điểm chết là vị trí cực trên và cực dưới của piston, tại đó tốc độ của nó bằng không. Tâm điểm chết trên viết tắt là t.m.t., điểm chết dưới viết tắt là b.m.t.
Thể tích làm việc của xi lanh V p là thể tích do piston nhả ra khi chuyển động từ trên xuống. b.m.t.
Dung tích làm việc của tất cả các xi lanh động cơ.
Thể tích buồng cháy V c là thể tích hình thành phía trên pít-tông khi pít-tông ở ĐCT.
Tổng thể tích của xi lanh Vп là thể tích làm việc của nó cộng với thể tích buồng cháy.
Chỉ báo công suất được phát triển bằng cách giãn nở khí trong quá trình đốt cháy nhiên liệu trong xi lanh động cơ (không tính đến tổn thất).
Công suất hiệu dụng nhận được ở bánh đà trục khuỷu. Nó thấp hơn 10-15% so với chỉ số do tổn thất ma sát trong động cơ và dẫn động các cơ cấu và dụng cụ phụ trợ của nó.
Công suất lít là công suất hiệu dụng cao nhất thu được từ một lít dung tích (chuyển vị) của động cơ hình trụ.
Chu trình làm việc của động cơ bốn thì xảy ra như sau.
Lượng đột quỵ đầu tiên. Khi piston di chuyển từ T.M.T. (xuống) do thể tích trong xi lanh tăng lên, chân không được tạo ra, dưới tác động của nó, hỗn hợp dễ cháy (hơi xăng với không khí) đi vào xi lanh từ bộ chế hòa khí thông qua van đầu vào đang mở. Trong xi lanh, hỗn hợp dễ cháy được trộn với khí thải còn lại trong xi lanh từ chu trình làm việc trước và tạo thành hỗn hợp làm việc.
Nén hành trình thứ hai. Piston di chuyển lên trên trong khi cả hai van đều đóng. Khi thể tích trong xi lanh giảm, hỗn hợp làm việc bị nén.
Đột quỵ thứ ba là đột quỵ làm việc. Khi kết thúc hành trình nén, hỗn hợp công tác được đốt cháy bằng tia lửa điện và nhanh chóng cháy hết (trong 0,001 0,002 s). Trong trường hợp này, một lượng nhiệt lớn được giải phóng và các khí giãn nở tạo ra áp suất mạnh lên piston, di chuyển nó xuống. Lực ép khí từ piston được truyền qua chốt piston và thanh truyền tới trục khuỷu, tạo ra một mô men xoắn nhất định lên nó. Như vậy, trong quá trình làm việc, nhiệt năng được chuyển thành công cơ học.
Việc phát hành biện pháp thứ tư. Sau khi thực hiện công có ích, piston di chuyển lên trên và đẩy khí thải ra ngoài qua van xả đang mở.
Từ chu trình vận hành của động cơ, rõ ràng công có ích chỉ được thực hiện trong hành trình công suất, còn ba hành trình còn lại là công phụ. Để đảm bảo trục khuỷu quay đều, một bánh đà có khối lượng đáng kể được lắp ở đầu của nó. Bánh đà nhận năng lượng trong hành trình làm việc và dành một phần năng lượng đó để thực hiện các hành trình phụ.
Để có được công suất lớn hơn và trục quay quay đều, động cơ được chế tạo nhiều xi-lanh. Vì vậy, ở động cơ bốn xi-lanh, đối với hai vòng quay của trục khuỷu, không phải một mà là bốn hành trình công suất.
2 Bảo trì và sửa chữa
2.1 Những trục trặc cơ bản Nguyên nhân. Dấu hiệu
KSHM trục trặc. Công suất động cơ giảm, tăng tiêu dùng dầu, nhiên liệu, khói và tiếng gõ tăng lên khi động cơ đang chạy - đây là những trục trặc chính của trục khuỷu.
Triệu chứng: Động cơ không phát huy hết công suất.
Nguyên nhân: độ nén giảm do mòn ống lót xi lanh, piston, gãy hoặc cháy xéc măng.
Dấu hiệu: tiêu hao dầu và nhiên liệu, động cơ hút thuốc.
Nguyên nhân: mòn các bộ phận của nhóm thanh truyền-piston, gãy các vòng piston, các vòng piston bị đóng cặn, trong các rãnh, rãnh trên các vòng nhả giới hạn, lỗ trên rãnh dành cho các vòng nhả giới hạn.
Dấu hiệu: trục khuỷu bị gõ.
Nguyên nhân: do áp suất và nguồn cung cấp dầu không đủ, hoặc do khe hở tăng lên không thể chấp nhận được giữa các cổ trục khuỷu với ổ trục chính và ổ trục thanh nối do các bộ phận này bị mòn.
Dấu hiệu: tiếng gõ của piston và chốt piston.
Nguyên nhân: biểu thị sự hao mòn của các bộ phận của thanh truyền và nhóm piston.
2.2 Phương pháp khắc phục sự cố, chẩn đoán, điều chỉnh và làm sạch
Trong trường hợp hao mòn đáng kể, các bộ phận trục khuỷu được phục hồi hoặc thay thế. Những công việc này thường được thực hiện bằng cách gửi chúng đi sửa chữa tập trung.
Có thể loại bỏ hiện tượng đóng cặn của các vòng piston trong các rãnh mà không cần tháo rời động cơ. Để thực hiện, vào cuối ngày làm việc, cho đến khi động cơ nguội, 20 g hỗn hợp gồm các phần bằng nhau gồm cồn biến tính và dầu hỏa được đổ vào mỗi xi-lanh qua lỗ bugi. Buổi sáng, khởi động động cơ và sau khi chạy ở tốc độ lạnh khoảng 10 - 15 phút thì dừng máy và thay dầu.
Chẩn đoán cơ cấu tay quay được thực hiện ở vị trí D-2. Khi xác định chất lượng lực kéo bị suy giảm, phải đo ở tất cả các xi-lanh của ô tô tại giá trị chất lượng lực kéo kinh tế.
Độ nén của động cơ được xác định bằng cách bật bugi khi động cơ ấm ở nhiệt độ t = 70-80C và không khí và van tiết lưu. Sau khi lắp đầu cao su của đồng hồ đo áp suất vào lỗ bugi của xi lanh đang thử, quay trục khuỷu cùng với bộ khởi động 10-15 vòng và ghi lại số chỉ trên đồng hồ đo áp suất. Độ nén phải là 0,75 - 0,80 MPa đối với ô tô đang hoạt động. Sự khác biệt về hiệu suất giữa các xi lanh không được quá 0,07 - 0,1 mPa.
2.3 Công việc thường xuyên
Bốn loại bảo trì đầu máy toa xe vận tải đường bộ sau đây được cung cấp:
- EO - bảo trì hàng ngày.
- TO-1 - bảo trì lần đầu.
- TO-2 - bảo trì lần thứ hai.
- SO - bảo trì theo mùa.
Bảo trì hàng ngày nhằm mục đích:
- thực hiện kiểm soát nhằm đảm bảo an toàn giao thông.
- để hỗ trợ vẻ bề ngoài, đổ đầy xăng, dầu, nước làm mát cho xe.
- dùng cho toa xe vận chuyển thực phẩm, thuốc trừ sâu, phân bón hóa học, chất phóng xạ.
EO bao gồm điều trị cơ thể đặc biệt. Việc rửa toa xe được thực hiện khi cần thiết, có tính đến các yêu cầu vệ sinh và thẩm mỹ.
TO-1 và TO-2 được thiết kế để giảm cường độ thay đổi các thông số về tình trạng kỹ thuật của đầu máy toa xe, xác định và ngăn ngừa sự cố và trục trặc, đồng thời tiết kiệm nhiên liệu và năng lượng.
Danh sách TO-1 bao gồm:
- kiểm tra tổng thể để kiểm tra tình trạng của cabin, bệ, kính, gương, ghế ngồi, biển số, khả năng sử dụng của cơ cấu cửa, khóa bên bệ.
- kiểm tra thiết bị đo, hệ thống sưởi và làm mờ kính chắn gió.
Trong TO-1, công việc điều khiển và chẩn đoán, siết chặt và điều chỉnh được thực hiện trên động cơ, bao gồm hệ thống làm mát và bôi trơn cho ly hợp, hộp số, truyền dẫn cardan, trục sau, tay lái và trục trước, hệ thống phanh, khung gầm, cabin, sàn, ghế. Các vấn đề rò rỉ, rò rỉ, buộc chặt và điều chỉnh được xác định và loại bỏ. Thực hiện bảo trì hệ thống cung cấp điện và các thiết bị điện, kiểm tra bằng cách kiểm tra tình trạng của các thiết bị, hệ thống điện và độ kín của các kết nối. Thực hiện công việc bôi trơn và làm sạch theo biểu đồ hóa học: bôi trơn qua bộ bôi trơn trước, kiểm tra dầu trong cacte, các bộ phận nếu cần - bổ sung, kiểm tra mức trong hệ thống phanh, nếu cần - đổ đầy, rửa bộ lọc, xả nước cặn từ bình nhiên liệu và vỏ bộ lọc mịn và làm sạch thô nhiên liệu ô tô.
Danh sách TO-2 bao gồm:
- kiểm tra chuyên sâu tình trạng của tất cả các bộ phận cơ khí, linh kiện, thiết bị của ô tô và loại bỏ các lỗi đã xác định.
- Danh sách TO-2 bao gồm đầy đủ danh sách các công trình của TO-1.
Để kiểm tra kỹ hơn những cục pin có thể tự nạp lại, các thiết bị của hệ thống cấp điện và thiết bị điện, bánh xe được tháo ra khỏi ô tô, được giám sát, điều chỉnh tại các bộ phận sản xuất của doanh nghiệp trên các giá đỡ và lắp đặt. Trước To-2, ô tô trải qua quá trình chẩn đoán và xác định lỗi, chúng được loại bỏ bằng cách sửa chữa liên tục, được thực hiện tùy thuộc vào khối lượng và tính chất của nó, trước khi bảo trì hoặc kết hợp với bảo trì.
TO-2 được thực hiện thường xuyên hơn trong các giờ làm ca, khi xe được cung cấp thời gian ngừng hoạt động.
CO được dùng để chuẩn bị cho toa xe vận hành vào mùa lạnh hoặc mùa ấm. Nó được thực hiện hai lần một năm và theo quy định, kết hợp với việc thực hiện TO-2 tiếp theo, bằng cách tăng danh sách công việc và cường độ lao động của công việc sau một cách tương ứng. Tuy nhiên, ở vùng khí hậu lạnh và nóng. CO được thực hiện như một loại dịch vụ độc lập, được lên kế hoạch riêng.
2.4 Khiếm khuyết chính của thiết bị KSHM
Khối xi lanh.
Khối xi lanh thuộc loại “bộ phận vỏ có thành dày”.
- chúng được chế tạo cho động cơ ZIL-130 từ gang xám số 3;
- NV 170…229, ZMZ-53 làm bằng hợp kim nhôm AL 4 (nắp ổ trục chính làm bằng gang dẻo KCh 35-10);
- YaMZ - làm bằng gang hợp kim;
- NV 170… 241 và KamAZ - từ gang xám SCh 21-44;
- NV 187...241, và nắp ổ đỡ chính - KCh 35-10, NV 121...163.
Trong quá trình sửa chữa, các nắp ổ trục chính và khối xi lanh không được tháo rời, vỏ ly hợp cũng vậy.
Các vết nứt trên khối xi lanh (cũng như các lỗ) là dấu hiệu khiếm khuyết của chúng. Tuy nhiên, có thể loại bỏ các lỗ hổng bằng cách lắp các miếng vá, và các vết nứt bằng cách hàn và bịt kín bằng vật liệu tổng hợp, sau đó là lắp đặt các bộ phận gia cố.
Khiếm khuyết lớn trong khối xi lanh.
- Các lỗ trên thành của áo làm mát hoặc cacte.
- Mòn các đầu của ổ đỡ chính thứ nhất.
- Các vết nứt và chip.
- Độ mòn của lỗ lắp phía dưới của ống bọc ngoài.
- Độ mòn của lỗ lắp phía trên cho ống bọc ngoài.
