Amaç ve özellikler
Krank, bir motorun çalışma sürecini gerçekleştiren bir mekanizmadır.
krank mekanizması pistonların ileri geri hareketini dönme hareketine dönüştürmek için tasarlanmıştır krank mili.
Krank mekanizması, silindirlerin düzenine göre motorun tipini belirler.
Otomobil motorlarında çeşitli krank mekanizmaları kullanılmaktadır.
(resim 1): sıralı motorlarda dikey piston hareketine ve açılı piston hareketine sahip tek sıralı krank mekanizmaları kullanılır; açılı piston hareketine sahip çift sıralı krank mekanizmaları kullanılmaktadır. V şeklindeki motorlar; olduğu durumlarda yatay piston hareketine sahip tek ve çift sıralı krank mekanizmaları kullanılmaktadır. boyutlar motor yüksekliği.
Resim 1- Çeşitli kriterlere göre sınıflandırılmış krank mekanizması türleri.
Krank mekanizmasının tasarımı.
Krank mekanizması, krank karteri ve silindir kafası olan bir silindir bloğu, bir biyel kolu ve piston grubu içerir ve krank mili volan ile.
Karter 10 ve silindir kafası 8 ile birlikte silindir bloğu 11 (Şekil 2), krank mekanizmasının sabit parçalarıdır.
Mekanizmanın hareketli parçaları, volan 43 ile krank milini 34 ve parçaları içerir. biyel ve piston grubu– pistonlar 24, piston segmanları 18 ve 19, piston pimleri 26 ve bağlantı çubukları 27.
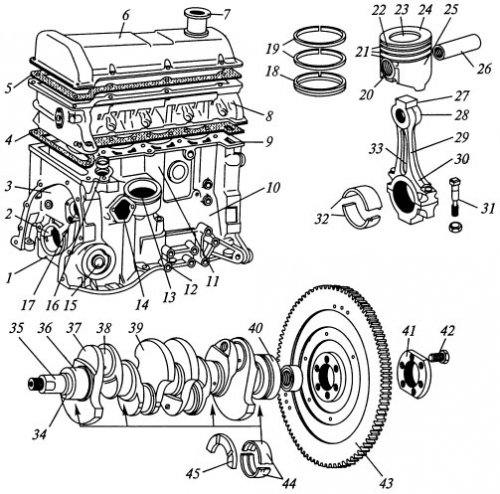
şekil 2– Binek araç motorlarının krank mekanizması
1, 6 - kapaklar; 2 - destek; 3, 9 - boşluklar; 4, 5 - contalar; 7 - boyun; 8, 22, 28, 30 - kafa; 10 - karter; 11 - silindir bloğu; 12 - 16, 20 - gelgitler; 17, 33 - delikler; 18, 19 - halkalar; 21 - oluklar; 23 - alt; 24 - piston; 25 - etek; 26 - parmak; 27 - bağlantı çubuğu; 29 - çubuk; 31, 42 - cıvatalar; 32, 44 - gömlekler; 34 - krank mili; 35, 40 - krank milinin uçları; 36, 38 - boyunlar; 37 - yanak; 39 - karşı ağırlık; 41 - yıkayıcı; 43 - volan; 45 - yarım halka
Silindir bloğubirlikte karter motorun omurgasıdır. Üzerine ve içine motor mekanizmaları ve cihazları yerleştirilmiştir. Özel düşük alaşımlı dökme demirden karter 10 ile bütünleşik yapılan blok 11'de motor silindirleri yapılır. Silindirlerin iç yüzeyleri taşlanmıştır ve silindirlerin aynası olarak adlandırılır. Silindirlerin duvarları ile dış duvarları arasındaki bloğun içinde, soğutma ceketi adı verilen özel bir boşluk 9 vardır. Motor soğutma sisteminin soğutma sıvısını sirküle eder.
Bloğun içinde ayrıca, motorun sürtünme parçalarına yağın beslendiği yağlama sisteminin kanalları ve bir yağ hattı da vardır. alt kısımda silindir bloğu(karterde), krank milinin ana yatakları için, bloğa kendinden kilitlenen cıvatalarla tutturulmuş çıkarılabilir kapaklara 1 sahip destekler 2 vardır. Bloğun ön kısmında bir boşluk 3 vardır. zincir tahrik gaz dağıtım mekanizması Bu boşluk, alüminyum alaşımından döküm bir örtü ile kapatılmıştır. Silindir bloğunun sol tarafında, içine haddelenmiş çelik-alüminyum burçların bastırıldığı, yağ pompası tahrik milinin yatakları için delikler 17 vardır. Ön kısmında bloğun sağ tarafında bir soğutma sıvısı pompası takmak için bir flanş ve jeneratörü monte etmek için bir braket vardır. Silindir bloğunda aşağıdakiler için özel gelgitler vardır: 12 - motor takozları için montaj braketleri; 13 - havalandırma sisteminin yağ ayırıcısı karter; 14 – benzin pompası; 15 – Yağ filtresi; 16 - ateşleme dağıtıcısı. Aşağıdan, silindir bloğu bir yağ karteri ile kapatılır ve debriyaj mahfazası arka ucuna takılır. Sertliği artırmak için, silindir bloğunun alt düzlemi, krank milinin eksenine göre bir miktar alçaltılır.
Silindirlerle birlikte dökülen bloğun aksine, Şekil 3, silindirlerden ayrı bir alüminyum alaşımdan dökülen karter 5 ile birlikte 4 silindirden oluşan bir bloğu göstermektedir. Silindirler, sızdırmazlık halkaları 1 ile bloğun yuvalarına 6 takılan ve bir sızdırmazlık contası ile bloğun başı tarafından yukarıdan kapatılan, kolayca çıkarılabilir dökme demir manşonlardır 2.

Figür 3– Çıkarılabilir silindir gömlekli motor bloğu
1 - halka; 2 - kol; 3 - boşluk; 4 - blok; 5 - karter; 6 - yuva
Manşonların iç yüzeyi taşlanarak işlenir. Aşınmayı azaltmak için manşonların üst kısmına özel dökme demirden yapılmış ekler yerleştirilmiştir.
Çıkarılabilir silindir gömlekleri motorun dayanıklılığını artırır, montajını, çalışmasını ve onarımını basitleştirir.
Silindir gömleklerinin dış yüzeyi ile bloğun iç duvarları arasında motor soğutma ceketi olan bir boşluk 3 vardır. Soğutma sıvısı, sıvı ile temas nedeniyle ıslak olarak adlandırılan silindir gömleklerini yıkayarak içinde dolaşır.
silindir kafası silindirleri yukarıdan kapatır ve yanma odalarını, bir valf mekanizmasını ve yanıcı bir karışım ve içindeki egzoz gazlarını beslemek için kanalları barındırmaya hizmet eder. Silindir bloğunun kafası 8 (bkz. Şekil 2), tüm silindirler için ortaktır, alüminyum alaşımından dökülmüştür ve kama şeklinde bir yanma odasına sahiptir. Bir soğutma ceketi ve bujiler için dişli delikleri vardır. Dökme demirden yapılmış yuvalar ve valf kılavuzları kafaya bastırılır. Kafa, silindir bloğuna vidalanmıştır. Kafa ile silindir bloğu arasına, bağlantılarının sıkılığını sağlayan bir metal-asbest conta 4 yerleştirilmiştir. Yukarıdan, bir yatak muhafazası ile eksantrik mili ve motora yağ doldurmak için boyunlu 7 çelik damgalı bir kapak 6 ile kapatılmıştır. Yağ sızıntısını önlemek için, kapak ile silindir kafası arasına bir sızdırmazlık contası 5 yerleştirilmiştir Sağ tarafta, sırasıyla alüminyum alaşımdan ve dökme demirden dökülen emme ve egzoz boru hatları, bir metal aracılığıyla saplamalarla silindir kapağına sabitlenmiştir. -asbest conta.
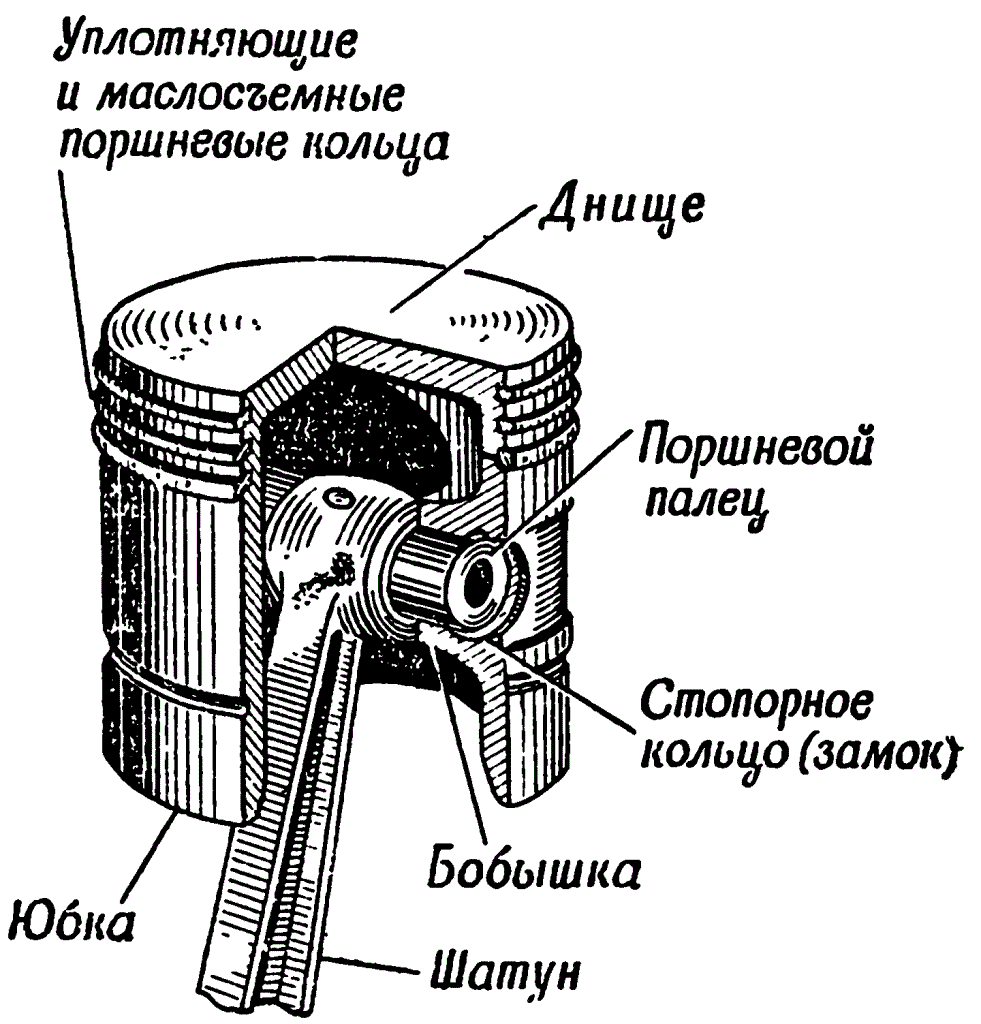
Pistonçalışma stroku ve yardımcı döngülerin (emme, sıkıştırma, egzoz) uygulanması sırasında gazların basıncını algılamaya yarar. Piston 24, alüminyum alaşımından dökülmüş içi boş bir silindirdir. Bir tabana 23, bir başlığa 22 ve bir eteğe 25 sahiptir. Piston tabanının tabanı nervürlerle takviye edilmiştir. Oluklar 21, piston kafasında aşağıdakiler için yapılır: segmanlar.
Piston eteğinde piston pimi için delikleri olan kulplar 20 (kulaklar) vardır. Piston göbeklerinde, pistonun ısınmadan genleşmesini azaltan ve motor silindirindeki sıkışmasını önleyen çelik termal dengeleme plakaları doldurulur. Etek enine kesiti oval, yüksekliği konik ve alttan kesiktir. Eteğin ovalliği ve konikliği ile termal dengeleme plakaları, piston sıkışmasını önler ve kesikler, pistonun krank milinin karşı ağırlıklarına dokunmasını önler. Ayrıca etekteki kesikler pistonun kütlesini azaltır. Silindire daha iyi alışmak için piston eteğinin dış yüzeyi ince bir kalay tabakası ile kaplanmıştır. Piston pimi için çıkıntılardaki delik, pistonun çapsal düzlemine göre kaymıştır. Bu sayede, üst ölü merkezden (TDC) geçtiğinde bozulma ve şok azalır.
Binek otomobil motorlarının pistonları, silindir kapağının iç yüzeyi ile birlikte gerekli şekle sahip yanma odalarını oluşturmak için çeşitli konfigürasyonlarda tabanlara sahip olabilir. Pistonların dipleri düz, dışbükey, içbükey ve figürlü çentikli olabilir.
Segmanlar silindir boşluğunu kapatın, motor karterine gaz sızmasını (sıkıştırma 19) ve yanma odasına yağ girişini (yağ sıyırıcı 18) hariç tutun. Ek olarak, piston kafasından silindir duvarlarına ısı verirler. Sıkıştırma ve yağ sıyırıcı segmanları bölünmüştür. Özel dökme demirden yapılmıştır. Halkanın esnekliği nedeniyle silindirin duvarlarına sıkıca otururlar. Bu durumda halkaların kesik uçları arasında (kilitlerde) hiçbir büyük açık(0,2 ... 0,35 mm).
En çok çalışan üst sıkıştırma halkası zor şartlar, alışmasını iyileştirmek için namlu şeklinde bir bölüme sahiptir. Aşınma direncini artırmak için dış yüzeyi krom kaplıdır.
Alt sıkıştırma halkası, sıyırıcı tipte bir bölüme sahiptir (dış yüzeyinde bir oluk yapılmıştır) ve fosfatlanmıştır. Ana işleve ek olarak, ek bir işlev daha gerçekleştirir - bir yağ atma halkası.
Dış yüzeydeki yağ sıyırıcı segman, silindir duvarlarından alınan yağı pistonun iç boşluğuna boşaltmak için bir oluk ve yarıklı yuvalara sahiptir. İç yüzeyinde, halkanın motor silindirinin duvarlarına ek olarak bastırılmasını sağlayan, genişleyen bir helezon yayın takılı olduğu bir oluğa sahiptir.
piston pimipistonu biyel kolunun üst kafası ile eklemlemeye yarar. Parmak 26 - boru şeklinde, çelik. Sertliği ve aşınma direncini arttırmak için dış yüzeyi sementasyona uğrar ve akımlarla sertleştirilir. yüksek frekans. Pim, pistondaki eksenel hareketini ortadan kaldıran ve bunun sonucunda silindir duvarlarının hasar görebileceği sıkı geçme ile bağlantı çubuğunun üst kafasına bastırılır. Piston pimi, piston yuvalarında serbestçe döner.
Bağlantı Çubuğupistonu bağlamak için hizmet vermektedir krank mili ve aralarındaki güç aktarımı. Biyel kolu 27 - dövme çelik, yekpare bir üst kafa 28, bir I-kesitli çubuk 29 ve bölünmüş bir alt kafa 30'dan oluşur. Biyel kolu, alt kafa ile krank miline bağlanır. Alt kafanın çıkarılabilir yarısı bir biyel kolu kapağıdır ve ona iki cıvata 31 ile tutturulmuştur. Biyel kolu yatağının ince cidarlı bimetalik, çelik-alüminyum gömlekleri 32 biyel kolunun alt kafasına sokulur. Bağlantı çubuğunun alt kafasında, silindir duvarlarını yağlamak için özel bir delik (33) vardır.
krank milibiyel kollarından gelen kuvvetleri algılar ve üzerinde oluşan torku aracın şanzımanına iletir. Aynı zamanda çeşitli motor mekanizmalarını da çalıştırır (gaz dağıtım mekanizması, yağ pompası, ateşleme distribütörü, soğutma sıvısı pompası vb.).
Krank mili 34 - beş yataklı, özel yüksek mukavemetli dökme demirden dökülmüştür. Ana 35 ve biyel kolu 38 boyunlarından, yanaklardan 37, karşı ağırlıklardan 39, ön 35 ve arka 40 uçtan oluşur. Krank milinin ana muyluları, gömlekleri 44 ince duvarlı, bimetalik, çelik-alüminyum olan motor karterinin yataklarına (ana yataklar) monte edilmiştir.
Alt biyel kolu başları, krank milinin biyel kolu muylularına takılır. Biyel kolu yatakları, ana muyluları biyel koluna bağlayan kanallardan yağlanır. Yanaklar, krank milinin ana ve biyel muylularını birbirine bağlar ve karşı ağırlıklar, ana yatakları dengesiz kütlelerin merkezkaç kuvvetlerinden kurtarır.
Krank milinin ön ucuna takılır: zamanlama zinciri tahrikinin tahrik dişlisi; fan tahriki, soğutma sıvısı pompası, jeneratör için kayışlı tahrik kasnağı; çalıştırma kolu ile mili manuel olarak döndürmek için cırcır. Krank milinin arka ucunda, dişli kutusunun ana (tahrik) milinin yatağını takmak için özel bir soket vardır. Volan 43, cıvatalarla 42 özel bir rondela 41 kullanılarak milin arka ucunun ucuna takılır.
Eksenel hareketlerden krank mili, arka ana yatağın her iki tarafında motor bloğuna takılan iki destek yarım halkası 45 ile sabitlenir. Ayrıca yatağın ön tarafında çelik-alüminyum halka, arka tarafında sinterlenmiş malzemelerden (metal-seramik) halka yerleştirilmiştir.
Çarkkrank milinin eşit şekilde dönmesini sağlar, hazırlık döngüleri sırasında mili döndürmek için çalışma vuruşu sırasında enerji biriktirir ve krank mekanizmasının parçalarını ölü noktalardan uzaklaştırır. Volanda depolanan enerji, motorun çalıştırılmasını kolaylaştırır ve aracın hareket etmesini sağlar. Volan 43, dökme demirden dökülmüş devasa bir disktir. Motoru çalıştırmak için tasarlanmış volan jantına çelik bir halka dişli bastırılır. elektrikli marş. Debriyaj parçaları volana takılıdır. Krank mekanizmasının bir parçası olan volan da debriyajın önde gelen parçalarından biridir.
Arızalar ve Bakım KShM ve zamanlama
Motor bakımı, kontrol etmekten ibarettir teknik durum krank ve dağıtım mekanizmalarında, soğutma, yağlama, güç ve ateşleme sistemlerinde harici muayene ve çalışma, sorun giderme, kontrol ve ayar, yağlama ve sabitleme çalışmaları.
Krank mekanizmasının arızaları eşleşen parçaların doğal aşınması nedeniyle.
Ana arıza belirtileri krank mekanizması şunlardır:
- silindirlerdeki sıkıştırmanın azaltılması;
- gürültü ve darbelerin görünümü;
- gazların kartere sızması ve yağ doldurma ağzından keskin bir koku ile mavimsi bir dumanın ortaya çıkması;
- yağ tüketiminde artış;
- karterde yağ seyrelmesi (sıkıştırma darbeleri sırasında çalışma karışımı buharlarının nüfuz etmesinden dolayı);
- bujilerin yağ ile atılması elektrotlarda karbon birikintilerine ve kıvılcımlanmanın kötüleşmesine neden olur. Sonuç olarak, yakıt tüketimi artar ve motor gücü azalır.
Gaz dağıtım mekanizmasının arızaları çoğu zaman valf gövdeleri ve iticiler arasındaki boşlukların ihlali olarak kendini gösterir. Bu, valf zamanlamasının ihlaline, silindirlerin doldurulmasında bozulmaya yol açar (artan boşluklarla emme veya egzoz valflerinin açılmasındaki gecikme nedeniyle).
Valf gövdeleri ve iticiler arasındaki artan boşluklar, zamanlama mekanizması parçalarının vuruntu yapmasına ve erken aşınmasına neden olur. Küçük boşluklar veya bunların yokluğu, vanaların gevşek oturmasına ve çalışma karışımının giriş ve çıkış boru hatlarına geçmesine neden olur. Sonuç olarak, motor silindirlerindeki sıkıştırma ve gücü azalır. Bu arızaların belirtileri, karbüratörde yanıp sönmelerin ve susturucuda patlamaların ortaya çıkmasıdır.
Krank (KShM) ve gaz dağıtım mekanizmalarının (GRM) bakımı
Ana işler:
- durumun stabilitesinin kontrol edilmesi ve motor yatağının çerçeveye, silindir kafasına ve krank karterinin bağlantı elemanlarının (sabitleme işi) bloğa, giriş ve çıkış boru hatlarının flanşlarına ve diğer bağlantılara sıkılması;
- krank ve dağıtım mekanizmalarının teknik durumunun veya performansının (kontrol çalışması) kontrol edilmesi;
- ayarlamalar ve yağlama.
Sabitleme işi
Gazların ve soğutma sıvısının silindir kapağı contasından geçişini önlemek için, kafanın sabitlenmesini belirli bir kuvvet ve sırayla bir tork kolu olan bir anahtarla periyodik olarak kontrol etmek gerekir. Somunların sıkma torku ve sıkma sırası otomobil fabrikaları tarafından belirlenir.
Dökme demir silindir kafası motor sıcakken takılır ve alüminyum alaşımlı kafa motor soğukken sabitlenir.