- Mòn lỗ cho bộ đẩy.
- Sự mài mòn của các lỗ trên ống lót của ổ trục cam.
- Sự mài mòn của vỏ ổ trục chính và độ lệch của chúng.
- Lỗ mòn cho ống lót trục cam.
Các khuyết tật chính của ống lót xi lanh.
- Lỗ piston bị mòn hoặc trầy xước.
- Đeo dây đai an toàn phía dưới.
- Dây đai an toàn phía trên bị mòn.
Các khuyết tật chính của trục khuỷu.
- Trục uốn cong.
- Sự mài mòn bề mặt bên ngoài của mặt bích.
- Độ lệch của bề mặt cuối của mặt bích.
- Mòn rãnh ống khói dầu.
- Lỗ chịu lực bị mòn.
- Lỗ mòn cho bu lông lắp bánh đà.
- Độ mòn của các tạp chí chính hoặc thanh kết nối.
- Độ mòn của tạp chí dưới trung tâm bánh răng và ròng rọc.
- Mòn rãnh then dọc theo chiều rộng.
- Tăng chiều dài cổ răng hàm trước.
- Tăng chiều dài của các tạp chí thanh kết nối.
Các khuyết tật chính của thanh kết nối.
- Uốn hoặc xoắn.
- Mặc lỗ đầu dưới.
- Mòn lỗ cho ống lót ở đầu trên.
- Lỗ mòn ở ống lót của đầu trên.
- Giảm khoảng cách giữa trục của đầu trên và đầu dưới.
Các khuyết tật chính của đầu xi lanh.
- Các lỗ, vết cháy và vết nứt trên thành buồng đốt, phá hủy các dây nối giữa các ổ cắm.
- Các vết nứt ở áo làm mát.
- Sự mài mòn, dấu vết hoặc lỗ sâu trên các mặt vát làm việc của các đế van.
- Ghế van bị mòn.
- Sự cong vênh của các bề mặt tiếp xúc với khối xi lanh.
- Mòn lỗ trên ống lót dẫn hướng.
- Lỗ mòn cho thanh dẫn hướng van.
- Gãy hoặc mòn ren của bugi.
Các khuyết tật chính của trục cam.
- Trục bị cong.
- Tạp chí mang mang.
- Mặc cam.
- Mặc lập dị.
- Tạp chí bị mòn dưới thiết bị đo thời gian.
2.5 Phương pháp loại bỏ khuyết tật
Khối xi lanh.
Các vết nứt trên khối xi lanh (cũng như các lỗ) là dấu hiệu khiếm khuyết của chúng. Tuy nhiên, có thể loại bỏ các lỗ hổng bằng cách lắp các miếng vá, và các vết nứt bằng cách hàn và bịt kín bằng vật liệu tổng hợp, sau đó là lắp đặt các bộ phận gia cố.
Trên các khối trụ bằng gang, trước khi hàn, các đầu của vết nứt được hàn bằng mũi khoan có đường kính 5 mm, sau đó cắt dọc theo toàn bộ chiều dài bằng bánh mài gắn trên máy mài khí nén hoặc điện ở góc 90. 0,120 đến 4/5 độ dày của tường. Quá trình hàn được thực hiện sau khi nung khối đến nhiệt độ 600...650C bằng ngọn lửa axetylen-oxy với đầu đốt có đầu số 3, sử dụng thanh gang có đường kính 5 mm và chất trợ dung-borax. Đường may phải nhô ra không quá 1,5 mm so với bề mặt kim loại cơ bản; tay áo và xỉ không được phép. Khi khối nguội đến 450C, quá trình hàn dừng lại và được nung lại đến nhiệt độ quy định. Sau khi hàn xong, khối được làm nguội từ từ.
Hàn có thể được thực hiện mà không cần làm nóng trước. Trong trường hợp này, hàn hồ quang điện được sử dụng với DC đảo cực trong môi trường argon trên máy A-547R bán tự động (dây điện cực MNZHKT đường kính 1,2 mm. Áp suất argon tại hồ quang hàn là 30...50 kPa, dòng điện là 125...150 A, điện áp là 27. ..39V). Khi sử dụng điện cực PANCH-11, có thể thực hiện hàn bán tự động mà không cần sử dụng khí bảo vệ. Các vết nứt mà không cần làm nóng trước khối có thể được hàn bằng điện cực MNCh-1, gồm dây Monel và Constantan có đường kính 3...4 mm, được phủ lớp phủ canxi florua (cường độ dòng điện 130 A, điện áp 30...35 V, độ cứng của kim loại định hướng HB 170). Đường hàn dày đặc và được xử lý tốt. Nên sử dụng điện cực OZCh-1 và Anch-1, nhưng việc xử lý đường nối của chúng rất khó khăn. Điện cực TsCh-3 và TsCh-4 được sử dụng để hàn các vết nứt mà không cần xử lý thêm.
Các vết nứt xuyên qua các jumper giữa các dây đai an toàn phía trên dưới ống lót xi lanh được sửa chữa bằng cách hàn và hàn bằng chất hàn LOMNA 49-1-10 sử dụng chất trợ dung FPSN-2. Trong trường hợp này, hàn khí được sử dụng. Nhiệt độ gia nhiệt, ngoại trừ đường may, không vượt quá 700...750C. Điều này làm giảm nguy cơ bị lạnh và hình thành các vết nứt, tăng năng suất lao động so với hàn bằng cách làm nóng trước các bộ phận, bảo toàn kích thước hình học của các bộ phận và độ bền kéo của mối hàn ít nhất là 300 MPa. Phương pháp này được khuyến khích sử dụng nếu cần có đường may chắc chắn, kín và được xử lý tốt.
Quy trình công nghệ hàn-hàn bao gồm cắt và tẩy vết nứt, làm nóng vết nứt đến nhiệt độ 300...400C, bôi và làm nóng chảy chất trợ dung với sự phân bổ đồng đều sau đó trên vết cắt, lấp đầy đường may bằng vật liệu hàn nóng, đóng búa vào đường may sau khi đã hàn xong. cứng lại bằng búa đồng.
Hàn vết nứt trong khối trụ đúc từ hợp kim nhôm có đặc điểm riêng: muốn vết nứt ở vị trí nằm ngang, không cần khoan các đầu vết nứt, rãnh và vùng rộng 15...20 mm. phải được làm sạch để có độ bóng kim loại và sau đó dùng búa đập nhẹ vào nơi vết nứt đi qua.
Trước khi hàn, việc đốt nóng cục bộ vùng vết nứt được thực hiện bằng ngọn lửa đốt gas đến nhiệt độ 300C. Vết nứt được hàn bằng phương pháp hàn hồ quang argon với dây phụ làm bằng hợp kim nhôm loại AK có đường kính 4...6 mm. Quá trình hàn được thực hiện trên hệ thống lắp đặt UGD-301 hoặc UGD 501, được thiết kế để hàn hồ quang argon. Để cố định điện cực vonfram, cung cấp dòng hàn cho nó và cung cấp khí bảo vệ cho vùng hồ quang, người ta sử dụng mỏ hàn GRAD-200 hoặc GRAD-400. Sau khi hàn, khối xi lanh được làm nguội từ từ bằng cách phủ một tấm amiăng lên khu vực được gia nhiệt. Đường hàn được bảo vệ khỏi cặn kim loại và oxit bám trên mặt phẳng của kim loại cơ bản bằng máy mài có bánh xe đường kính 50 mm, cấp 12AUO SMK. Sau đó khối được kiểm tra độ kín dưới áp suất 0,5 MPa.
Các vết nứt cũng có thể được bịt kín bằng keo epoxy nếu chúng không đi qua các bề mặt chịu lực bằng công nghệ sau.
Bề mặt xung quanh vết nứt được xử lý bằng đá phủ, bản thân vết nứt được cắt bằng máy mài góc 60...90 đến độ sâu bằng 3/4 độ dày thành.
Các đầu của vết nứt trên khối đúc từ gang được khoan bằng mũi khoan có đường kính 3...4 mm và cắm phích cắm bằng dây đồng hoặc nhôm vào các lỗ tạo thành.
Khu vực xung quanh vết nứt rộng 30 mm được làm nhám bằng cách phun bi hoặc khía khía và tẩy dầu mỡ bằng axeton.
Phủ lớp dán đầu tiên dày tới 1 mm lên bề mặt khô, di chuyển mạnh thìa trên bề mặt kim loại. Sau đó phủ lớp dán thứ hai có độ dày ít nhất 2 mm, di chuyển nhẹ nhàng thìa trên lớp đầu tiên. Tổng độ dày của lớp dán trên toàn bộ bề mặt là 3...4 mm. Khối này được đặt trong tủ sấy, ở đó nó được giữ ở nhiệt độ 100C trong khoảng 1 giờ, đồng thời đảm bảo độ cứng của keo epoxy. Sau khi đông cứng, những giọt nước dán được cắt bỏ và những chỗ không đều được xử lý bằng bánh mài.
Các lỗ được sửa chữa bằng cách dán các miếng vá. Miếng dán được dán lên các cạnh đã được làm sạch và tẩy dầu mỡ của lỗ, trên đó dán một miếng vá sợi thủy tinh dày 0,3 mm và lăn bằng con lăn. Miếng vá phải che lỗ ở tất cả các mặt khoảng 15...20 mm. Sau đó, lớp dán thứ hai được áp dụng cho miếng vá và bề mặt của khối xung quanh miếng vá và miếng dán thứ hai được áp dụng sao cho nó chồng lên lớp thứ nhất 10...15 mm ở tất cả các mặt. Tối đa 8 lớp sợi thủy tinh được áp dụng theo thứ tự này. Mỗi lớp được cuộn bằng một con lăn. Lớp cuối cùng được bao phủ hoàn toàn bằng dán.
Các lỗ trên khối cũng có thể được sửa chữa bằng cách hàn các miếng vá kim loại.
Các đầu của nắp ổ trục chính thứ nhất bị mòn.
Nếu độ dày của nó nhỏ hơn 26,90 mm, nó được phục hồi bằng cách lắp các nửa vòng hoặc phủ bề mặt bằng hợp kim LOMNA, sau đó xử lý theo kích thước của bản vẽ gia công. Các điểm hoặc biến dạng trên bề mặt cuối của giá đỡ phía sau dưới nửa vòng của ổ đỡ lực đẩy có độ dày nhỏ hơn 27,98 mm được loại bỏ bằng cách chà xát điện, sau đó là xử lý các đầu theo kích thước của bản vẽ làm việc.
Độ mòn của các lỗ lắp trên và dưới của ống bọc có đường kính lớn hơn 125,11 và đường kính 122,09 mm và đường kính lớn hơn 137,56 và đường kính 134,06 mm được loại bỏ bằng cách cọ xát điện hoặc sử dụng vật liệu tổng hợp.
Các lỗ bị mòn của máy đẩy có đường kính lớn hơn 25,04 mm (22,03 mm) được phục hồi bằng cách doa chúng đến một trong các kích thước sửa chữa 0,2...0,4 (0,2 mm) trên máy khoan hướng tâm. Khối xi lanh được lắp đặt ở góc 45 trên vật cố định, sử dụng mặt phẳng giao phối và các lỗ công nghệ làm đế. Sau đó, vát 1,5 45 được loại bỏ khỏi cùng một cài đặt.
Khi các lỗ của bộ đẩy bị mòn đến đường kính lớn hơn 25,8 (22,2 mm), chúng sẽ được phục hồi bằng cách lắp DRD; các lỗ được mở rộng đến đường kính 30,00,045 (27,0 0,045) mm, vát 0,5 45, các ống lót được ấn vào, căn chỉnh các lỗ dầu trong ống lót và khối, và các ống lót được triển khai theo kích thước của bản vẽ làm việc.
Độ nhám của các bề mặt này phải tương ứng với Ra = 0,63 µm.