Alüminyum alaşımlı kafaların soğuk durumda sabitlenmesi ihtiyacı, cıvata ve saplama malzemesinin (çelik) ve kafa malzemesinin (alüminyum alaşımı) eşit olmayan doğrusal genleşme katsayısı ile açıklanmaktadır. Bu nedenle, sıcak bir motorda somunların sıkılması, soğuduktan sonra silindir kapağının bloğa gerekli sıkılığını sağlamaz.
Karter deformasyonunu, kaçakları önlemek için karter montaj cıvatalarının sıkılması da sırayla kontrol edilir, örn. taban tabana zıt cıvataları dönüşümlü olarak sıkmak.
Krank milinin durumunun ve zamanlamasının kontrolü
Bu mekanizmaların teknik durumu şu şekilde belirlenebilir:
- çalışma sırasında yağ tüketimi (yakıt kaybı) ve yağlama sistemindeki basınç düşüşü;
- sıkıştırma strokunun sonunda motor silindirlerindeki basıncı (kompresyon) değiştirerek;
- emme boru hattındaki vakumla;
- motor karterine giren gaz miktarına göre;
- silindirlerden gaz (hava) sızıntısı ile;
- motorda vuruntuların varlığı.
Yağ atığıaz yıpranmış bir motorda önemsizdir ve 0,1-0,25 l / 100 km çalışma olabilir. Önemli genel motor aşınması ile atık, genellikle güçlü dumanın eşlik ettiği 1 l / 100 km veya daha fazlasına ulaşabilir.
basınç yağ sistemi motor için belirtilen sınırlar içinde olmalıdır. bu türden motor ve kullanılan yağ türü. Sıcak bir motorun düşük krank mili hızlarında yağ basıncındaki düşüş, motor yataklarında kabul edilemez bir aşınma olduğunu veya yağlama sisteminde bir arıza olduğunu gösterir.
Manometredeki yağ basıncının 0'a düşmesi, manometrede veya basınç düşürme valfinde bir arıza olduğunu gösterir.
Yağlama sistemindeki artan basınç, yüksek viskoziteden veya yağ hattının tıkanmasından kaynaklanabilir.
Sıkıştırmamotor silindirlerinin sıkılığının bir göstergesi olarak hizmet eder ve silindirlerin, pistonların ve valflerin durumunu karakterize eder. Silindir sızdırmazlığı belirlenebilir kompresometre .
Motor, mumlar söndürülerek 70-80 ºС'ye ön ısıtıldıktan sonra sıkıştırma kontrol edilir. Sıkıştırma göstergesinin lastik ucunu buji deliğine taktıktan sonra, motor krank milini bir marş motoruyla 10-12 devir çevirin ve sıkıştırma göstergesinin okumalarını kaydedin. Kontrol her silindir için 2-3 kez tekrarlanır.
Sıkıştırma değeri normalin %30-40 altındaysa, bu bir arızaya işaret eder (piston segmanlarının kırılması veya yanması, valf kaçakları veya silindir kapağı contasında hasar).
Giriş boru hattında vakum motor bir vakum ölçer ile ölçülür. Kararlı halde çalışan motorlarda vakumun büyüklüğü sadece silindir-piston grubunun aşınmasından değil, gaz dağıtım parçalarının durumundan, ateşleme ayarından ve karbüratör ayarından da değişebilmektedir.
Böylece, Bu method kontrol geneldir ve bir veya başka bir arızanın tek bir gösterge ile ayırt edilmesine izin vermez.İleri
krank mekanizmasıçok silindirli motorlar şu parçaları içerir: başlı ve contalı silindir bloğu, pistonlar, piston segmanları, piston pimleri, biyel kolları, krank mili, volan ve karterli motor karteri.
Halkaları ve pimi olan bir piston, bir piston grubunu, başlı ve krank karterli bir blok ise bir motor mahfazasını oluşturur.
Silindirlerin düzenine göre motorlar sıralı ve V şeklinde ayrılır.
-de sıralı motor tüm silindirler bir sıra (sıra) halinde düzenlenmiştir; bu nedenle, çok sayıda silindirde, motorun ortak parçalarının uzunluğu (silindir bloğu, kafa, krank mili ve eksantrik mili vb.) ve sonuç olarak, tüm motorun uzunluğu çok önemlidir.
V şeklindeki motor tasarımı ile silindirler, bloğun iki bölümünde iki sıra halinde ve genellikle eksenleri arasında 90°'lik bir açı oluşturacak şekilde düzenlenmiştir. Bu durumda, motorun ve ortak parçalarının uzunluğu çok kısalır ve tasarımı, geliştirilen güç birimi (özgül ağırlık) başına ağırlıkta karşılık gelen bir azalma ile daha kompakttır. Bu avantajlar nedeniyle, V şeklinde silindir düzenine sahip motorlar, yerli otomobillerde giderek daha fazla kullanılmaktadır.
 motorun diğer tüm parça ve mekanizmaların bağlı olduğu ana temel parçasıdır. Motor bloğu, dökme demir veya alüminyum alaşımından dökülmüştür. Aynı dökümde karter, soğutma ceketinin motor silindirlerini çevreleyen duvarları, supap yuvalarında sonlanan giriş ve çıkış kanalları ve parçaların bulunduğu supap odası yapılır. Silindirlerin iç yüzeyi pistonlar için kılavuz görevi görür, gerekli boyutta delinir ve parlatılır. Bu yüzeye silindirin aynası denir. Bazı arabalarda silindirler, soğutma sıvısı ile yıkanmış geçmeli manşonlar şeklinde yapılır. Bu tür manşonlara ıslak denir, alt kısımlarında sızdırmazlık contaları bulunur. Üstte, silindir kafası ile sızdırmazlık sağlanır. Yukarıdan, blok alüminyum alaşımdan yapılmış bir silindir kafası ile kapatılmıştır.
motorun diğer tüm parça ve mekanizmaların bağlı olduğu ana temel parçasıdır. Motor bloğu, dökme demir veya alüminyum alaşımından dökülmüştür. Aynı dökümde karter, soğutma ceketinin motor silindirlerini çevreleyen duvarları, supap yuvalarında sonlanan giriş ve çıkış kanalları ve parçaların bulunduğu supap odası yapılır. Silindirlerin iç yüzeyi pistonlar için kılavuz görevi görür, gerekli boyutta delinir ve parlatılır. Bu yüzeye silindirin aynası denir. Bazı arabalarda silindirler, soğutma sıvısı ile yıkanmış geçmeli manşonlar şeklinde yapılır. Bu tür manşonlara ıslak denir, alt kısımlarında sızdırmazlık contaları bulunur. Üstte, silindir kafası ile sızdırmazlık sağlanır. Yukarıdan, blok alüminyum alaşımdan yapılmış bir silindir kafası ile kapatılmıştır.
Kafada bir soğutma ceketi ve buji delikleri olan yanma odaları vardır.Motor silindir kafasında ayrıca giriş ve çıkış kanalları vardır. Silindir kapağı, somun veya cıvatalı saplamalarla bloğa tutturulmuştur. Kafanın silindir bloğuna sızdırmazlığı, metal-asbest conta kullanılarak sağlanır.
Pistonçalışma stroku sırasında algıladığı gaz basıncını piston pimi vasıtasıyla biyel koluna aktarmaya yarar, ayrıca piston yardımıyla hazırlık döngüleri gerçekleştirilir. Alüminyum alaşımdan yapılmış pistonlar oval bir tabana ve eteğe sahiptir. Eteğin yüzeyi kalaylıdır. Krank milinin karşı ağırlıklarının pistonun alt konumunda geçişine izin veren ve pistonun ağırlığını azaltan eteğin çalışmayan yüzeyleri kesilir. Her iki taraftaki etek, T şeklinde kesintisiz bir kesime ve piston pimi düzleminde girintilere sahiptir.
Segmanlar gazların motor karterine sızmasını önler ve fazla yağın silindir duvarlarından çıkarılmasını sağlar. Her pistonun iki sıkıştırma segmanı ve bir yağ sıyırıcısı vardır.
Sıkıştırma halkaları düzeltilmiş basınçla ve kıvrılmış (üstten içeri bir eğime sahiptirler). Üst sıkıştırma halkası krom kaplamalı, diğer halkalar kalay kaplıdır. Yağ sıyırıcı halkasında yağ tahliyesi için yuvalar bulunur.
Piston pimi, pistonu biyel kolu ile eklemlemek için kullanılır. Yüzer piston pimi, iki segman ile pistona sabitlenmiştir. Pim, silindir ekseninin sağ tarafına 1,5 mm yer değiştirir, bu da c'den geçerken piston vuruntusunu azaltır. mt
Bağlantı Çubuğu pistonu krank milinin biyel kolu muylusuna bağlar ve çalışma stroku sırasında pistondan krank miline kuvvet aktarmaya ve hazırlık döngüleri sırasında pistonun krank milinden hareketini aktarmaya hizmet eder. Biyel kolu I-kesitli çelikten yapılmıştır. Biyel kolunun üst kafasına bronz sacdan haddelenmiş ince cidarlı bir burç bastırılır. Alt kafaya ince cidarlı değiştirilebilir çelik babbit astarlar yerleştirilmiştir. Kapak, biyel koluna iki cıvata ile tutturulmuştur.
krank mili pistonlardan biyel kolları tarafından iletilen kuvvetleri algılar ve bunları daha sonra volan aracılığıyla güç aktarımına beslenen torka dönüştürür. Karşı ağırlıklara sahip beş yataklı krank mili, magnezyum dökme demirden dökülmüştür. Biyel kolu ve ana muylular oyuktur, bu da milin ağırlığını azaltır. Biyel kolu muylularının boşlukları dişli tapalarla kapatılmıştır ve pislik tutucu görevi görür. Yağ, ana muylulardan biyel kolu muylularına mile gömülü borular vasıtasıyla beslenir.
Şaft, ince cidarlı çelik babbit astarlı beş yatak üzerindeki karter bölmelerine monte edilmiştir. Ana yatak kapakları alüminyum alaşımdan (duralumin) dökülmüştür ve her biri bloğa iki saplama ile tutturulmuştur. Milin eksenel sabitlenmesi, her iki tarafında çelik-babbit baskı halkalarının takılı olduğu ön yatak tarafından gerçekleştirilir.
motorun düzensiz çalışmasını azaltır, pistonları ölü noktalardan uzaklaştırır, motorun çalıştırılmasını ve arabanın düzgün çalışmasını kolaylaştırır.
 Volan, krank mili flanşına dört topraklama cıvatası ile bağlanmıştır. Milin arka boynunda, yatağın oluğuna dahil edilmiş bir yağ sapan sırtı vardır ve bir yağ keçesi takılmıştır. Milin ön ucunda bir baskı diski, bir dişli, bir yağ deflektörü ve bir fan tahrik kasnağı kilitlenmiştir. Kasnağa bir kir saptırıcı rondela takılmıştır. Çalıştırma kolunun mandalı milin ucuna vidalanmıştır. Şaft, zamanlama dişlisi kapağında kendiliğinden hareket eden bir lastik conta ile kapatılmıştır.
Volan, krank mili flanşına dört topraklama cıvatası ile bağlanmıştır. Milin arka boynunda, yatağın oluğuna dahil edilmiş bir yağ sapan sırtı vardır ve bir yağ keçesi takılmıştır. Milin ön ucunda bir baskı diski, bir dişli, bir yağ deflektörü ve bir fan tahrik kasnağı kilitlenmiştir. Kasnağa bir kir saptırıcı rondela takılmıştır. Çalıştırma kolunun mandalı milin ucuna vidalanmıştır. Şaft, zamanlama dişlisi kapağında kendiliğinden hareket eden bir lastik conta ile kapatılmıştır.
karter motorun alt kısmı denilen, silindir bloğu ile birlikte döküm. Karter, krank milinin ve diğer motor parçalarının ve parçalarının montajı için temel görevi görür. Aşağıdan, motoru kirlenmeye karşı koruyan ve bir yağ deposu olan bir sızdırmazlık contası üzerinde krank karterine bir tava cıvatalanmıştır.
Motor, lastik yastıklı üç destek üzerinde alt şasiye asılmıştır. Bloğun önünde iki destek bulunur ve biri şanzıman mahfazasının arka kapağındadır.
Laboratuvar #1
Ders: Krank mekanizmasının (KShM) yapısının incelenmesi
1. Amaç: KShM cihazını tanıyın çeşitli motorlar onları analiz edebilmek Tasarım özellikleri
2. Kısa bilgi
Krank mekanizması, pistonun silindir içindeki ileri geri hareketini motor krank milinin dönme hareketine dönüştürmek için tasarlanmıştır.
Pirinç. 1 Dört silindirli bir motorun genel görünümü (boyuna ve enine kesit)
1 – silindir bloğu; 2 – silindir bloğunun başı; 3 – motor karterinin paleti; 4 - halkalı ve parmaklı pistonlar; 5 - bağlantı çubukları; 6 - krank mili; 7 - volan; 8 - eksantrik mili; 9 - kollar; 10 - giriş valfleri; on bir - egzoz valfleri; 12 - valf yayları; 13 - giriş ve çıkış kanalları
-de dört silindirli motor krank mekanizması şunlardan oluşur:
karterli silindir bloğu,
silindir kafası,
motor yağı tavası,
halkalı ve parmaklı pistonlar,
bağlantı çubukları,
krank mili,
çark.
Motorun krank mekanizmasının KShM'sinin bileşimi iki grup parça içerir: sabit ve hareketli.
Sabit parçalar, motorun temelini oluşturan silindir bloğunu, silindiri, blok kafalarını veya silindir kapaklarını ve yağ karterini içerir. Hareketli parçalar segmanlı ve piston pimli pistonlar, biyel kolu, krank mili, volandır. Krank mekanizması, yanma-genleşme döngüsü sırasında gazların basıncını algılar ve pistonun doğrusal, ileri geri hareketini krank milinin dönme hareketine dönüştürür. -deVşeklindeki motorlarda silindir bloğu, içinde ve dışında tüm mekanizma ve sistemlerin monte edildiği masif bir döküm gövdedir. Silindir bloğu sadece silindirleri ve bir biyel ve piston grubunu değil, aynı zamanda diğer motor sistemlerini de birleştirir. İçinde çok sayıda döküm kanal ve delik, yatak ve tapa bulunan motorun temelidir. Krank milinin döndüğü silindir bloğundadır (yataklarda). Bloğun iç boşluklarında soğutma sisteminin sıvısı dolaşır ve motor yağlama sisteminin yağ kanalları da buradan geçer. Çoğu ekler motor yine silindir bloğuna monte edilmiştir. Bloğun alt kısmı, döküm çapraz elemanlarında krank mili yatakları için yatak yuvalarının bulunduğu bir karterdir. Böyle bir döküme genellikle blok karter denir. Silindir bloğunun orta kısmında, eksantrik mili yatak muylularının altına kaymalı yatakların takılması için delikler bulunmaktadır. Blok konnektörünün düzlemi, krank milinin ekseni boyunca geçebilir veya ona göre aşağı doğru kaydırılabilir. Karterin altına, yağ için bir rezervuar görevi gören damgalı bir çelik tava takılmıştır. Bloktaki kanallar vasıtasıyla, karterden gelen yağ, motorun sürtünme parçalarına verilir. AçıkVSilindir bloğunun sertliğini artırmak için şekilli motorlar, ayırma düzlemi krank milinin ekseninin altına yerleştirilmiştir. Silindir bloğunun dökümünde ceket bulunmaktadır. sıvı soğutma bloğun duvarları ile geçme kovanlarının dış yüzeyi arasındaki bir boşluk olan motor. Soğutma sıvısı, silindir bloğunun her iki yanında bulunan iki kanaldan soğutma ceketine beslenir. Zamanlama dişlisi kapağı, silindir bloğunun önüne takılır ve debriyaj mahfazası arkaya takılır.
Silindir bloğu, gri dökme demir veya alüminyum alaşımından dökülmüştür.
çalışma yüzeyi silindir, piston hareketleri sırasında bir kılavuzdur ve bununla birlikte silindir kafası, motor çevriminin gerçekleştiği kapalı bir alan oluşturur. Piston ve piston segmanlarını silindire sıkıca oturtmak ve aralarındaki sürtünme kuvvetlerini azaltmak için, silindirlerin iç boşluğu yüksek doğruluk ve temizlikle özenle işlenir ve bu nedenle silindir aynası olarak adlandırılır. Silindirler, soğutma ceketinin duvarları ile tek parça olarak dökülebilir veya geçme manşonlar şeklinde bloktan ayrı yapılabilir. İkincisi, "kuru" manşonlara bölünür, sıkılmış bir bloğa bastırılır ve değiştirilebilir, "ıslak" manşonlar, dışarıdan soğutucu ile yıkanır. Çalışma karışımı yandığında, silindirlerin üst kısmı çok ısınır ve yanma ürünlerinin oksitleyici etkilerine maruz kalır, bu nedenle, kural olarak, silindir bloğunun veya gömleklerinin üst kısmına kısa ekler bastırılır - kuru gömlekler 40 - 50 mm uzunluğunda. Uçlar, yüksek aşınma ve korozyon direncine sahip alaşımlı dökme demirden yapılmıştır. Islak manşonu takarken, tarafı ayırma düzleminin 0,02 - 0,15 mm yukarısında çıkıntı yapar. Bu, boncuğu blok ve silindir kafası arasındaki contadan sıkıştırarak sızdırmaz hale getirilmesini sağlar. Alt kısımda manşon, manşonun alt bölgesinin ucu boyunca yerleştirilmiş iki lastik halka veya bakır conta ile kapatılmıştır. Motorlarda ana uygulama ıslak kabuklar daha iyi ısı dağılımı sağladıkları için. Bu, silindir-piston grubunun parçalarının verimliliğini ve hizmet ömrünü artırırken, motorların çalışma sırasında onarımı ile ilgili maliyetleri azaltır. Silindir kapağı ikinci en büyük ve en büyüğüdür ayrılmaz parça motor. Kafada yanma odaları, valfler ve silindir mumlar bulunur ve içindeki yataklar üzerinde kamlı bir eksantrik mili döner. Tıpkı silindir bloğunda olduğu gibi kafasında da su ve yağ kanalları ve boşlukları bulunmaktadır. Kafa, silindir bloğuna bağlıdır ve motor çalışırken blok ile tek bir bütün oluşturur.
Yanma odaları, emme ve egzoz valflerinin, bujilerin veya memelerin takılı olduğu silindir kafasında bulunur. Valf mekanizması tahrikinin parçaları ve düzenekleri silindir kafasına takılıdır.Yanma odası formları, hem karbüratörlü motorlarda hem de dizel motorlarda karışım oluşturma sürecinde önemli bir etkiye sahiptir. Karbüratörlü motorlarda, üstten valfli silindirik yarım küre ve kama bölmeleri en yaygın şekilde kullanılır. Blok ile silindir kafası arasında sızdırmazlık oluşturmak için bir conta takılır ve kafa, saplamalar ve somunlarla silindir bloğuna sabitlenir. Conta dayanıklı, ısıya dayanıklı ve elastik olmalıdır. Piston, çalışma stroku sırasında gaz basıncını algılar ve bunu piston pimi ve biyel kolu aracılığıyla krank miline iletir. Piston, alüminyum alaşımından dökülmüş ters çevrilmiş silindirik bir kaptır. Pistonun üst kısmında, piston segmanlarının yerleştirildiği yivleri olan bir kafa vardır. Başın altında pistonun hareketini yönlendiren bir etek vardır. Piston eteği, piston pimi için delikli kulaklara sahiptir.
Motor çalışırken, ısınan piston genleşecek ve silindir aynası ile piston arasında gerekli boşluk yoksa silindir içinde sıkışacak ve motor çalışmayı durduracaktır. Bununla birlikte, piston ve silindir aynası arasında büyük bir boşluk da istenmez, çünkü bu, gazların bir kısmının motor karterine girmesine, silindirde bir basınç düşüşüne ve motor gücünde bir azalmaya yol açar. Motor sıcakken pistonun sıkışmasını önlemek için, piston kafası eteğe göre daha küçük çapta yapılır ve eteğin kendisi enine kesitte silindirik değil, ana ekseni içte olan bir elips şeklinde yapılır. piston pimine dik düzlem. Piston eteğinde kesik olabilir. Etek, oval şekli ve kesimi sayesinde motor sıcakken pistonun tutukluk yapmasını engeller.