Các lỗ mòn của ống lót trục cam được phục hồi bằng cách khoan trên máy để phù hợp với một trong hai kích thước sửa chữa với khoảng cách 0,25 mm. Độ nhám bề mặt sau khi khoan phải tương ứng với Ra = 1,25 µm. Bạc lót trục cam được ép vào các lỗ chính hoặc lỗ sửa chữa cho bạc lót và khoan trên máy sau khi lắp các dao cắt trên thanh móc lỗ theo kích thước theo bản vẽ gia công hoặc một trong các kích thước sửa chữa: 0,2; 0,4; 0,6; 0,8; 1,0 (0,2; , 0,4)mm. Khi ép ống lót phải đảm bảo lỗ dầu trên khối và ống lót khớp với nhau.
Ghế vỏ ổ trục chính bị mòn được phục hồi bằng công nghệ sau:
Các nắp ổ trục chính được tháo ra và đánh dấu. Sau đó, các mặt phẳng hàn của chúng được phay hoặc mài đến độ dày 0,7...0,8 mm, được lắp đặt tại chỗ, các bu lông được siết chặt đến mô-men xoắn 110...130 Nm (210..330,5 Nm) và khoan trong một lần, đảm bảo độ nhám bề mặt Ra = 0,63 µm.
Vỏ ổ trục chính có hai kích cỡ sửa chữa:
- đường kính đầu tiên là 100 mm đối với hai kích thước sửa chữa của tạp chí trục khuỷu P1 - 94,5-.0,015, P2 - 94,0-0,015 mm.
- đường kính thứ hai là 100,5 mm cho ba kích thước sửa chữa của tạp chí chính P3 - 95,0-0,015, P4 - 94,5-0,015, P5 - 94,0-0,015 mm.
Thiệt hại cho chủ đề được loại bỏ:
- nếu có ít hơn hai luồng bị đứt, hãy chạy bằng một công cụ có cùng kích thước;
- nếu có nhiều hơn hai sợi bị đứt, hãy lắp một vít hoặc một vật chèn có ren bằng lò xo, cũng như hàn và khoan và tạo ren tiếp theo theo bản vẽ làm việc.
- Sau khi sửa chữa, khối xi lanh được kiểm tra rò rỉ.
Các khối được khôi phục phải đáp ứng những điều sau yêu cầu kỹ thuật:
- độ không vuông góc của các trục bề mặt của ống lót trụ so với trục chung của ổ cắm đối với vỏ ổ trục chính không quá 0,1 mm trên chiều dài 100 mm;
- độ lệch của lỗ ống lót trục cam không quá 0,03 mm dọc theo toàn bộ chiều dài;
- độ không song song của trục chung của các lỗ trên bạc trục cam so với trục của các vỏ ổ trục chính bên ngoài không quá 0,06 mm;
- khoảng cách giữa các trục được chỉ định, được đo dọc theo đầu trước của khối xi lanh, phải là 130,216 0,025 mm;
- độ không vuông góc của các trục của các lỗ đối với bộ đẩy so với trục chung của các lỗ đối với ống lót trục cam không quá 0,08 mm trên chiều dài 100 mm.
Các lỗ trên ống lót trục cam cũng như các lỗ dành cho bộ đẩy phải có cùng kích thước (theo bản vẽ gia công hoặc một trong các bản sửa chữa).
Lót xi lanh.
Sự mài mòn của các lỗ piston được loại bỏ bằng cách nhàm chán, sau đó là mài giũa theo một trong hai cỡ sửa chữa 0,5 và 1,0.
Việc khoan được thực hiện trên máy khoan kim cương có máy cắt được trang bị tấm VK 6 với bước tiến 0,14 mm/vòng và tốc độ cắt khoảng 100 m/phút.
Máy cắt có tấm hàn làm bằng hesanite-R (một vật liệu siêu cứng dựa trên boron nitride) đang trở nên phổ biến, việc sử dụng chúng mang lại độ nhám Ra = 0,63...0,32 micron, độ chính xác xử lý cao và tăng năng suất lao động lên 2.. 0,5 lần và độ bền của công cụ tăng 5...20 lần. Chế độ xử lý:
- độ sâu cắt 0,3 mm;
- bước tiến 0,08 mm/vòng;
- tốc độ cắt 250 m/phút
Ống bọc được cố định trên bàn máy bằng một thiết bị đặc biệt.
Lỗ sau khi khoan được sơ chế và xử lý cuối cùng trên máy mài loại 3G 833.
Việc mài giũa sơ bộ (thô) được thực hiện bằng đá BH-6S-100ST 1K hoặc đá kim cương AC 6-100-M1 ở chế độ sau:
- tốc độ môi trường 60...80 m/phút;
- tốc độ chuyển động tịnh tiến 15…25 m/phút;
- áp lực lên các thanh 0,5...1,0 MPa;
- chất lỏng cắt (chất làm mát) - dầu hỏa;
- trợ cấp mài giũa 0,05 mm.
Gần đây, việc mài giũa mặt phẳng bằng kim cương (APH) đã trở nên phổ biến, được thực hiện với đá kim cương ASK 250/200 100M1 theo các chế độ sau:
- cho ăn 15 m/phút;
- tốc độ cắt 30 m/phút;
- áp suất riêng của thanh 0,8 MPa;
- Chất làm mát - dầu hỏa.
Việc thay thế dụng cụ mài mòn bằng dụng cụ kim cương trong quá trình mài giũa giúp tăng độ bền của đá, giảm độ nhám bề mặt và giảm đáng kể các lỗ trên ống bọc (khi gia công APC, độ mài mòn giảm 3 lần).
Độ mòn của đai an toàn phía trên (đường kính cho phép chưa sửa chữa là 124,94 mm) và đai an toàn phía dưới (đường kính cho phép chưa sửa chữa là 121,73 mm) của lớp lót động cơ được loại bỏ bằng cách chà xát điện đến kích thước theo bản vẽ làm việc.
Sau lần mài giũa cuối cùng, nhóm kích thước của lỗ trên lớp lót và ký hiệu chữ cái của nó được xác định và chọn ở đầu trên. Kích thước các lỗ của ống lót lắp trên một động cơ phải giống nhau.
Sau khi sửa chữa, ống lót xi lanh phải đáp ứng các yêu cầu kỹ thuật sau:
- độ không hình trụ của lỗ không quá 0,02 mm;
- độ đảo hướng tâm của đai định tâm so với trục lỗ không quá 0,15 mm;
- độ không song song với trục của các bề mặt của dải định tâm và lỗ không quá 0,03 mm.
Trục khuỷu.
Sự uốn cong của trục khuỷu được loại bỏ bằng cách chỉnh sửa trên máy ép.
Trục được lắp đặt trên lăng kính với các tạp chí ngoài cùng và đảm bảo truyền lực đến tạp chí ở giữa, được uốn theo hướng ngược lại, vượt quá độ lệch khoảng 10 lần. Độ đảo hướng tâm cho phép khi không sửa chữa là 0,05 mm.
Trục khuỷu bằng gang được điều chỉnh bằng phương pháp làm cứng. Sau khi xác định độ lệch của nhật ký, trục được lắp sao cho bề mặt bên trong của nhật ký có các gờ hướng lên trên, sau đó, bằng một trục gá đặc biệt (chẳng hạn như một cái đục cùn) hướng vào phi lê của nhật ký, sử dụng một chiếc búa khí nén, các phi lê được tán đinh, chồng lên nhau các lỗ tạo thành, kiểm tra định kỳ trục xem có lệch không, đưa nó về giá trị 0,05...0,08 mm. Thời gian chỉnh sửa theo cách này là 10…15 phút.
Sự mài mòn của bề mặt bên ngoài của mặt bích với đường kính nhỏ hơn 139,96 mm được loại bỏ bằng cách tạo khía (bước khía lưới 1,2 mm) hoặc mài bề mặt, sau đó xử lý theo kích thước theo bản vẽ gia công.
Độ lệch của bề mặt cuối của mặt bích được loại bỏ bằng cách mài nó “sạch”, duy trì độ dày mặt bích ít nhất là 11 mm.
Các rãnh dầu và chìa khóa bị mòn được phục hồi bằng cách làm phẳng bề mặt, sau đó xử lý theo kích thước theo bản vẽ gia công.
Lỗ mòn của ổ trục được phục hồi bằng cách lắp DRD. Trong trường hợp này, trục khuỷu được lắp trên máy tiện cắt vít, sử dụng các cổ trục dành cho bánh răng định thời và bánh răng chính thứ năm làm bề mặt đế, các lỗ khoan có đường kính 60,00,060 mm, ống bọc sửa chữa được ép vào trong cho đến khi dừng lại và chán về kích thước theo bản vẽ gia công.
Sự mài mòn của các tạp chí chính và thanh kết nối trong phạm vi kích thước sửa chữa được loại bỏ bằng cách mài lại và đánh bóng sau đó theo một trong số chúng.
Đường kính của các cổ trục khuỷu ZIL-130 khi được xử lý theo kích thước sửa chữa giảm 0,25; 0,50; 0,75; 1,0; 1.5.
Việc mài các tạp chí được thực hiện trên máy mài trụ 3A432 có bánh mài cho trục thép 15A 40 PST1X8K, cho gang - 54C 46SM28K, kích thước PP 90030305.
Điều kiện cắt khuyến nghị:
- tốc độ quay của bánh mài 25…30 m/s;
- trục khuỷu 10…12 m/phút đối với cổ trục thanh truyền và đối với cổ trục chính 18…20 m/phút;
- bước tiến chéo của bánh mài 0,006 mm.
Khi mài, cần duy trì bán kính của các miếng phi lê và không làm tăng chiều dài của các tạp chí thanh kết nối.
Ban đầu, các cổ trục chính được mài sau khi lắp trục vào tâm máy với mặt bích hướng về ụ sau.
Việc tắc nghẽn các lỗ trung tâm được loại bỏ bằng cách tiện vát trên máy tiện cắt vít sử dụng nhật ký bánh răng và đường kính ngoài của mặt bích làm bề mặt đế.
Khi mài trục khuỷu, trục được lắp vào các máy trộn ở giữa, đảm bảo trục của trục khuỷu này thẳng hàng với trục của máy (bán kính trục khuỷu - 47,50 0,08 mm). Quá trình mài được thực hiện bắt đầu từ tạp chí đầu tiên, để mài tạp chí tiếp theo, trục được quay quanh trục một góc thích hợp (tạp chí thứ hai và thứ ba đối với tạp chí thứ nhất là 90 10, tạp chí thứ tư bằng 180 10).
Tất cả các tạp chí chính và thanh kết nối phải có cùng kích thước. Một dấu được đặt trên đối trọng phía trước của trục khuỷu cho biết kích thước sửa chữa của các ổ trục chính (Р1к...Р3К) và các ổ trục thanh kết nối (Р1Ш...Р5Ш). Các cạnh vát sắc nét kênh dầu Các tạp chí thanh chính và thanh kết nối được làm mờ bằng dụng cụ mài mòn hình nón sử dụng máy khoan khí nén.
Để đạt được độ nhám bề mặt cần thiết, nhật ký được hoàn thiện siêu mịn trên máy loại 2K34, thời gian khoảng 1 phút.
Thanh đã qua sử dụng:
- thương hiệu electrocorundum màu trắng LOZ-3 có mặt cắt ngang là năm 2020. Gần đây, độ nhám bề mặt cần thiết có được bằng cách làm mịn bằng dụng cụ kim cương hoặc cacbua. Do đó, sau khi xử lý bề mặt các cổ trục khuỷu bằng chất trợ dung AN-348A có bổ sung các nguyên tố hợp kim, quá trình mài hoàn thiện được thay thế bằng quá trình làm mịn bằng vật liệu T30K4, giúp tăng năng suất lao động lên 30%. Các chế độ xử lý:
- bán kính mịn hơn 3,5…4,5 mm;
- lực kẹp 400…600 N;
- bước tiến 0,07…0,11 mm/vòng;
- tốc độ ủi 45…70 m/phút;
- dầu làm mát MS-20.
Cổ trục đã vượt quá kích thước sửa chữa lần trước được phục hồi bằng cách phủ bề mặt dưới lớp thông AN 348A sử dụng dây Np - 30KhGSA, sau đó chuẩn hóa, quay cổ, gia cố các phi lê bằng biến dạng dẻo bề mặt, làm cứng chúng bằng tần số cao các hạt, mài và đánh bóng theo kích thước của bản vẽ làm việc.