Motorlarda kullanılan piston segmanları, sıkıştırma ve yağ sıyırıcı olarak ayrılır. Sıkıştırma segmanları, piston ile silindir arasındaki boşluğu kapatır ve gazların silindirlerden krank karterine sızmasını azaltmaya hizmet ederken, az çıkarılabilir olanlar silindir aynasındaki fazla yağı alır ve yağın yanma odasına girmesini engeller. Dökme demir veya çelikten yapılmış halkalar bir kesime (kilit) sahiptir. Piston silindire takıldığında, segman önceden sıkıştırılır, bu da gevşetildiğinde silindir yüzeyine sıkı oturmasını sağlar. Halkaların üzerinde oluklar vardır, bu nedenle halka biraz eğilir ve silindir aynaya hızla sürtünür ve halkaların pompalama etkisi azalır. Segmanları pistona takarken kilitleri farklı yönlerde yerleştirilmelidir. Pistonu biyel kolunun üst kafası ile eklemlemek için bir piston pimi kullanılır. Önemli kuvvetler parmaklardan iletilir, bu nedenle alaşımlı veya karbon çeliklerden yapılırlar, ardından yüksek frekanslı akımın karbonlanması veya sertleştirilmesi gelir. Piston pimi, biyel kolunun üst kafasından geçen ve uçlarıyla birlikte piston göbeklerine dayanan, dış yüzeyi dikkatlice taşlanmış kalın duvarlı bir borudur. Biyel kolu ve piston ile bağlantı yöntemine göre, parmaklar yüzer ve sabit olarak ayrılır (genellikle biyel kolu kafasında). En yaygın olanı, çıkıntılarda ve biyel kolunun üst kafasına takılı burçta serbestçe dönen yüzer piston pimleridir. Piston piminin eksenel hareketi, piston göbeklerinin alt kısımlarında bulunan segmanlarla sınırlandırılmıştır. Motor çalışırken, lineer alaşım ve çeliğin farklı katsayıları nedeniyle piston göbeklerinde parmak vuruntuları mümkündür. Biyel kolu, pistonu krank mili krankına bağlamaya yarar ve güç darbesi sırasında, piston üzerindeki gaz basıncından krank miline ve yardımcı çevrimler sırasında (emme, sıkıştırma, egzoz) kuvvet aktarımını sağlar. , krank milinden pistona. Motor çalışırken biyel kolu karmaşık bir hareket yapar. Silindirin ekseni boyunca ileri geri hareket eder ve piston segmanının eksenine göre salınır. Biyel kolu, alaşımlı veya karbon çeliğinden damgalanmıştır. Çift bölmeli çubuk, üst başlık, alt başlık ve kapaktan oluşmaktadır. Yüzer piston piminin zorla yağlanmasıyla (esas olarak dizel motorlar için), biyel kolu çubuğunda bir açık delik - bir yağ kanalı açılır. Alt kafa, kural olarak, biyel kolu eksenine dik bir düzlemde ayrılabilir hale getirilir. Alt kafanın oldukça büyük olduğu ve silindirin çapını aştığı durumlarda. Biyel kolu kapağı, biyel kolu ile aynı çelikten yapılmıştır ve alt başlık ile birlikte işlenmiştir, bu nedenle kapak bir biyel kolundan diğerine hareket ettirilemez. Bu amaçla, biyel kolu alt kafasını monte ederken yüksek doğruluk sağlamak için biyel kolları ve kapakları üzerinde işaretler yapılır, kapağı, somunlarla sıkılan ve pim veya rondelalarla kilitlenen cilalı cıvata kayışları ile sabitlenir. Alt kafaya, iç tarafı bir sürtünme önleyici alaşım tabakası ile kaplanmış ince duvarlı çelik gömlekler şeklinde bir biyel kolu yatağı yerleştirilmiştir. Gömlekler, eksenel yer değiştirme ve dönüşten, biyel kolunun alt kafasının ve kapağının oluklarına giren çıkıntılar (antenler) tarafından tutulur. Silindir aynasına veya eksantrik miline periyodik olarak yağ püskürtmek için biyel kolunun alt kafasında ve gömleklerde bir delik açılır.
Krank mekanizmasının daha iyi dengelenmesi için biyel kollarındaki yağ farkı 6 - 8 g'ı geçmemelidir.Vşeklindeki motorlarda, krank milinin her biyel kolu boynunda iki biyel kolu bulunur. Bu motorlarda biyel kolu ve piston grubunun doğru montajı için pistonlar ve biyel kolları kesinlikle işaretlerine göre takılır. Krank mili, piston üzerindeki gaz basıncının kuvvetini ve krank mekanizmasının ileri geri hareket eden kütlelerinin atalet kuvvetlerini algılar. Pistonlar tarafından krank miline iletilen kuvvetler, şanzıman tarafından arabanın tekerleklerine iletilen torku oluşturur. Krank mili, alaşımlı çeliklerden damgalanarak veya yüksek mukavemetli dökme demirlerden dökülerek yapılır. Krank mili, ana ve biyel kolu muylularından, karşı ağırlıklardan, dişli kutusu giriş milinin bilyalı yatağını takmak için bir deliği olan bir arka uçtan ve üzerine krank mandalının ve triger dişlisinin takılı olduğu volanı monte etmek için bir flanştan oluşur. , bir fan tahrik kasnağı, sıvı pompası ve bir jeneratör. Yanaklı biyel muyluları kranklar oluşturur. Ana yatakları merkezkaç kuvvetlerinden boşaltmak için, yağ sağlamak için kanalları olan yanaklarla tek parça halinde yapılmış veya bunlara cıvatalarla tutturulmuş karşı ağırlıklar kullanılır. Biyel kolu muylusunun her iki yanında ana muylular varsa, böyle bir krank miline tam yatak denir.
Krank milinin yanaklarında, ana yataklardan yağ boşluklarına yağ sağlamak için, dişli tapalarla kapatılmış geniş çaplı kanallar şeklinde biyel kolu muylularında yapılmış eğimli kanallar açılır. Bu boşluklar, krank milinin dönüşü sırasında merkezkaç kuvvetlerinin etkisi altında yağda bulunan aşınma ürünlerinin toplandığı kir tutuculardır. Ana yataklar için silindir bloğundaki yuvalar ve kapakları birlikte delinir, bu nedenle motor montajı yapılırken sadece yerlerine işaretlere göre monte edilmelidir. İnce cidarlı ana yatak kovanları, yatak kovanlarıyla aynı sürtünme önleyici alaşımla kaplanmıştır. biyel yatakları ve ikincisinden yalnızca boyut olarak farklıdır. Trimetalik çelik-alüminyum ve çelik-kurşun astarların yaygın kullanımı, sürtünme önleyici kaplama tabakasının iyi anti-şok özelliklerine ve arttırılmış mukavemete sahip olmasından kaynaklanmaktadır. Boyuna yer değiştirme ve dönüşten, gömlekler, bloğun yuvalarındaki karşılık gelen oluklarda bulunan çıkıntılar ve bunların kapakları ile tutulur. Çoğu durumda krank milinin eksenel yükü karbüratörlü motorlar içleri kurşun, kalay ve antimon içeren sürtünme önleyici alaşım SOS-6-6 ile doldurulmuş bir baskı rondelası ve çelik baskı halkaları tarafından algılanır. Dizel krank milinin eksenel yükleri, arka ana yatağın oluklarına yerleştirilmiş bronz veya çelik-alüminyumdan yapılmış iki çift baskı yarı halkası tarafından algılanır. boş hareket, motorun çalıştırılmasını kolaylaştırır, aracı bir yerden çalıştırırken birden çok kez aşırı yüklenmeyi azaltır ve tüm motor çalışma modlarında şanzıman birimlerine tork iletir. Volan, dökme demirden yapılmıştır ve krank mili ile dinamik olarak dengelenmiştir. Volan flanşında, flanşa bağlandığı pim veya cıvatalar yardımıyla kesin olarak tanımlanmış bir konumda merkezlenirler. Motoru çalıştırırken krank milini bir marş motoruyla döndürmek için tasarlanmış volan jantına bir halka dişli bastırılır. Birçok motorun volanının sonunda veya jantında, c'yi belirleyen işaretler uygulanır. ateşlemeyi takarken (karbüratörlü motorlar için) veya yakıt beslemesinin başladığı an (dizel motorlar için) birinci silindirin pistonunun m.t.
Krank mekanizması şu ana parçalardan oluşur: silindir 7 (Şek. 2), halkalı 6 piston, 5 yataklı biyel 3, yatak 2, piston pimi 4, karşı ağırlıklarla 9 krank mili 10, yataklarda 1 dönen ve volan 8. Krank mekanizmasının detayları algılanıyor büyük baskı(6 ... 8 MPa'ya kadar) yakıtın silindirlerde yanmasından kaynaklanan gazlar ve ayrıca bazıları yüksek sıcaklıklarda (350 ° ve üzeri) ve yüksek krank mili hızında (2000 dakikanın üzerinde "" çalışır) ). Parçaların uzun süre tatmin edici bir şekilde çalışabilmesi için (en az 8 ... ), ayrıca ısıl işleme (karbonizasyon, sertleştirme) tabi tutulur.
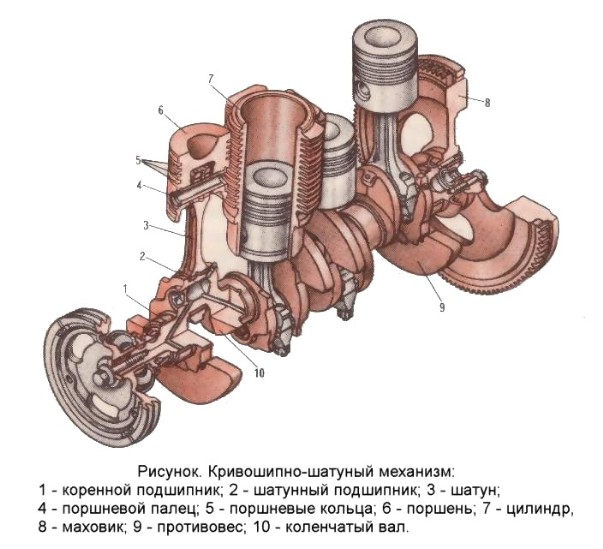
Şekil 2 Krank mekanizması: 1 - ana yatak; 2 - biyel kolu yatağı; 3 - bağlantı çubuğu; 4 - piston pimi; 5 – segmanlar; 6 - pistonlu; 7 - silindir; 8 - volan; 9 - karşı ağırlık; 10 - krank mili
motorda içten yanma yakıt silindirlerin içinde yanar ve bu durumda açığa çıkan ısıl enerji enerjiye dönüşür. mekanik iş. Bir çalışma döngüsü, bir silindirde belirli bir sırayla periyodik olarak tekrarlanan bir dizi işlemdir. Dört zamanlı bir motorda iş döngüsü dört döngüde tamamlanır: emme, sıkıştırma, güç stroku (yanma ve genleşme) ve egzoz veya başka bir deyişle krank milinin iki dönüşü.
Darbe, pistonun bir vuruşunda bir silindirde meydana gelen bir işlemdir.
Piston vuruşu S - pistonun bir ölü noktadan diğerine gittiği yol.
Ölü noktalar, pistonun hızının sıfır olduğu aşırı üst ve alt konumları olarak adlandırılır. Üst ölü merkez TDC, alt ölü merkez - NDC olarak kısaltılır.
Silindir deplasmanıV R- T.M.T.'den hareket ederken piston tarafından salınan hacim. N.M.T.'ye
Yer değiştirme - tüm motor silindirlerinin çalışma hacmi.
Yanma odası hacmiV C- T.M.T.'deyken pistonun üzerinde oluşan hacim.
Toplam silindir hacmi V Pçalışma hacmi artı yanma odasının hacmidir.
Gösterge gücü- yakıtın motor silindirlerinde yanması sırasında gazların genleşmesiyle geliştirilen güç (kayıplar dikkate alınmadan).
Etkin güç, krank mili volanında alınan güçtür. Motordaki sürtünme kayıpları ve yardımcı mekanizmalarını ve cihazlarını harekete geçirmesi nedeniyle göstergeden% 10 - 15 daha azdır.
Litre güç, silindirik bir motorun bir litre çalışma hacminden (deplasman) elde edilen maksimum etkin güçtür.
Dört zamanlı bir motorun çalışma döngüsü aşağıdaki gibidir.
İlk adım alımdır. Piston v.m.t.'den hareket ettiğinde. (aşağı) silindirdeki hacim artışından dolayı, etkisi altında yanıcı bir karışımın (hava ile benzin buharı) karbüratörden emme valfinin açılması yoluyla silindire girdiği bir vakum oluşturulur. Silindirde yanıcı karışım, bir önceki çalışma döngüsünden içinde kalan egzoz gazları ile karışarak çalışan bir karışım oluşturur.
İkinci adım sıkıştırmadır. Piston, her iki valf kapalıyken yukarı hareket eder. Silindirdeki hacim azaldıkça çalışma karışımı sıkıştırılır.
Üçüncü vuruş çalışma vuruşudur. Sıkıştırma darbesinin sonunda, çalışma karışımı bir elektrik kıvılcımı ile ateşlenir ve hızla yanar (0,001 - 0,002 s). Bu durumda, büyük miktarda ısı açığa çıkar ve genişleyen gazlar piston üzerinde güçlü bir basınç oluşturarak onu aşağı doğru hareket ettirir. Pistondan gelen gaz basıncı kuvveti, piston pimi ve biyel kolu aracılığıyla krank miline iletilerek üzerinde belirli bir tork oluşturur. Böylece çalışma darbesi sırasında termal enerji mekanik işe dönüştürülür.
Dördüncü ölçü salıvermedir. Yararlı bir iş yaptıktan sonra, piston yukarı hareket eder ve egzoz gazlarını açılan egzoz valfinden dışarı doğru iter.
Motorun çalışma döngüsünden görülebileceği gibi, faydalı iş sadece çalışma vuruşu sırasında gerçekleştirilir ve kalan üç döngü yardımcıdır. Krank milinin düzgün dönüşü için, ucuna önemli bir kütleye sahip bir volan takılmıştır. Volan, çalışma stroku sırasında enerji alır ve bunun bir kısmını yardımcı çevrimleri gerçekleştirmek için verir.
Elde etmek üzere daha fazla güç ve krank milinin düzgün dönüşü, motorları çok silindirli yapar. Böylece, dört silindirli bir motorda, krank milinin iki devri için bir değil dört çalışma stroku elde edilir.
3. Öğretim yardımcıları, demirbaşlar ve araçlar
3.1. Eğitim posterleri, KShM'nin bölümleri, bireysel bileşenleri ve KShM'nin parçaları ile stantlar
4. Çalışma prosedürü
4.1 Krank milinin çalışma prensibini incelemek
4.2 KShM cihazını inceleyin
4.3 Krank milinin sabit ve hareketli parçalarını inceleyin
5. İçeriği bildir
5.1 n'yi tanımlarandevu, genel cihaz ve çalışırdeKShM
5.2 HAKKINDAKShM'nin çalışma prensibini yazmak
5.3 hakkında açıklamaözellikonaKShM parçalarının ve düzeneklerinin montajı
5.4 ile çizkenardeKShM
5. 5 . Açıklama mmalzemeov, PuygulanabilirXKShM parçalarının üretimi için
6. Güvenlik soruları
6.1. HKShM'nin amacı, cihazı ve çalışma prensibi?
6.2. İLEKShM'de yer alan unsurların kısa ve yapıcı bir açıklaması?
6.3. PDört, altı ve sekiz zamanlı motorların çalışma sırası nedir?
6.4. Pmotor krank mili parçalarının imalatında kullanılan malzemeler?
6.5. İLEincelenen motorlarda krank milini eksenel yer değiştirmelerden sabitleme yöntemi?
6.6. İLEİlk silindirin pistonu TDC'ye nasıl ayarlanır?
6.7. HAKKINDAÇalışılan motorların krank mili cihazının ana özellikleri nelerdir?
6.8. HAKKINDAmotorun ana parametreleri?
6.9. İLEmotorların sınıflandırılması
6.10. DMotor gazını gidermenin amacı nedir?
6.11 . İLEKShM parçalarının ve düzeneklerinin güvenilirliğini artırmanın yolları?
Liste edebiyat
Borovskikh Yu.L., Klennikov V.M., araba cihazı. M Lisesi, 1983
Mikhailovsky E.V., Serebryakov E.Ya. "Araba cihazı". Mühendislik, 1985
Sosnin D. A."Ototronik", SOLON-R, 2001
Sosnin D. A.., Kolesnichenko V.N. "İçten yanmalı motorlar için modern elektronik ateşleme sistemlerinin teorik yönleri." MADI'nin eserlerinin toplanması. 1981
Spinov V.R. « enjeksiyon sistemleri benzinli motorlar» M. Mashinostroenie, 1995
Selifonov V.V., Biryukov M.K. "Otobüslerin düzenlenmesi ve bakımı", sürüş, federal ders kitapları seti.
YuTT V.E. Arabaların elektrik donanımı, - M Transport, 1989-
M.N. Fesenko Ototraktör elektrikli ekipmanının teorisi, tasarımı ve hesaplanması M- makine mühendisliği.
Krank mekanizması (KShM), piston sisteminin öteleme hareketlerini motor krank milinin dönme hareketine dönüştüren ve ardından bu hareketin arabanın tekerleklerine iletildiği bir otomobil motorunun önemli bir mekanizmasıdır. arabayı hareket ettirir.
Krank mekanizmasının çalışma prensibi
Yakıt-hava karışımının yanması sırasında motor silindirlerinde oluşan gazların basıncı altında piston, krank miline doğru öteleme hareketi yapar.
Mekanizmanın önemli parçaları, yani bir piston, bir biyel kolu ve bir şaft, öteleme hareketlerini dönme hareketlerine dönüştürmeye yardımcı olur ve bu da arabanın tekerleklerinin dönüşünü başlatır.
"Cşaft". Wikimedia Commons'tan Kamu malı lisansı altında - https://commons.wikimedia.org/wiki/File:Cshaft.gif#mediaviewer/%D0%A4%D0%B0%D0%B9%D0%BB:Cshaft.gif
İÇİNDE Ters sipariş mil ve pistonun etkileşimi şu şekildedir: mil, mekanizmanın detayları aracılığıyla dönme hareketi sırasında - mil, biyel ve piston, enerjiyi translasyonel piston hareketine dönüştürür.
OpenOffice Draw kullanan A. Schierwagen tarafından, Wikimedia Commons aracılığıyla
krank mekanizması nasıl

Şekil: http://mediaport.net.ua
Mekanizma hem hareketli hem de sabit parçalardan oluşur.
Hareketli tip parçalar:
- piston;
- yağ sıyırıcı halkası (1);
- sıkıştırma halkaları (2);
- piston pimi (3);
- tutma halkası (4);
- Bağlantı Çubuğu;
- biyel kolu kapağı (5);
- tespit civatası (6);
- astarlar (7);
- manşon (8);
- krank mili;
- krank pimi (9);
- karşı ağırlık (10);
- kök boynu (11);
- çark
Sabit tip parçalar:
- blok ve silindir kafası;
Halkalı ve pimli piston
Piston- Bu, alüminyum alaşımından yapılmış küçük silindirik bir parçadır. Ana amacı, yayılan gazların basıncını biyel koluna iletilen öteleme hareketine dönüştürmektir. İleri geri hareket manşon tarafından sağlanmaktadır.
Piston bir etek, bir kafa ve bir tabandan (alt) oluşur. Taban farklı bir şekle (dışbükey, içbükey veya düz) sahip olabilir, bir yanma odası içerir. Kafada piston segmanları (yağ sıyırıcı ve sıkıştırma) için küçük oluklar vardır.
Sıkıştırma tipi segmanlar, motor karterine olası gaz girişini önler ve az çıkarılabilir tip segmanlar, fazla yağı silindir duvarlarından çıkarmak için tasarlanmıştır.
Etek, pistonu ve biyel kolunu bağlayan piston pimini takmak için delikleri olan özel çıkıntılarla donatılmıştır.
Bağlantı Çubuğu
Biyel kolu, KShM'nin döner mafsallarla donatılmış, damgalama veya dövme yoluyla çelikten yapılmış başka bir parçasıdır. Biyel kolu, hareket enerjisini pistondan mile aktarmak için tasarlanmıştır.
Biyel kolu, katlanabilir bir üst başlık ve bir rottan oluşur. Üst kafa piston pimine bağlıdır. Alt katlanabilir başlık, kapaklar (biyel kolu) kullanılarak mil boynuna bağlanabilir.
krank (diz)
Herhangi bir kranka (diz) bir piston biyel kolu takılır. Genellikle krank, boyunların ekseninden piston strokunu belirleyen belirli bir yarıçapta bulunur. Krank mekanizmasına isim veren bu detaydı.
krank mili
Dökme demir veya çelikten yapılmış, karmaşık konfigürasyon mekanizmasının bir başka hareketli parçası. Milin temel amacı, pistonun öteleme piston hareketini torka dönüştürmektir.
Krank mili boyunlardan (ana, biyel kolu), yanaklardan (bağlantı boyunları) ve karşı ağırlıklardan oluşur. Yanaklar, tüm mekanizmanın çalışması sırasında denge oluşturur. Boynun içinde ve yanaklarda, içinden basınç altında yağın aktığı küçük delikler bulunur.
Çark
Volan genellikle milin ucuna monte edilir. Dökme demirden yapılmıştır. Volan, motoru bir marş kullanarak çalıştırmak için milin düzgün dönüşünü artırmak üzere tasarlanmıştır.
Şu anda, iki kütleli tipteki volanlar daha sık kullanılmaktadır - oldukça sıkı birbirine bağlı iki disk.
Silindir bloğu
Bu, dökme demir veya alüminyumdan yapılan KShM'nin sabit bir parçasıdır. Blok, pistonları yönlendirmek için tasarlanmıştır, tüm iş akışının gerçekleştirildiği yerlerdir.