Với phương pháp này, nội dung các thao tác khôi phục cổ trục khuỷu có thể như sau:
- bề mặt của tạp chí chính và thanh kết nối;
- mài thô các tạp chí chính và thanh kết nối;
- làm thẳng trục;
- mài mịn các tạp chí và đánh bóng theo kích thước của bản vẽ làm việc.
Các cổ trục bị mòn của bánh răng và trục ròng rọc có đường kính nhỏ hơn 45,92 mm được phục hồi theo kích thước của bản vẽ làm việc bằng cách mạ crom hoặc bề mặt.
Các rãnh then và rãnh thoát dầu bị mòn được phục hồi bằng cách làm phẳng bề mặt, sau đó xử lý theo kích thước của bản vẽ làm việc.
Tăng các trục khuỷu dài hơn kích thước cho phép dẫn đến sự loại bỏ trục. Tăng chiều dài của tạp chí phía trước của trục ZIL-130 và tạp chí phía sau của trục.
Việc phục hồi thanh kết nối bắt đầu bằng việc loại bỏ hiện tượng uốn và xoắn (giá trị uốn và xoắn cho phép đối với ZIL-130 là 0,04 mm). Khi uốn và xoắn vượt quá giá trị cho phép, thanh kết nối được làm thẳng dưới áp lực, sử dụng phương pháp nắn thẳng kết hợp uốn làm giảm ứng suất dư.
Nếu lỗ ở đầu dưới bị mòn quá 69,52 mm thì thanh nối và mặt phẳng chia nắp sẽ được phay, sau đó khoét các lỗ theo kích thước theo bản vẽ gia công. Bạn cũng có thể nên ủi để khôi phục những lỗ này. Khi phay các mặt phẳng chia tay, các thanh kết nối và nắp được cố định trong một thiết bị đặc biệt.
Quá trình gia công được thực hiện trên máy phay đứng sử dụng máy nghiền ngón có đường kính 160 mm với dao chèn làm bằng thép P 18. Độ dày của lớp loại bỏ lên tới 0,25 mm. Đối với độ mòn nhỏ, các lỗ ở đầu dưới của phần cuối của nắp được mài đến độ sâu 0,08 mm.
Các rãnh khóa cho các lớp lót được khoét sâu bằng dao cắt đĩa đường kính 50 mm trên máy phay ngang, đảm bảo chiều rộng, chiều sâu và khoảng cách từ mặt bên đến rãnh theo bản vẽ gia công. Việc khoét lỗ ở đầu dưới của thanh kết nối được thực hiện trên máy khoan kim cương 2A78, để lại dung sai cho quá trình xử lý tiếp theo là 0,01...0,03 mm và loại bỏ phần vát 0,545 ở cả hai bên. Lỗ khoan được đưa về kích thước theo bản vẽ gia công với đường kính 69,5 + 0,012 mm sử dụng đá kim cương tổng hợp cấp ASM 28 M1 và ASM 40 M1 trên máy mài đứng 3A833, sử dụng chất làm mát gồm 70% dầu hỏa và 30% dầu trục chính ở các đầu tốc độ quay 35...40 phút-1, tốc độ tịnh tiến 8...12 m/phút, áp suất thanh lên bề mặt được xử lý 0,3...0,6 MPa, và thời gian xử lý 20... 25 giây.
Các bạc đầu trên của thanh kết nối được thay mới. Ống lót mới được ép vào dưới máy ép sao cho thanh của nó nằm ở góc 90 so với trục đối xứng của thanh nối ngược chiều kim đồng hồ, sau đó ống lót được xử lý bằng phần sụn có kích thước đường kính 27,5 + 0,045 mm (lực ép sau khi gia công tối thiểu phải là 6 kN), khoan lỗ dẫn dầu có đường kính 5 mm, vát 0,7545 hai bên và khoan ống bọc theo kích thước theo bản vẽ gia công có đường kính 28,0 + 0,007 -0,003 mm.
Việc khoan ống lót được thực hiện trên máy tiện đặc biệt hoặc máy tiện cắt vít sau khi lắp thanh kết nối vào đồ gá, sử dụng các lỗ ở đầu dưới làm đế, đảm bảo độ song song của trục của các lỗ ở đầu trên và đầu dưới của thanh nối.
Khoảng cách giữa trục của đầu trên và đầu dưới giảm xuống dưới 184,9 mm là dấu hiệu từ chối. Khi phục hồi các lỗ ở đầu dưới của thanh nối bằng bàn ủi, khoảng cách này có thể được duy trì ở kích thước yêu cầu khi khoét lỗ theo bản vẽ gia công 185 ± 0,05 mm.
Sau khi sửa chữa, các thanh nối phải đảm bảo các yêu cầu kỹ thuật sau:
- độ không hình trụ của lỗ đầu dưới không quá 0,080 mm;
- độ nhám phải đạt Ra = 0,050 µm;
- độ không trụ của lỗ đầu phần đầu trên tương ứng là 0,040 mm;
- độ nhám Ra = 1,25 µm.
Đầu xi-lanh.
Các lỗ, vết cháy và vết nứt trên thành buồng đốt, sự phá hủy các dây nối giữa các ổ cắm là những dấu hiệu bị loại bỏ.
Các vết nứt trên áo làm mát và trên bề mặt tiếp xúc của khối xi lanh được loại bỏ bằng cách hàn sử dụng hàn hồ quang argon. Dây SV-AK12 có đường kính 4 mm được sử dụng làm vật liệu độn.
Các mặt vát bị lỗi ở các đế van được mài một góc 45 đối với van xả và 60 đối với van nạp với trục của ống lót dẫn hướng và sau đó các van được nối đất với chúng. Electrocorundum, cacbua silic, carborundum được sử dụng làm vật liệu mài và bột nhão được chuẩn bị trên cơ sở của chúng (1/3 thành phần trên và 2/3 dầu diesel M - 10V2 và M - 10G2).
Chiều rộng của mặt vát làm việc phải là van nạp 2.0...2.5 mm, và đối với vạch chia độ 1.5...2.0 mm. Các trục bánh mài và thân van được đặt chính giữa trên một ống dẫn hướng được gia công sẵn. Phần vát của đế van được mài và mài “sạch” và được kiểm tra bằng thước côn.
Nếu cỡ nòng giảm hơn một mm thì ghế sẽ được thay thế. Ghế cũng có thể được thay thế nếu nó được đặt lỏng lẻo trong ổ cắm đầu xi lanh. Trong trường hợp này, các lỗ cho ghế bị nhàm chán theo kích thước sửa chữa:
- đối với ghế đầu vào có đường kính lên tới 56,8+0,03 mm;
- để chia độ - đường kính lên tới 46,3+0,027 mm
và nhấn vào ghế có kích thước sửa chữa:
- đầu vào - đường kính 57,0-0,03 mm;
- ống xả - đường kính 46,5-0,025 mm.
Lỗ được khoét sâu 9 mm, đặt đầu cắt dọc theo lỗ trên ống dẫn hướng van. Khi ép ghế nên làm nóng đầu ở nhiệt độ 180C, làm mát ghế trong môi trường nitơ hóa lỏng ở nhiệt độ -196C.
Sự cong vênh của các bề mặt tiếp giáp với khối trụ được loại bỏ bằng cách xử lý nó trên máy phay đứng 615 bằng dao cắt có đường kính 250 mm và dao chèn làm bằng hợp kim VB8.
Mặt phẳng chia tay được phay ít nhất 18,3 mm.
Nếu các lỗ của ống lót dẫn hướng bị mòn quá kích thước cho phép thì chúng được phục hồi bằng cách doa chúng theo một trong các kích thước sửa chữa có đường kính 19,3 + 0,033 hoặc 19,6 + 0,033 mm, sau đó ép vào các ống lót có cùng kích thước sửa chữa bằng đường kính 19,3 + 0,065 + 0,047 hoặc 19,6 +0,065 +0,047 mm, được ký hiệu P1 và P2.
Loại bỏ tình trạng đứt hoặc mòn ren của bugi M141.25 - 6 N bằng cách lắp vít DRD. Sự mài mòn không đều của bề mặt bugi được loại bỏ bằng cách khoét chúng lại. Kích thước nhỏ hơn 8 mm là dấu loại bỏ đối với đầu xi lanh.
Trục cam.
Việc xây dựng lại trục cam bắt đầu bằng việc hiệu chỉnh các mặt vát tâm trên máy tiện cắt vít, sử dụng tạp chí trục cam và tạp chí hỗ trợ cuối cùng làm bề mặt tham chiếu.
Nhật ký vòng bi bị mòn được mài theo một trong năm kích cỡ sửa chữa.
Nếu biên dạng của cam bị hỏng, chúng sẽ được mài trên máy mài sao chép có bánh mài PP 60020305 cấp 15A40PSMK 5, sau đó được đánh bóng, giống như nhật ký.
Nếu độ mòn lớn hơn a - b = 5,8 mm thì cho phép phủ bề mặt trên của cam bằng sorshyte số 1 bằng ngọn lửa axetylen-oxy sử dụng chất trợ dung: borax 50%, bicarbonate soda 47%, silica 3%. Sau khi bề mặt, các cam được xử lý.
Độ lệch tâm bị mòn được phục hồi bằng cách mài trên máy mài hình trụ, đảm bảo rằng trục lệch tâm được dịch chuyển so với trục chính một lượng lệch tâm.
Nếu đường kính lệch tâm nhỏ hơn 42,2 mm thì trục bị loại bỏ.
Nhật ký hao mòn thuộc nhật ký phân phối được phục hồi bằng cách mạ crom hoặc mạ sắt.
Trước khi mạ điện, cổ được mài đến đường kính 29,8 mm dọc theo toàn bộ chiều dài, sau đó tăng lên đường kính 31,2 mm và lại được mài theo kích thước theo bản vẽ gia công với đường kính 30,0 + 0,036 + 0,015 mm.
3 Tổ chức nơi làm việc của thợ sửa chữa ô tô và các biện pháp đảm bảo an toàn khi sửa chữa
Người thợ cơ khí phải tuân thủ các yêu cầu của hướng dẫn bảo hộ lao động:
- khi treo ô tô và làm việc dưới gầm ô tô;
- khi tháo lắp bánh xe ô tô;
- khi di chuyển quanh lãnh thổ và cơ sở sản xuất doanh nghiệp vận tải cơ giới;
- về phòng cháy và phòng chống bỏng.
Nhận thấy một nhân viên khác vi phạm các yêu cầu an toàn, người thợ cơ khí phải cảnh báo anh ta về sự cần thiết phải tuân thủ chúng.
Thợ cơ khí còn phải tuân theo sự hướng dẫn của đại diện Ban liên hợp (ủy ban) bảo hộ lao động hoặc người được ủy quyền (ủy quyền) về bảo hộ lao động của Ban Chấp hành công đoàn.
Một thợ khóa phải biết và có thể cung cấp sơ cứu tới nạn nhân.
Thợ cơ khí không nên bắt đầu thực hiện công việc một lần không liên quan đến trách nhiệm trực tiếp trong chuyên môn mà không nhận được hướng dẫn có mục tiêu.
ĐẾN làm việc độc lập Việc sửa chữa và bảo dưỡng ô tô chỉ giới hạn ở những người có trình độ chuyên môn phù hợp, đã được hướng dẫn giới thiệu và hướng dẫn ban đầu tại nơi làm việc về bảo hộ lao động và đã vượt qua bài kiểm tra kiến thức về cách vận hành cơ cấu nâng.
Thợ cơ khí chưa được hướng dẫn lặp đi lặp lại kịp thời về bảo hộ lao động (ít nhất 3 tháng một lần) không nên bắt đầu công việc.
Người thợ cơ khí có nghĩa vụ tuân thủ nội quy lao động đã được doanh nghiệp phê duyệt.
Thời gian làm việc của thợ cơ khí không được vượt quá 40 giờ một tuần.
Thời gian làm việc hàng ngày (ca) được xác định theo nội quy lao động hoặc lịch làm ca được người sử dụng lao động thống nhất với Ban chấp hành công đoàn phê duyệt.
Người thợ cơ khí phải biết những yếu tố sản xuất nguy hiểm, có hại nhất ảnh hưởng đến mình trong quá trình bảo trì, sửa chữa Phương tiện giao thông, là:
- ô tô, các bộ phận và bộ phận của nó;
- thiết bị, dụng cụ và thiết bị;
- điện;
- xăng pha chì;
- chiếu sáng nơi làm việc.
Ô tô, các bộ phận, bộ phận của ô tô trong quá trình sửa chữa, ô tô bị treo hoặc các bộ phận, bộ phận được tháo ra khỏi ô tô có thể bị rơi, dẫn đến phát sóng.
Sửa chữa gara và các thiết bị, dụng cụ công nghệ, việc sử dụng các thiết bị, dụng cụ, thiết bị bị lỗi sẽ dẫn đến thương tích.
Thợ cơ khí bị cấm sử dụng các dụng cụ, thiết bị, thiết bị mà anh ta không được đào tạo hoặc hướng dẫn cách sử dụng.
Điện nếu không tuân thủ các quy tắc và biện pháp phòng ngừa, nó có thể gây nguy hiểm và có hại cho con người, biểu hiện dưới dạng chấn thương về điện (bỏng, dấu hiệu điện, mạ điện trên da), điện giật.
Xăng, đặc biệt là xăng có chì, có tác dụng độc hại đối với cơ thể con người khi hít phải hơi, làm ô nhiễm cơ thể, quần áo hoặc xâm nhập vào cơ thể qua thức ăn, nước uống.
Chiếu sáng nơi làm việc và thiết bị đang được bảo trì (sửa chữa) chiếu sáng không đủ (quá mức) sẽ gây suy giảm (căng thẳng) thị lực và mệt mỏi.
Thợ khóa phải làm việc trong trang phục đặc biệt và nếu cần, sử dụng các phương tiện khác bảo vệ cá nhân.
Theo tiêu chuẩn ngành về việc cấp miễn phí quần áo đặc biệt, giày đặc biệt và các thiết bị bảo hộ cá nhân khác cho công nhân và nhân viên, thợ cơ khí được cấp:
Khi thực hiện công việc tháo rời động cơ, vận chuyển, khuân vác và rửa các bộ phận của động cơ chạy bằng xăng pha chì:
- bộ đồ viscose-lavsan;
- tạp dề cao su;
- ủng cao su;
- đôi găng tay cao su.
Khi thực hiện công việc tháo dỡ, sửa chữa, bảo dưỡng các phương tiện, bộ phận:
- bộ đồ viscose-lavsan;
- găng kết hợp.
- Khi làm việc với xăng pha chì, bổ sung:
- tạp dề cao su; đôi găng tay cao su.
Ngoài ra, đối với công việc ngoài trời vào mùa đông:
- áo khoác cotton có lớp lót cách nhiệt;
- quần cotton có lớp lót cách nhiệt.
Thợ khóa phải tuân thủ nội quy an toàn cháy nổ, biết sử dụng các thiết bị chữa cháy. Chỉ được phép hút thuốc ở những khu vực được chỉ định.
Người thợ cơ khí phải chú ý khi làm việc và không bị phân tâm bởi những vấn đề hoặc cuộc trò chuyện không liên quan.
Người thợ cơ khí phải báo cáo mọi hành vi vi phạm các yêu cầu an toàn tại nơi làm việc của mình cũng như các trục trặc của thiết bị, dụng cụ và thiết bị bảo vệ cá nhân cho người giám sát trực tiếp của mình và không được bắt đầu công việc cho đến khi các vi phạm và trục trặc được quan sát được loại bỏ.
Người thợ cơ khí phải tuân thủ các quy tắc vệ sinh cá nhân. Trước khi ăn hoặc hút thuốc, bạn phải rửa tay bằng xà phòng, và khi làm việc với các bộ phận của ô tô chạy bằng xăng pha chì, trước tiên hãy rửa tay bằng dầu hỏa.
Để uống, hãy sử dụng nước từ các thiết bị được thiết kế đặc biệt cho mục đích này (bộ bão hòa, bể uống, đài phun nước, v.v.).
Trước khi bắt đầu công việc, thợ cơ khí phải:
- Mặc quần áo đặc biệt và buộc chặt còng tay áo.
- Kiểm tra và chuẩn bị nơi làm việc của bạn, loại bỏ tất cả những vật dụng không cần thiết mà không chặn lối đi.
- Kiểm tra tính sẵn có và khả năng sử dụng của các công cụ và thiết bị, đồng thời:
- cờ lê không được có vết nứt hoặc vết khía, hàm của cờ lê phải song song và không bị cuộn lại;
- phím trượt không được lỏng lẻo ở các bộ phận chuyển động;
- búa, búa tạ gia công kim loại phải có bề mặt búa hơi lồi, không xiên, không đứt gãy, không có vết nứt hoặc cứng lại và phải được gắn chặt vào tay cầm bằng cách nêm bằng nêm răng cưa;
- tay cầm của búa và búa tạ phải có bề mặt nhẵn;
- các dụng cụ tác động (đục, dao cắt ngang, mũi khoan, lõi, v.v.) không được có vết nứt, gờ hoặc cứng lại. Đục phải có chiều dài ít nhất 150 mm;
- dũa, đục và các dụng cụ khác không được có bề mặt nhọn không thể gia công được và phải được gắn chặt vào tay cầm bằng gỗ có vòng kim loại trên đó;
- Dụng cụ điện phải có cách điện thích hợp cho các bộ phận mang điện và nối đất chắc chắn.
- Kiểm tra tình trạng sàn tại nơi làm việc. Sàn nhà phải khô và sạch. Nếu sàn ướt hoặc trơn trượt, hãy lau sạch hoặc rắc mùn cưa hoặc tự làm.
- Trước khi sử dụng đèn xách tay, hãy kiểm tra xem đèn có mạng lưới an toàn dây và ống cao su cách điện có ở tình trạng tốt hay không. Đèn di động phải được kết nối với mạng điện có điện áp không quá 42 V.
Trong khi làm việc, người thợ cơ khí phải:
- Tất cả các loại hình bảo dưỡng và sửa chữa phương tiện trên lãnh thổ doanh nghiệp chỉ được thực hiện tại những địa điểm (trạm) được thiết kế đặc biệt cho mục đích này.
- Chỉ tiến hành bảo dưỡng và sửa chữa xe sau khi xe đã được dọn sạch bụi bẩn, tuyết và rửa sạch.
- Sau khi đưa xe đến trạm bảo dưỡng hoặc sửa chữa, hãy nhớ kiểm tra xem xe có bị khóa bằng phanh đỗ hay không, hệ thống đánh lửa có bị tắt hay không (xe có động cơ diesel có bị tắt nguồn nhiên liệu hay không), hộp số có bị tắt hay không. cần số (bộ điều khiển) được đặt ở vị trí trung lập, cho dù các vật tư tiêu hao và nguồn điện có được đóng hay không. ô tô dùng bình xăng, có gì đặc biệt không tắc nghẽn bánh xe(giày) ít nhất hai cái dưới bánh xe. Nếu các biện pháp an toàn được chỉ định không được tuân thủ, hãy tự thực hiện.
- TRÊN vô lăng treo biển “Không nổ máy - mọi người đang làm việc.” Trên ô tô có thiết bị khởi động động cơ trùng lặp, hãy treo biển báo tương tự gần thiết bị này.
- Sau khi nâng ô tô bằng thang máy phải treo biển trên bảng điều khiển thang máy “Không được chạm vào người đang làm việc dưới gầm ô tô!”, đồng thời khi nâng ô tô bằng cầu nâng thủy lực, sau khi nâng phải cố định thang máy bằng một điểm dừng để tránh tự phát. hạ thấp.
- Việc sửa chữa ô tô từ bên dưới, bên ngoài mương kiểm tra, cầu vượt hoặc thang máy chỉ nên thực hiện trên băng ghế.
- Để vượt qua mương kiểm tra một cách an toàn, cũng như làm việc ở phía trước và phía sau xe, hãy sử dụng cầu chuyển tiếp và để xuống mương kiểm tra, hãy sử dụng thang được lắp đặt đặc biệt cho mục đích này.
- Tháo hoặc lắp bánh xe cùng với trống phanh bằng xe đẩy chuyên dụng. Nếu khó tháo các trục, hãy sử dụng dụng cụ kéo đặc biệt để tháo chúng.
- Tất cả các công việc bảo trì và sửa chữa trên xe phải được thực hiện khi động cơ không chạy, ngoại trừ công việc có công nghệ đòi hỏi phải khởi động động cơ. Công việc như vậy nên được thực hiện tại các vị trí đặc biệt nơi cung cấp khả năng hút khí thải.
- Để khởi động máy và di chuyển xe phải liên hệ với người lái xe, người lái đò, quản đốc hoặc thợ máy được doanh nghiệp phân công thực hiện công việc này.
- Trước khi khởi động động cơ, hãy đảm bảo rằng cần số (bộ điều khiển) ở vị trí trung gian và không có người ở dưới xe hoặc gần các bộ phận động cơ đang quay. Chỉ kiểm tra xe từ bên dưới khi động cơ không chạy.
- Trước khi quay trục các đăng kiểm tra xem bộ đánh lửa đã tắt chưa và đối với động cơ diesel - không có nguồn cung cấp nhiên liệu. Đặt cần số về vị trí trung lập và Phanh tay- giải phóng. Sau khi thực hiện công việc cần thiết Kéo phanh tay lại. tay quây trục các đăng chỉ với sự trợ giúp của một thiết bị đặc biệt.
- Tháo động cơ ra khỏi ô tô và chỉ lắp động cơ vào khi ô tô đang di chuyển bằng bánh xe hoặc trên các giá đỡ đặc biệt - giá đỡ.
- Trước khi tháo bánh xe, đặt các giá đỡ có khả năng chịu tải phù hợp dưới phần treo của ô tô, rơ moóc, sơ mi rơ moóc và hạ phần treo lên chúng, đồng thời lắp ít nhất hai cục chặn bánh xe đặc biệt (giày) dưới các bánh xe không thể nâng được.
- Để di chuyển ô tô vào bãi đỗ trong doanh nghiệp và kiểm tra phanh khi đang lái xe, hãy gọi tài xế trực hoặc được phân công.
- Để tháo rời, lắp ráp và các hoạt động buộc chặt khác đòi hỏi nỗ lực thể chất lớn, hãy sử dụng dụng cụ kéo, cờ lê tác động, v.v. Nếu cần, những loại hạt khó nới lỏng phải được làm ướt trước bằng dầu hỏa hoặc hợp chất đặc biệt (Unisma, VTV, v.v.).
- Trước khi bạn bắt đầu làm việc với cơ chế nângđảm bảo rằng nó đang hoạt động tốt và trọng lượng của thiết bị nâng tương ứng với khả năng nâng được ghi trên khuôn tô của cơ cấu nâng, liệu thời gian thử nghiệm của nó đã hết hay chưa và trên các thiết bị nâng có thể tháo rời - sự hiện diện của các thẻ cho biết trọng lượng cho phép nâng tải.
- Để tháo và lắp các bộ phận và cụm có trọng lượng từ 20 kg trở lên (đối với phụ nữ nặng 10 kg), hãy sử dụng các cơ cấu nâng được trang bị các thiết bị đặc biệt (tay nắm) và các phương tiện cơ giới hóa phụ trợ khác.
- Khi di chuyển các bộ phận bằng tay, hãy cẩn thận, vì bộ phận (bộ phận) đó có thể cản trở tầm nhìn đường chuyển động, làm mất tập trung vào việc theo dõi chuyển động và tạo ra tư thế cơ thể không ổn định.
- Trước khi tháo các bộ phận và cụm liên quan đến hệ thống điện, làm mát và bôi trơn, khi có thể rò rỉ chất lỏng, trước tiên hãy xả nhiên liệu, dầu hoặc chất làm mát khỏi chúng vào một thùng chứa đặc biệt.
- Trước khi tháo thiết bị gas, xi lanh hoặc siết chặt các đai ốc kết nối, hãy đảm bảo rằng không có gas trong đó.