Silindir bloğu, soğutma ceketleri, yatak yatakları (eksantrik mili ve krank mili), bağlantı noktası ile donatılabilir.
silindir kafası
Bu parça bir yanma odası, kanallar (giriş ve çıkış), buji delikleri, burçlar ve yuvalarla donatılmıştır. Silindir kafası alüminyumdan yapılmıştır.
Blok gibi, kafa da silindir ceketine bağlanan bir soğutma ceketine sahiptir. Ancak bu bağlantının sızdırmazlığı özel bir conta ile sağlanır.
Kafa küçük bir damgalı kapak ile kapatılır, aralarına yağlara dayanıklı kauçuk conta takılır.
Piston, silindir gömleği ve biyel kolu, sürücülerin genellikle silindir olarak adlandırdığı şeyi oluşturur. Bir motor birden 16'ya veya bazen daha fazla silindire sahip olabilir. Silindir sayısı arttıkça, motorun toplam yer değiştirmesi ve buna bağlı olarak gücü de artar. Ancak güç arttıkça yakıt tüketiminin de arttığını anlamalısınız. Motordaki silindirler, çeşitli yerleşim şemalarına göre yerleştirilebilir:
- sıralı (tüm silindirlerin eksenleri aynı düzlemde bulunur)
- V şeklindeki düzen(silindir eksenleri iki düzlemde 60 veya 120 derecelik açıdadır)
- boksör düzeni (silindir eksenleri 180 derecelik bir açıdadır)
- VR düzeni (V düzenine benzer, ancak düzlemler birbirine göre hafif bir açıdadır)
- W şeklindeki düzenleme dikeye göre bir ofset ile V şeklinde düzenlenmiş iki VR düzenlemesinin bir krank mili üzerindeki bir kombinasyonudur
Motorun dengesi ve boyutu yerleşim planına bağlıdır. Boxer motor en iyi dengeye sahiptir, ancak tasarım özelliklerinden dolayı arabalarda nadiren kullanılır.
Sıralı altı silindirli motor da mükemmel bir dengeye sahiptir, ancak modern arabalar hacmi nedeniyle neredeyse imkansızdır. En yaygın olanları, dinamik özelliklerin ve tasarım özelliklerinin en iyi kombinasyonu nedeniyle V-şekilli ve W-şekilli motorlardır.
Tataristan Cumhuriyeti Eğitim ve Bilim Bakanlığı
Tema "İçten yanmalı motorların krank biyel mekanizmasının atanması ve düzenlenmesi"
Tarafından hazırlandı:
süpervizör:
Öğretmen
yıl 2014
Giriş 3
1 Amaç, cihaz ve çalışma 6
2 Bakım ve onarım 18
2.1 Ana arızalar. nedenler. İşaretler 18
2.2 Sorun giderme, teşhis, ayarlama ve temizleme çalışmaları 18
2.3 Bakım çalışmaları 19
2.4 KShM 21 cihazlarının ana kusurları
2.5 Sorun Giderme 24
3 Bir araba tamircisi işyerinin organizasyonu ve onarımlar sırasında güvenlik 39
4 Çevrenin zararlı etkilerden korunması karayolu taşımacılığı 53
4.1 Hava kirliliğinin ana kaynağı olarak motorlu taşıtlar. 53
4.2 Yol kenarı kirliliği 54
4.3 Su kütlelerinin kirlenmesi. Atık su arıtma 56
4.4 Trafik gürültüsü ve diğer fiziksel etkiler 58
4.5 Taşıma kirliliğine karşı koruma 61
Referanslar 63
giriiş
Motorun "iskeleti", pistonun öteleme hareketini krank milinin dönme hareketine dönüştürmeye yarayan ve herhangi bir iskelet gibi hareketli ve sabit parçalardan oluşan bir krank mekanizması (KShM) olarak düşünülebilir. Karterin üst kısmı, bloğun başı ve yağ karteri ile birlikte silindir bloğu sabittir (yaban hayatında, bir kaplumbağa ve kabuğu benzer şekilde bir arada bulunur); hareketli krank mili, biyel ve piston. KShM, motorun en yüklü ve en büyük aşınma mekanizmasına tabidir.
Krank mekanizmasında (KShM), öteleme hareketi yapan kütlelerin (LMP) ve dönme hareketi yapan kütlelerin atalet kuvvetleri etki eder. LDM'nin atalet kuvvetleri, piston grubunun kütlelerine neden olur (piston segmanları, biyel kolunun parmak ucu). Dönme kütlelerinin atalet kuvvetleri, biyel muylusunun, krank mili yanaklarının ve biyel kolunun alt kısmının kütlelerine neden olur. Birinci dereceden LDM'nin atalet kuvvetlerini ve VM atalet kuvvetlerini "söndürmek" için, krank milini hesaplarken, özel karşı ağırlıklar ve (veya) volandaki dengesizlik tasarlanmıştır. Fabrikada üretildiğinde, volanlı krank mili grubu geçer dinamik dengeleme kesin olarak tanımlanmış bir piston kiti kütlesine dayalıdır, bu nedenle başka bir krank milinden bir volan kullanamazsınız. Bir piston kitini monte ederken, ağırlık toleransı toplam ağırlıkta sadece birkaç gramdır. Bu koşulların ihlali, motorun çalışması sırasında titreşimin ortaya çıkmasına ve krank mili parçalarının erken aşınmasına neden olur.
Krank milinin ve triger kayışının anormal çalışmasından kaynaklanan ana "hastalıkları" ve semptomları listeliyoruz.
Motor gelişmezse tam güç, zayıf başlar, obur hale gelir, ısınır bu, motor silindirlerindeki sıkıştırmanın azalmasının bir sonucu olabilir. Sebeplerden biri, piston segmanlarının aşınması veya aşınmasıdır (hareket kaybı ve silindir duvarına gevşek oturma). Sadece benzinli motorlarda görülen bir diğer sebep ise emme supaplarında süngerimsi tortuların oluşmasıdır. Sonuç olarak, silindirlerin doldurulması kötüleşir, güç düşer. Blok ile kafa arasındaki contanın sızması da bir sürü rahatsız edici semptomu tetikleyecektir.
Pek çok arıza kulak tarafından belirlenebilir: motor soğukken metalik bir vuruntu, ısındıkça kaybolur ve piston eteğinin aşınmasının bir sonucudur (thrank); patronlarda sarkan piston piminin aşınmasının bir sonucu olarak hızı değiştirirken keskin bir vuruş; hız değiştirilirken gümbürtü gömlekleri aşınmış. Yokluk termal boşluk(vanaların tam olarak kapanmamasına neden olur) emme ve egzoz borularında patlamalara neden olur. Altında keskin bir metalik vuruşta vana kapağı, güçte bir düşüşle birlikte, valf tahrikindeki ihlal edilen termal boşluk sorumludur.
Valf kapağının altına vurmanın nedeni, varsa hidrolik kompansatörün ayarının ihlali veya arızası olabilir. Bu durumda, otokimya yardımı ile durum düzeltilebilir.
Uygun operasyon onarımı oldukça zahmetli ve pahalı bir süreç olduğu için motor son derece gereklidir. Ve krank mekanizması için bu her şeyden önce geçerlidir.
Motor ömrü süredir normal operasyon onsuz motor revizyon. İçin yerli arabalar motor kaynağı yaklaşık 150 - 200 bin kilometre ve yabancı arabalar için biraz daha fazla.
Motor ayrıca periyodik ayarlamalar gerektirir. Araç üreticisi tarafından tavsiye edildiği gibi, mekanizmalarının ve sistemlerinin bakım şartlarına uyulması gerekmektedir.
Motorun ömrünü kısaltan ilk faktör, arabanın sık sık aşırı yüklenmesidir.
Motorun ömrünü etkileyen ikinci faktör ise aracı mümkün olan en yüksek devirde uzun süre kullanmaktır.
Motor aşınmasını hızlandıran üçüncü faktör ekolojidir. Kirli hava ve kirli yollar insanın ömrünü kısaltmakla kalmayıp metalin yapısını da bozarak motorun ömrünü kısaltır. Bu nedenle filtreleri zamanında değiştirmek, mümkün olduğunca temiz yağlar ve benzin kullanmak ve araba motorunun görünümünü izlemek gerekir.
1 Amaç, cihaz ve iş
Krank mekanizması, pistonun silindir içindeki ileri geri hareketini motor krank milinin dönme hareketine dönüştürmek için tasarlanmıştır.
Pirinç. 1 Dört silindirli bir motorun genel görünümü (boyuna ve enine kesit)
1 silindir bloğu; 2 silindir kafası; 3 motor yağ karteri; Halkalı ve pimli 4 piston; 5 bağlantı çubuğu; 6 krank mili; 7 volan; 8 eksantrik mili; 9 kaldıraç; 10 giriş valfi; 11 egzoz valfi; 12 valf yayı; 13 giriş ve çıkış portu
Dört silindirli bir motorda krank mekanizması şunlardan oluşur:
- karterli silindir bloğu,
- silindir kafası,
- motor yağı tavası,
- halkalı ve parmaklı pistonlar,
- bağlantı çubukları,
- krank mili,
- çark.
Motorun krank mekanizmasının KShM'sinin bileşimi iki grup parça içerir: sabit ve hareketli.
Sabit parçalar, motorun temelini oluşturan silindir bloğunu, silindiri, blok kafalarını veya silindir kapaklarını ve yağ karterini içerir.
Hareketli parçalar segmanlı ve piston pimli pistonlar, biyel kolu, krank mili, volandır.
Krank mekanizması, yanma-genleşme döngüsü sırasında gazların basıncını algılar ve pistonun doğrusal, ileri geri hareketini krank milinin dönme hareketine dönüştürür.
V şeklindeki motorlarda silindir bloğu, içinde ve dışında tüm mekanizma ve sistemlerin monte edildiği masif bir döküm gövdedir. Silindir bloğu sadece silindirleri ve bir biyel ve piston grubunu değil, aynı zamanda diğer motor sistemlerini de birleştirir. İçinde çok sayıda döküm kanal ve delik, yatak ve tapa bulunan motorun temelidir. Krank milinin döndüğü silindir bloğundadır (yataklarda). Bloğun iç boşluklarında soğutma sisteminin sıvısı dolaşır ve motor yağlama sisteminin yağ kanalları da buradan geçer. Motor ataşmanlarının çoğu yine silindir bloğuna monte edilmiştir.
Bloğun alt kısmı, döküm çapraz elemanlarında krank mili yatakları için yatak yuvalarının bulunduğu bir karterdir. Böyle bir döküme genellikle blok karter denir.