- Trước khi tháo lò xo, hãy nhớ dỡ lò xo ra khỏi sức nặng của xe bằng cách nâng phía trước hoặc phía sau xe rồi lắp khung lên giá đỡ.
- Khi làm việc trên xe lật bàn xoay, hãy đỡ xe một cách chắc chắn, trước tiên hãy xả hết nhiên liệu và chất làm mát, đóng chặt cổ đổ dầu và tháo pin.
- Để sửa chữa và bảo trì xe buýt và xe tải người cao thì dùng giàn giáo hoặc thang.
- Để thực hiện công việc dưới thân ô tô được nâng lên - xe ben hoặc xe ben, và khi thực hiện thay thế hoặc sửa chữa cơ cấu nâng hoặc các bộ phận của nó, trước tiên hãy giải phóng thân xe khỏi tải và đảm bảo lắp đặt thêm thiết bị (dừng, kẹp, que).
- Trước khi sửa chữa, các phương tiện vận chuyển bồn chứa các chất dễ cháy, nổ, độc hại... hàng hóa, cũng như các bể chứa để bảo quản chúng, phải được dọn sạch hoàn toàn mọi tàn dư của các sản phẩm trên.
- Tiến hành làm sạch hoặc sửa chữa bên trong bể, thùng chứa xăng pha chì, chất lỏng dễ cháy và độc hại, mặc quần áo đặc biệt, có vòi, mặt nạ phòng độc, dây cứu sinh có dây; Ngoài bể phải có người trợ giúp được hướng dẫn đặc biệt. Ống mặt nạ phòng độc phải được dẫn ra ngoài qua cửa sập (cửa cống) và cố định ở phía đón gió. Một sợi dây chắc chắn được buộc vào dây đai của công nhân bên trong thùng, đầu còn lại của dây phải được dẫn ra ngoài qua cửa sập (hố ga) và buộc chặt. Người phụ ở phía trên phải trông chừng công nhân, giữ dây và đóng bảo hiểm cho công nhân trong bể.
- Sửa thùng nhiên liệu, chỉ sau khi loại bỏ hoàn toàn cặn nhiên liệu và trung hòa.
- Công việc bảo trì và sửa chữa đơn vị làm lạnh trên xe đông lạnh khi sửa chữa phải thực hiện đúng quy định an toàn hiện hành.
- Trước khi thực hiện công việc bảo dưỡng, sửa chữa các phương tiện hoạt động trên nhiên liệu khí, trước tiên hãy nâng mui xe lên để thông gió cho khoang động cơ.
- Xả (giải phóng) khí khỏi xi lanh của xe nơi thực hiện công việc liên quan đến khắc phục sự cố hệ thống khí đốt cung cấp điện hoặc tháo nó ra, trên một cây cầu (trụ) được chỉ định đặc biệt và thổi bay các xi lanh khí nén, nitơ hoặc khí trơ khác.
- Việc tháo dỡ, lắp đặt và sửa chữa thiết bị gas chỉ được thực hiện với sự trợ giúp của các thiết bị, dụng cụ và thiết bị đặc biệt.
- Kiểm tra độ kín của hệ thống khí bằng khí nén, nitơ hoặc các khí trơ khác khi các van dòng đóng và các van chính mở.
- Cố định các ống vào các phụ kiện bằng kẹp.
- Loại bỏ dầu hoặc nhiên liệu tràn ra bằng cát hoặc mùn cưa, sau khi sử dụng nên đổ vào hộp kim loại có nắp đậy lắp ngoài trời.
- Khi làm việc, hãy đặt dụng cụ sao cho không cần phải với tới.
- Chọn chính xác kích thước của cờ lê, tốt nhất nên sử dụng cờ lê hộp và cờ lê ổ cắm, và trong những nơi khó tiếp cận- cờ lê có bánh cóc hoặc có đầu có bản lề.
- Áp cờ lê vào đai ốc một cách chính xác, không giật đai ốc.
- Khi làm việc với máy đục hoặc dụng cụ cắt khác, hãy sử dụng kính an toàn để bảo vệ mắt bạn khỏi bị hư hại do các hạt kim loại, đồng thời đặt vòng đệm bảo vệ lên máy đục để bảo vệ bàn tay của bạn.
- Chỉ ấn các chốt và ống lót chặt bằng các dụng cụ đặc biệt.
- Đặt các bộ phận và cụm lắp ráp được tháo ra khỏi xe trên các giá đỡ ổn định đặc biệt và chỉ đặt các bộ phận dài theo chiều ngang.
- Kiểm tra sự thẳng hàng của các lỗ bằng một trục gá côn.
- Khi làm việc trên máy khoan, hãy lắp các bộ phận nhỏ vào một thiết bị phụ hoặc thiết bị đặc biệt.
- Chỉ loại bỏ phoi khỏi các lỗ đã khoan sau khi rút dụng cụ lại và dừng máy.
- Khi làm việc trên máy mài, hãy đứng sang một bên, không dựa vào bánh mài đang quay và sử dụng kính hoặc tấm chắn an toàn. Khoảng cách giữa phần còn lại của dụng cụ và bánh mài không được vượt quá 3 mm.
- Khi vận hành dụng cụ điện có điện áp lớn hơn 42 V, hãy sử dụng thiết bị bảo vệ (điện môi đôi găng tay cao su, galoshes, thảm) được cấp kèm theo dụng cụ điện.
- Chỉ kết nối dụng cụ điện với nguồn điện nếu nó có đầu nối phích cắm đang hoạt động.
- Trong trường hợp mất điện hoặc gián đoạn hoạt động, hãy ngắt kết nối dụng cụ điện khỏi ổ cắm điện.
- Loại bỏ bụi và mảnh vụn khỏi bàn làm việc, thiết bị hoặc bộ phận bằng bàn chải, máy quét hoặc móc kim loại.
- Đặt vật liệu làm sạch đã sử dụng vào hộp kim loại được lắp đặt đặc biệt cho mục đích này và đóng nắp lại.
- Nếu xăng hoặc chất lỏng dễ cháy khác tiếp xúc với cơ thể và thiết bị bảo hộ cá nhân của bạn, đừng đến gần ngọn lửa trần, không hút thuốc hoặc đốt diêm.
- Khi làm việc với xăng pha chì hoặc các bộ phận của động cơ chạy bằng xăng pha chì phải tuân thủ các yêu cầu sau:
- trung hòa các bộ phận bằng dầu hỏa;
- loại bỏ ngay xăng tràn và trung hòa khu vực bằng dung dịch tẩy;
- đổ xăng pha chì bằng thiết bị đặc biệt.
- Di chuyển các bộ phận treo trên cơ cấu nâng và vận chuyển bằng móc và nẹp.
Thợ khóa bị cấm:
- thực hiện công việc dưới ô tô hoặc thiết bị chỉ được treo trên cơ cấu nâng (trừ thang máy điện cố định) không có giá đỡ hoặc các thiết bị an toàn khác;
- các bộ phận nâng có lực căng xiên trên cáp hoặc xích của cơ cấu nâng, đồng thời neo các bộ phận bằng dây treo, dây, v.v.;
- làm việc dưới thùng nâng của ô tô - xe ben, xe ben mà không có thiết bị cố định hàng tồn kho đặc biệt;
- sử dụng giá đỡ và miếng đệm ngẫu nhiên thay vì hỗ trợ bổ sung đặc biệt;
- làm việc với các điểm dừng bị hỏng hoặc cài đặt không chính xác;
- thực hiện bất kỳ công việc nào trên thiết bị gas hoặc bình chứa khí dưới áp suất;
- mang theo một dụng cụ điện, giữ nó bằng dây cáp, đồng thời dùng tay chạm vào các bộ phận quay cho đến khi chúng dừng lại;
- thổi bay bụi và mảnh vụn bằng khí nén, hướng luồng không khí về phía đứng gần đó mọi người hoặc chính bạn;
- cất giữ vật liệu tẩy rửa có dầu tại nơi làm việc và cất giữ vật liệu tẩy rửa sạch cùng với vật liệu đã qua sử dụng;
- dùng xăng pha chì để rửa các bộ phận, rửa tay...; hút xăng vào miệng qua vòi;
- rửa các bộ phận, bộ phận và bộ phận, v.v. bằng chất lỏng dễ cháy;
- làm lộn xộn các lối đi giữa các giá đỡ và lối ra khỏi cơ sở với vật liệu, thiết bị, thùng chứa, các bộ phận đã được loại bỏ, v.v.;
- lưu trữ dầu đã qua sử dụng, thùng chứa nhiên liệu rỗng và chất bôi trơn;
- loại bỏ quần áo đặc biệt bị nhiễm xăng chì khỏi doanh nghiệp, cũng như mang nó vào căng tin và văn phòng;
- sử dụng thang;
- xả khí nén vào khí quyển hoặc xả khí hóa lỏng xuống đất;
- khi mở và đóng van chính và van dòng phải sử dụng đòn bẩy bổ sung;
- dùng dây hoặc các vật khác để cố định ống mềm;
- xoắn, làm phẳng và uốn các ống mềm, sử dụng ống mềm có dầu;
- sử dụng đai ốc và bu lông có cạnh cong;
- giữ các bộ phận nhỏ bằng tay khi khoan chúng;
- lắp các miếng đệm giữa miệng cờ lê và các cạnh của đai ốc và bu lông, cũng như mở rộng cờ lê bằng đường ống hoặc các vật thể khác;
- dùng thuốc tẩy khô để trung hòa tấm vải có tẩm xăng pha chì;
- bộ phận đẩy hoặc kéo treo trên cơ cấu nâng bằng tay;
- hoạt động khi nhận được tín hiệu về chuyển động của băng tải.
Yêu cầu an toàn trong tình huống khẩn cấp:
Người thợ cơ khí phải thông báo ngay cho người sử dụng lao động về mọi vụ tai nạn mà mình chứng kiến và sơ cứu, gọi bác sĩ hoặc giúp đưa nạn nhân đến trung tâm y tế hoặc cơ sở y tế gần nhất.
Nếu bản thân người thợ bị tai nạn thì nếu có thể thì nên đến cơ sở y tế, báo sự việc cho người sử dụng lao động hoặc nhờ người xung quanh làm việc này.
Trong trường hợp hỏa hoạn, hãy thông báo ngay cho sở cứu hỏa và người sử dụng lao động và bắt đầu dập tắt đám cháy bằng thiết bị chữa cháy có sẵn.
Yêu cầu an toàn sau khi hoàn thành công việc
Sau khi hoàn thành công việc, người thợ cơ khí phải:
- Ngắt kết nối thiết bị điện khỏi nguồn điện và tắt hệ thống thông gió cục bộ.
- Dọn dẹp không gian làm việc của bạn. Đặt các thiết bị, dụng cụ vào nơi quy định.
- Nếu ô tô vẫn ở trên các giá đỡ đặc biệt (dấu vết), hãy kiểm tra độ tin cậy của việc lắp đặt nó. Cấm để phương tiện hoặc thiết bị chỉ bị treo bằng cơ cấu nâng.
- Tháo bỏ thiết bị bảo hộ cá nhân và đặt nó vào nơi quy định. Nhanh chóng gửi quần áo đặc biệt và các thiết bị bảo hộ cá nhân khác để giặt khô (giặt) và sửa chữa.
- Rửa tay bằng xà phòng, sau khi làm việc với các bộ phận, bộ phận của động cơ chạy bằng xăng pha chì, trước tiên bạn phải rửa tay bằng dầu hỏa.
- Thông báo cho người quản lý trực tiếp của bạn về bất kỳ thiếu sót nào được phát hiện trong quá trình làm việc.
Các hướng dẫn tiêu chuẩn được trình bày về bảo hộ lao động đối với các ngành nghề và loại công việc chính, cùng với các Quy định về bảo hộ lao động trong vận tải đường bộ, được phê duyệt vào tháng 12 năm 1995, và các văn bản quy định và phương pháp luận khác nhằm tạo ra cơ sở thông tin và phương pháp luận về bảo hộ lao động. dành cho người quản lý và chuyên gia của các doanh nghiệp vận tải cơ giới.
Dựa trên hướng dẫn tiêu chuẩn Tại mỗi doanh nghiệp vận tải cơ giới, có tính đến đặc thù của điều kiện hoạt động, các hướng dẫn được xây dựng và phê duyệt cho một số ngành nghề nhất định của người lao động cũng như đối với một số loại công việc đau thương nhất. Trách nhiệm xây dựng kịp thời và chất lượng cao các hướng dẫn bảo hộ lao động tại mỗi doanh nghiệp vận tải cơ giới thuộc về người quản lý doanh nghiệp đó. Việc xây dựng các hướng dẫn phải được thực hiện bởi các trưởng phân xưởng (bộ phận), thợ cơ khí và quản đốc vì họ biết rõ nhất về điều kiện làm việc của công nhân dưới quyền. Để cung cấp hỗ trợ về mặt phương pháp trong việc xây dựng các hướng dẫn và phê duyệt, nhân viên của dịch vụ bảo hộ lao động của doanh nghiệp nên tham gia.
4 Bảo vệ môi trường khỏi tác hại của vận tải đường bộ
4.1 Vận tải cơ giới là nguồn gây ô nhiễm không khí chính.
Nguồn di động bao gồm ô tô và cơ chế vận chuyển di chuyển trên đất liền, dưới nước và trên không. Ở các thành phố lớn, xe cơ giới là một trong những nguồn gây ô nhiễm không khí chính. Khí thải từ động cơ chứa hỗn hợp phức tạp gồm hơn hai trăm thành phần, trong đó có nhiều chất gây ung thư.
Các chất có hại trong quá trình hoạt động của phương tiện cơ động xâm nhập vào không khí theo khí thải, khói từ hệ thống nhiên liệu và khi tiếp nhiên liệu, cũng như với khí cacte. Lượng khí thải carbon monoxide bị ảnh hưởng đáng kể bởi địa hình đường và mô hình giao thông phương tiện. Ví dụ, trong quá trình tăng tốc và phanh, hàm lượng carbon monoxide trong khí thải tăng gần 8 lần. Lượng carbon monoxide tối thiểu được giải phóng khi tốc độ đồng đềuô tô 60km/h.
Bảng 1 Phát thải (% theo thể tích) của các chất trong quá trình vận hành động cơ diesel và động cơ chế hòa khí
|
CHẤT |
ĐỘNG CƠ |
|
|
Bộ chế hòa khí |
Dầu diesel |
|
|
cacbon monoxit |
||
|
Oxit nitric |
||
|
Hydrocacbon |
||
|
Benzopyren |
Lên đến 20 µg/m3 |
Lên đến 10 µg/m3 |
Như có thể thấy từ dữ liệu trong Bảng 1, lượng phát thải các chất ô nhiễm chính ở động cơ diesel thấp hơn đáng kể. Vì vậy, chúng được coi là thân thiện với môi trường hơn. Tuy nhiên động cơ dieselđặc trưng bởi lượng khí thải bồ hóng tăng lên do quá tải nhiên liệu. Bồ hóng bão hòa với hydrocarbon gây ung thư và các nguyên tố vi lượng; lượng khí thải của chúng vào khí quyển là không thể chấp nhận được.
Do khí thải của phương tiện đi vào tầng dưới của khí quyển và quá trình phân tán của chúng khác biệt đáng kể so với quá trình phân tán của các nguồn cố định cao, Những chất gây hại thực tế nằm trong vùng thở của con người. Vì vậy, vận tải đường bộ nên được xếp vào loại nguồn gây ô nhiễm không khí nguy hiểm nhất gần đường cao tốc.
4.2 Ô nhiễm bên đường
Ô nhiễm không khí làm xấu đi chất lượng môi trường sống của toàn bộ người dân ven đường, và các cơ quan quản lý vệ sinh và môi trường phải ưu tiên quan tâm đến vấn đề này. Tuy nhiên, sự lây lan của các khí độc hại về bản chất vẫn mang tính chất ngắn hạn và khi giảm hoặc ngừng chuyển động thì nó cũng giảm theo. Tất cả các loại ô nhiễm không khí đều chuyển sang dạng an toàn hơn trong thời gian tương đối ngắn.
Ô nhiễm bề mặt trái đất do giao thông vận tải và khí thải đường bộ tích tụ dần dần, tùy thuộc vào số lượng phương tiện đi lại và tồn tại trong một thời gian rất dài ngay cả khi con đường đã bị bỏ hoang.
Các nguyên tố hóa học tích tụ trong đất, đặc biệt là kim loại, được thực vật hấp thụ và qua chuỗi thức ăn đi vào cơ thể động vật và con người. Một số trong số chúng hòa tan và bị nước thải cuốn đi, sau đó đi vào sông và hồ chứa, và qua nước uống, chúng cũng có thể thâm nhập vào cơ thể con người. Các văn bản quy định hiện hành hiện chỉ yêu cầu thu gom và xử lý nước thải ở các thành phố và vùng bảo vệ nguồn nước. Có tính đến ô nhiễm đất, nước do giao thông khu vực tiếp giáp với đường là cần thiết khi thiết kế đường 1 và 2 lớp môi trườngđể đánh giá thành phần ô nhiễm đất ở đất nông nghiệp và đất dân cư, cũng như để thiết kế xử lý nước chảy tràn trên đường.
Chì được coi là chất gây ô nhiễm giao thông phổ biến và độc hại nhất. Nó là một nguyên tố phổ biến: hàm lượng nền trung bình toàn cầu của nó trong đất được coi là 10 mg/kg. Hàm lượng chì trong thực vật (tính theo trọng lượng khô) đạt mức tương đương. Chỉ tiêu vệ sinh chung về nồng độ chì tối đa cho phép trong đất, có tính đến nền, là 32 mg/kg.
Theo một số số liệu, hàm lượng chì trên bề mặt đất ở rìa lộ giới thường lên tới 1000 mg/kg, nhưng trong bụi của đường phố thành phố có lượng phương tiện giao thông rất đông có thể cao hơn gấp 5 lần. Hầu hết các loại cây trồng đều dễ dàng chịu đựng được lượng kim loại nặng tăng lên trong đất; chỉ khi hàm lượng chì vượt quá 3000 mg/kg thì sự ức chế rõ rệt mới xảy ra. Đối với động vật, lượng chì trong thực phẩm đã ở mức 150 mg/kg đã gây nguy hiểm.
Kiểm soát sự lắng đọng khí thải của các kim loại khác do chúng không độc hại (sắt, đồng) hoặc hàm lượng thấp văn bản quy định chưa cài đặt. Sự phân bố ô nhiễm thực tế chủ yếu khẳng định khả năng sử dụng các phương pháp tính toán đơn giản hóa dựa trên xử lý thống kê các phép đo tại hiện trường. Nhưng do không tính đến nhiều yếu tố ảnh hưởng nên độ chính xác khách quan của các tính toán đó thấp ngay cả trong trường hợp việc chỉ định dải bảo vệ hoặc xây dựng các kết cấu bảo vệ đặc biệt có liên quan đến chi phí đáng kể; nên sử dụng các phương pháp đáng tin cậy hơn.
Theo một số quan sát, trong tổng lượng phát thải các hạt rắn, bao gồm cả kim loại, khoảng 25% còn lại trước khi bị cuốn trôi trên đường, 75% được phân bố trên bề mặt của lãnh thổ lân cận, bao gồm cả hai bên đường. Tùy thuộc vào cấu trúc và diện tích bao phủ, từ 25% đến 50% hạt rắn xâm nhập vào nước mưa hoặc nước xả.
4.3 Ô nhiễm nguồn nước. Xử lý nước thải
Ô nhiễm các vùng nước xảy ra do khí thải vận chuyển đến bề mặt trái đất trong các lưu vực dòng chảy, vào nước ngầm và trực tiếp vào các vùng nước mở. Có khả năng việc xả nước thải chưa qua xử lý từ các doanh nghiệp công nghiệp sẽ nguy hiểm hơn nhiều, nhưng nếu không tính đến tác động của đường bộ đến chất lượng nước thì không thể đảm bảo chất lượng phù hợp của toàn bộ môi trường sống.
Cơ quan thanh tra vệ sinh yêu cầu một cách hợp lý các tổ chức vận hành đường bộ phải duy trì hợp lý các vùng nước nằm trong vùng tác động trực tiếp (dải bảo vệ) của đường. Trong số các loại khí thải phổ biến, mối quan tâm lớn nhất là việc thải các sản phẩm dầu mỏ vào nước. Các dấu hiệu đầu tiên dưới dạng các đốm màu riêng lẻ đã xuất hiện ở mức tràn 4 ml/m2 (độ dày màng - 0,004-0,005 mm). Nếu có 10-50 ml/m2, các đốm sẽ có ánh bạc và trên 80 ml/m2 - các sọc màu sáng. Một màng mờ liên tục xảy ra khi lượng tràn vượt quá 0,2 l/m2 và ở mức 0,5 l/m2 nó chuyển sang màu tối. Sử dụng các đặc điểm trên, bạn có thể tính toán đại khái lượng dầu đã vào bể chứa, chẳng hạn để xác định thiệt hại do tai nạn giao thông.
Bảng 2 trình bày bảng đặc tính chất lượng của nước thải vào cống thoát nước mưa của thành phố. Để so sánh, cột bên phải hiển thị các chỉ tiêu tối đa cho phép cần thiết đối với các vùng nước phục vụ mục đích sinh hoạt và uống nước.
ban 2
|
Các chỉ số |
Nồng độ trung bình trong nước thải, mg/l |
|||
|
cơn mưa |
rã đông |
rửa |
tối đa cho phép |
|
|
pH |
7,75 |
8,15 |
7,75 |
6,0...9,0 |
|
Chất rắn lơ lửng |
1230 |
1645 |
0,75 |
|
|
COD chưa lọc |
||||
|
COD được lọc |
||||
|
BOD5 |
||||
|
BOD poly |
||||
|
Hòa tan trong Ether |
dầu-0,3 |
|||
|
Nitơ amoni |
||||
|
Tổng nitơ |
||||
|
Nitrat |
0,08 |
|||
|
Nitrit |
0,08 |
0,36 |
||
|
phốt pho nói chung |
1,08 |
|||
|
Chỉ huy |
0,03 |
|||
Các chất lơ lửng có thể có nguồn gốc khoáng chất và hữu cơ, được thể hiện bằng các hạt cát, đất sét, bùn, sinh vật phù du, v.v..
Các hợp chất nitơ nitrat N Oz và dạng trung gian nitrit N02 là sản phẩm của quá trình phân hủy protein và các chất hữu cơ khác.
Nhu cầu oxy hóa học COD cho quá trình oxy hóa các chất ô nhiễm chủ yếu là hữu cơ.
Nhu cầu oxy sinh hóa BOD cho quá trình oxy hóa các tạp chất hữu cơ của vi sinh vật trong điều kiện hiếu khí (mở); HĐQT; - trong vòng 5 ngày, tổng BOD cho toàn bộ quá trình cho đến khi quá trình nitrat hóa bắt đầu (phân hủy hoàn toàn).
Chỉ số pH về mức độ axit (logarit âm của nồng độ ion hydro): pH bình thường = 7, axit -< 7, щелочная - >7. Thông thường các vùng nước tự nhiên có độ axit 6,5...8,5 pH.
Yêu cầu về chất lượng nước của hồ chứa được xác định bằng văn bản chính thức Tiêu chuẩn vệ sinh và quy định SanDiN, đối với nước uống GOST 2874-82, đối với hồ chứa giải trí GOST 17.1.5.02-80.
Đương nhiên, ở các thành phố lớn và trong các khu vực được bảo vệ, có thể khó tìm được nơi đặt các cơ sở xử lý địa phương thuộc loại đơn giản. Các cơ sở xử lý nước thải hiện đại đáp ứng các yêu cầu của SNiP 2.04.03-89 và SN 496-77 “Hướng dẫn tạm thời về thiết kế công trình xử lý nước thải bề mặt” rất tốn kém, hoạt động của chúng đòi hỏi nhân viên vận hành phải tiêu thụ năng lượng liên tục. Các nhà máy xử lý sử dụng các phương pháp cơ học, hóa lý, điện hóa, sinh học hoặc phức tạp. Để làm sạch dòng chảy trên đường tránh mưa không chứa lượng đáng kể dung dịch hóa học, các phương pháp cơ học thường được sử dụng, bao gồm lắng và lọc. Theo quy định, chúng đủ để xử lý sơ bộ, cung cấp các chỉ số vệ sinh cho nước thải công nghiệp cần được xử lý thêm. làm sạch tốt hoặc được phép xả vào các dòng nước có mực nước cao.
Bể lắng ngang đơn giản nhất có thiết bị loại bỏ cặn cơ học và bộ tách xăng-dầu để tách các sản phẩm dầu nổi lên trong quá trình lắng. Bẫy bùn có dạng giếng hình chữ nhật hoặc hình tròn, kích thước của chúng được xác định bằng tính toán. Các thiết bị lắng để xử lý sơ bộ chất thải đường bộ cũng được chế tạo dưới dạng giếng, nhưng đầu vào và đầu ra được ngăn cách bằng các vách ngăn của các hệ thống khác nhau, cho phép bạn thay đổi chế độ dòng nước để thu gom các sản phẩm dầu nổi trên bề mặt, và trầm tích rắn từ phía dưới. Bể tự hoại loại này được lắp đặt gần các cầu vượt sửa chữa hở ở bãi đỗ xe, cây xăng.
4.4 Tiếng ồn giao thông và các tác động vật lý khác
Cùng với ô nhiễm không khí, tiếng ồn đã trở thành một hậu quả phổ biến không kém của tiến bộ công nghệ và sự phát triển của giao thông vận tải.
Bản chất vật lý của âm thanh nằm ở sự rung động của khí quyển (hoặc môi trường dẫn điện khác) bị kích thích bởi một nguồn nào đó. Tai phản ứng với các quá trình dao động có tần số từ 20 Hz đến 20 kHz. Ngoài những giới hạn này, sóng hạ âm và siêu âm phát sinh, ở một cường độ nhất định sẽ gây nguy hiểm cho con người. Âm nhạc cho quãng tám đầu tiên có dải tần từ 440 đến 361 Hz. Sự kết hợp của các âm thanh thuần khiết sẽ tạo ra âm nhạc và sự kết hợp lộn xộn của các âm thanh có tần số khác nhau sẽ tạo ra tiếng ồn.
Năng lượng âm thanh áp suất của các dao động âm thanh (trên khí quyển), giống như bất kỳ tác động vật lý nào khác, có thể được đo bằng năng lượng. Sử dụng thuật ngữ vật lý, chúng ta có thể nói rằng nặng xe diesel với công suất hữu ích hơn 200 kW, nó là nguồn bức xạ âm có công suất khoảng 10 W. Sự thay đổi mức âm thanh 5 dB tương ứng với áp suất âm thanh 0,01 Pa. Sự thay đổi này được cảm nhận khá rõ ràng ở âm trầm, ít hơn ở âm cao.
Độ ồn được đo bằng đơn vị đặc biệt - decibel (dB), tương ứng với logarit của tỷ lệ giữa giá trị âm thanh nhất định với ngưỡng nghe được. Điều này có nghĩa là độ ồn tăng 10 dB tương ứng với cảm giác kích thước tăng gấp đôi.
Có thang đo mức độ tiếng ồn từ nhiều nguồn khác nhau: 90 dB là giới hạn nhận thức sinh lý bình thường của một người, sau đó hiện tượng đau đớn bắt đầu. Xét cho cùng, 120 dB là áp suất vượt quá 20 Pa.
Tác động của tiếng ồn giao thông đến môi trường, trước hết là đến môi trường con người, đã trở thành một vấn đề. Khoảng 40 triệu dân số Nga sống trong điều kiện khó chịu về tiếng ồn và một nửa trong số họ phải tiếp xúc với mức tiếng ồn trên 65 dB.
Mức độ tiếng ồn chung trên đường của chúng tôi cao hơn ở các nước phương Tây. Điều này được giải thích là do số lượng xe tải tham gia giao thông tương đối lớn, do đó mức ồn cao hơn ô tô 8-10 dB (tức là khoảng 2 lần). Dưới đây chúng tôi có các yêu cầu quy định đối với xe được sản xuất. Nhưng Lý do chính nằm ở việc thiếu kiểm soát mức độ tiếng ồn trên đường. Không có yêu cầu hạn chế tiếng ồn ngay cả trong Nội quy giao thông. Không có gì ngạc nhiên khi sự sắp xếp không đúng xe tải, xe moóc đối với họ, việc xếp hàng bất cẩn và buộc hàng hóa kém đã trở thành một hiện tượng phổ biến trên đường.
Người ta tin rằng trong môi trường đô thị, 60-80% tiếng ồn đến từ phương tiện giao thông. Nguồn gây tiếng ồn khi ô tô đang chuyển động là các bề mặt đơn vị năng lượng, hệ thống nạp và xả, bộ truyền động, bánh xe tiếp xúc với mặt đường, dao động của hệ thống treo và thân xe, sự tương tác của thân xe với luồng không khí. Các đặc tính tiếng ồn cho thấy một điểm chung trình độ kỹ thuật và chất lượng của xe và đường.
Các biện pháp chính để giảm tiếng ồn giao thông cần được so sánh về mặt chi phí là:
Loại bỏ các nút giao thông lưu lượng giao thông, đảm bảo sự di chuyển tự do thống nhất;
Giảm, cấm giao thông giao thông vận tải vào ban đêm;
Loại bỏ các đường cao tốc trung chuyển và đường có lưu lượng hàng hóa ra khỏi khu dân cư;
Xây dựng các công trình chống ồn và (hoặc) không gian xanh;
Việc tạo các dải bảo vệ dọc theo các khu vực ven đường, việc xây dựng dải này chỉ được phép thực hiện đối với các công trình không hạn chế tiếng ồn vệ sinh.
Việc cấm vận chuyển hàng hóa giúp giảm mức ồn khoảng 10 dB. Việc loại trừ giao thông bằng xe máy cũng có tác động tương tự. Giới hạn tốc độ dưới 50 km/h thường không làm giảm tiếng ồn.
4.5 Bảo vệ chống ô nhiễm giao thông
Phương pháp bảo vệ phổ biến và khá logic nhất là tạo dải không gian xanh dọc các tuyến đường. Một bức tường xanh rậm rạp của những cây rụng lá với bụi rậm và bụi rậm ở tầng dưới cô lập hành lang giao thông và cung cấp thêm diện tích cảnh quan, đặc biệt hữu ích ở các khu đô thị và công nghiệp.
Thành lũy bằng đất cung cấp một giải pháp thân thiện với môi trường. Chúng có thể được tích hợp vào cảnh quan và mang lại cái nhìn tự nhiên. Tuy nhiên, do dấu chân của chúng, trục có thể đắt hơn màn chắn bảo vệ.
Hiệu quả màn hình bảo vệ phụ thuộc vào độ cao của cạnh trên của nó so với đường nối nguồn nhiễu và điểm được bảo vệ. Kết quả tốt nhất, một cách tự nhiên, hóa ra nếu cầu vượt có chiều cao tương đương với chiều cao của các tòa nhà dân cư.
Khi đặt màn hình ở cả hai bên, các tia âm thanh sẽ bị phản xạ. Chúng phải được hấp thụ hoặc phản xạ theo hướng sao cho chúng không đi vào khu vực được bảo vệ. Sự hấp thụ đạt được bằng cách sử dụng vật liệu nhất định hoặc cấu trúc bề mặt. Hướng phản xạ được điều chỉnh bằng cách nghiêng các tấm bao quanh ra ngoài.
Thực tiễn trong nước chưa tích lũy được kinh nghiệm trong việc sử dụng rào cản tiếng ồn nhiều loại khác nhau. Có những ví dụ về việc sử dụng kết cấu bê tông cốt thép đúc sẵn tiêu chuẩn, nhưng đây là lựa chọn kém hiệu quả nhất.
Hiện nay, Chính phủ Liên bang Nga, Bộ Giao thông Vận tải Liên bang Nga, Ủy ban Bảo vệ Thiên nhiên Nhà nước Nga, Thanh tra Giao thông Vận tải Nga, Chính phủ Mátxcơva và các tổ chức khác quan tâm và kiểm soát việc tuân thủ. những yêu cầu về môi trường trong quá trình vận hành phương tiện và tình hình môi trường của các vùng.
Luật của Liên bang Nga “Về bảo vệ môi trường tự nhiên” và “Về phúc lợi vệ sinh và dịch tễ học của người dân” đã được phê duyệt.
Trên cơ sở các Luật này, “Yêu cầu tạm thời về môi trường đối với hoạt động của phương tiện” được phê duyệt và nhiệm vụ trang bị phương tiện và thiết bị đặc biệt trên khung gầm xe được phê duyệt. chuyển đổi xúc tác và những người khác thiết bị kỹ thuật giảm độc tính của khí thải.
Chính phủ Moscow đã ban hành Luật “Về trách nhiệm pháp lý khi bán nhiên liệu động cơ không đáp ứng yêu cầu về môi trường”. Theo quy định của Luật này, người vi phạm không tuân thủ các yêu cầu về môi trường trong việc kinh doanh nhiên liệu động cơ sẽ bị phạt tiền, đình chỉ và thu hồi giấy phép.
Bất chấp nhiều hoạt động khác nhau, vận tải đường bộ và thiết bị xây dựng đường bộ vẫn tiếp tục là nguồn tác động tiêu cực lớn nhất đến môi trường. Để loại bỏ tình trạng mất trật tự môi trường, cần tăng cường hoạt động của ủy ban thành phố và quận để bảo vệ môi trường tự nhiên và các dịch vụ bảo tồn thiên nhiên.
Danh sách tài liệu được sử dụng
- Ambartsumyan V.V., Nosov V.B. An toàn môi trường vận tải đường bộ. "Nauchtekhlitizdat", Mátxcơva, 1999
- Belyaev S.V. Dầu động cơ và bôi trơn động cơ: Sách giáo khoa. - Bang Petrozavodsk đại học. Petrozavodsk, 1993
- Gramolin A.V., Kuznetsov A.S. Nhiên liệu, dầu, chất bôi trơn, chất lỏng và vật liệu để vận hành và sửa chữa ô tô. - M.: Cơ khí, 1995
- Evgeniev I.E., Karimov B.R. Đường ô tô Và môi trường. Sách giáo khoa Mátxcơva, 1997
- Karagodin V.I., Shestopalov S.K. Thợ sửa chữa ô tô: Hướng dẫn thực hành. Tái bản lần thứ 2, rev. và bổ sung - M.: Cao học, 1990
- Kruglov S.M. Hướng dẫn của thợ sửa ô tô về bảo dưỡng và sửa chữa ô tô khách. - M.: Cao học, 1995
- Protasov V.F., Molchanov A.V. Quản lý sinh thái, sức khỏe và môi trường ở Nga. Matxcơva, “Tài chính và Thống kê”, 1995
- Hướng dẫn vận hành VAZ-2108, -21081, -21083, -21083-20, -2109, -21091, -21093, -21093-20, -21099. - M.: Quân đoàn, 1996
- Hệ thống phun Spinov A.V. cho động cơ xăng. - M.: Cơ khí, 1995
- Vận hành kỹ thuậtô tô / Ed. E. S. Kuznetsova. - tái bản lần thứ 3, có sửa đổi. và bổ sung - M.: Giao thông vận tải, 1991
- Fuchadzhi K.S., Stryuk N.N. Xe ZAZ-1102 “Tavria”: thiết kế, vận hành, sửa chữa. - M.: Giao thông vận tải, 1991
- Shestopalov S.K., Shestopalov K.S. Xe khách. - M.: Giao thông vận tải, 1995
- Shestopalov K.S. Thiết bị, bảo trì xe chở khách. Hướng dẫn. Mátxcơva. Nhà xuất bản DOSAAF. 1990
- An toàn môi trường của các luồng giao thông. Được biên tập bởi Dyak A.B. Mátxcơva, “Giao thông vận tải”, 1990
- Vấn đề môi trường trong phát triển giao thông đường bộ. Mátxcơva, 1997
- Bản tin sinh thái của Nga. Thông tin và bản tin thông tin. Mátxcơva, 1998 - số 7