Silindir bloğunun orta kısmında, eksantrik mili yatak muylularının altına kaymalı yatakların takılması için delikler bulunmaktadır. Blok konnektörünün düzlemi, krank milinin ekseni boyunca geçebilir veya ona göre aşağı doğru kaydırılabilir. Karterin altına, yağ için bir rezervuar görevi gören damgalı bir çelik tava takılmıştır. Bloktaki kanallar vasıtasıyla, karterden gelen yağ, motorun sürtünme parçalarına verilir.
V şeklindeki motorlarda, silindir bloğunun sertliğini artırmak için ayırma düzlemi krank mili ekseninin altına yerleştirilmiştir.
Silindir bloğunun dökümünde, motorun sıvı soğutması için, bloğun duvarları ile ek manşonların dış yüzeyi arasında bir boşluk olan bir ceket vardır. Soğutma sıvısı, silindir bloğunun her iki yanında bulunan iki kanaldan soğutma ceketine beslenir. Zamanlama dişlisi kapağı, silindir bloğunun önüne takılır ve debriyaj mahfazası arkaya takılır.
Silindir bloğu, gri dökme demir veya alüminyum alaşımından dökülmüştür.
Silindirlerin çalışma yüzeyi, pistonun hareketleri sırasında bir kılavuz görevi görür ve piston ve silindir kapağı ile birlikte motor çevriminin gerçekleştiği kapalı bir alan oluşturur. Piston ve piston segmanlarını silindire sıkıca oturtmak ve aralarındaki sürtünme kuvvetlerini azaltmak için, silindirlerin iç boşluğu yüksek doğruluk ve temizlikle özenle işlenir ve bu nedenle silindir aynası olarak adlandırılır.
Silindirler, soğutma ceketinin duvarları ile tek parça olarak dökülebilir veya geçme manşonlar şeklinde bloktan ayrı yapılabilir. İkincisi, "kuru" manşonlara bölünür, sıkılmış bir bloğa bastırılır ve değiştirilebilir, "ıslak" manşonlar, dışarıdan soğutucu ile yıkanır.
Çalışma karışımı yandığında, silindirlerin üst kısmı çok ısınır ve yanma ürünlerinin oksitleyici etkilerine maruz kalır, bu nedenle, kural olarak, silindir bloğunun veya gömleklerinin üst kısmına kısa ekler bastırılır - kuru gömlekler 40 - 50 mm uzunluğunda.
Uçlar, yüksek aşınma ve korozyon direncine sahip alaşımlı dökme demirden yapılmıştır.
Islak manşonu takarken, tarafı ayırma düzleminin 0,02 - 0,15 mm yukarısında çıkıntı yapar. Bu, boncuğu blok ve silindir kafası arasındaki contadan sıkıştırarak sızdırmaz hale getirilmesini sağlar. Alt kısımda manşon, manşonun alt bölgesinin ucu boyunca yerleştirilmiş iki lastik halka veya bakır conta ile kapatılmıştır. Islak gömlekler, daha iyi ısı yayılımı sağladığı için motorlarda ağırlıklı olarak kullanılmaktadır. Bu, silindir-piston grubunun parçalarının verimliliğini ve hizmet ömrünü artırırken, motorların çalışma sırasında onarımı ile ilgili maliyetleri azaltır.
Silindir kafası, motorun ikinci en önemli ve en büyük bileşenidir. Kafada yanma odaları, valfler ve silindir mumlar bulunur ve içindeki yataklar üzerinde kamlı bir eksantrik mili döner. Tıpkı silindir bloğunda olduğu gibi kafasında da su ve yağ kanalları ve boşlukları bulunmaktadır. Kafa, silindir bloğuna bağlıdır ve motor çalışırken blok ile tek bir bütün oluşturur.
Yanma odaları, emme ve egzoz valflerinin, bujilerin veya memelerin takılı olduğu silindir kafasında bulunur.
Valf mekanizması tahrikinin parçaları ve bileşenleri silindir kafasına takılıdır.
Hem karbüratörlü motorlarda hem de dizel motorlarda karışım oluşumu süreci üzerinde önemli bir etki, yanma odasının şeklidir. Karbüratörlü motorlarda, üstten valfli silindirik yarım küre ve kama bölmeleri en yaygın şekilde kullanılır. Blok ile silindir kafası arasında sızdırmazlık oluşturmak için bir conta takılır ve kafa, saplamalar ve somunlarla silindir bloğuna sabitlenir. Conta dayanıklı, ısıya dayanıklı ve elastik olmalıdır.
Piston, çalışma stroku sırasında gaz basıncını algılar ve bunu piston pimi ve biyel kolu aracılığıyla krank miline iletir. Piston, alüminyum alaşımından dökülmüş ters çevrilmiş silindirik bir kaptır. Pistonun üst kısmında, piston segmanlarının yerleştirildiği yivleri olan bir kafa vardır. Başın altında pistonun hareketini yönlendiren bir etek vardır. Piston eteği, piston pimi için delikli kulaklara sahiptir.
Motor çalışırken, ısınan piston genleşecek ve silindir aynası ile piston arasında gerekli boşluk yoksa silindir içinde sıkışacak ve motor çalışmayı durduracaktır. Bununla birlikte, piston ve silindir aynası arasında büyük bir boşluk da istenmez, çünkü bu, gazların bir kısmının motor karterine girmesine, silindirde bir basınç düşüşüne ve motor gücünde bir azalmaya yol açar. Motor sıcakken pistonun sıkışmasını önlemek için, piston kafası eteğe göre daha küçük çapta yapılır ve eteğin kendisi enine kesitte silindirik değil, ana ekseni içte olan bir elips şeklinde yapılır. piston pimine dik düzlem. Piston eteğinde kesik olabilir. Etek, oval şekli ve kesimi sayesinde motor sıcakken pistonun tutukluk yapmasını engeller.
Motorlarda kullanılan piston segmanları, sıkıştırma ve yağ sıyırıcı olarak ayrılır.
Sıkıştırma segmanları, piston ile silindir arasındaki boşluğu kapatır ve gazların silindirlerden krank karterine sızmasını azaltmaya hizmet ederken, az çıkarılabilir olanlar silindir aynasındaki fazla yağı alır ve yağın yanma odasına girmesini engeller. Dökme demir veya çelikten yapılmış halkalar bir kesime (kilit) sahiptir.
Piston silindire takıldığında, segman önceden sıkıştırılır, bu da gevşetildiğinde silindir yüzeyine sıkı oturmasını sağlar. Halkaların üzerinde oluklar vardır, bu nedenle halka biraz eğilir ve silindir aynaya hızla sürtünür ve halkaların pompalama etkisi azalır.
Segmanları pistona takarken kilitleri farklı yönlerde yerleştirilmelidir.
Pistonu biyel kolunun üst kafası ile eklemlemek için bir piston pimi kullanılır. Önemli kuvvetler parmaklardan iletilir, bu nedenle alaşımlı veya karbon çeliklerden yapılırlar, ardından yüksek frekanslı akımın karbonlanması veya sertleştirilmesi gelir. Piston pimi, biyel kolunun üst kafasından geçen ve uçlarıyla birlikte piston göbeklerine dayanan, dış yüzeyi dikkatlice taşlanmış kalın duvarlı bir borudur.
Biyel kolu ve piston ile bağlantı yöntemine göre, parmaklar yüzer ve sabit olarak ayrılır (genellikle biyel kolu kafasında). En yaygın olanı, çıkıntılarda ve biyel kolunun üst kafasına takılı burçta serbestçe dönen yüzer piston pimleridir. Piston piminin eksenel hareketi, piston göbeklerinin alt kısımlarında bulunan segmanlarla sınırlandırılmıştır.
Motor çalışırken, lineer alaşım ve çeliğin farklı katsayıları nedeniyle piston göbeklerinde parmak vuruntuları mümkündür.
Biyel kolu, pistonu krank mili krankına bağlamaya yarar ve güç darbesi sırasında, piston üzerindeki gaz basıncından krank miline ve yardımcı çevrimler sırasında (emme, sıkıştırma, egzoz) kuvvet aktarımını sağlar. , krank milinden pistona. Motor çalışırken biyel kolu karmaşık bir hareket yapar. Silindirin ekseni boyunca ileri geri hareket eder ve piston segmanının eksenine göre salınır.
Biyel kolu, alaşımlı veya karbon çeliğinden damgalanmıştır. Çift bölmeli çubuk, üst başlık, alt başlık ve kapaktan oluşmaktadır. Yüzer piston piminin zorla yağlanmasıyla (esas olarak dizel motorlar için), biyel kolu çubuğunda bir açık delik - bir yağ kanalı açılır.
Alt kafa, kural olarak, biyel kolu eksenine dik bir düzlemde ayrılabilir hale getirilir. Alt kafanın oldukça büyük olduğu ve silindirin çapını aştığı durumlarda.
Biyel kolu kapağı, biyel kolu ile aynı çelikten yapılmıştır ve alt başlık ile birlikte işlenmiştir, bu nedenle kapak bir biyel kolundan diğerine hareket ettirilemez. Bu amaçla, biyel kolu alt kafasını monte ederken yüksek doğruluk sağlamak için biyel kolları ve kapakları üzerinde işaretler yapılır, kapağı, somunlarla sıkılan ve pim veya rondelalarla kilitlenen cilalı cıvata kayışları ile sabitlenir. Alt kafaya, iç tarafı bir sürtünme önleyici alaşım tabakası ile kaplanmış ince duvarlı çelik gömlekler şeklinde bir biyel kolu yatağı yerleştirilmiştir.
Gömlekler, eksenel yer değiştirme ve dönüşten, biyel kolunun alt kafasının ve kapağının oluklarına giren çıkıntılar (antenler) tarafından tutulur. Silindir aynasına veya eksantrik miline periyodik olarak yağ püskürtmek için biyel kolunun alt kafasında ve gömleklerde bir delik açılır.
Krank mekanizmasının daha iyi dengelenmesi için biyel kollarının yağındaki fark 6 - 8 g'ı geçmemelidir V şeklindeki motorlarda, krank milinin her bir biyel kolu muylusunda iki biyel kolu bulunur. Bu motorlarda biyel kolu ve piston grubunun doğru montajı için pistonlar ve biyel kolları kesinlikle işaretlerine göre takılır.
Krank mili, piston üzerindeki gaz basıncının kuvvetini ve krank mekanizmasının ileri geri hareket eden kütlelerinin atalet kuvvetlerini algılar.
Pistonlar tarafından krank miline iletilen kuvvetler, şanzıman tarafından arabanın tekerleklerine iletilen torku oluşturur.
Krank mili, alaşımlı çeliklerden damgalanarak veya yüksek mukavemetli dökme demirlerden dökülerek yapılır.
Krank mili, ana ve biyel kolu muylularından, karşı ağırlıklardan, şanzıman giriş milinin bilyeli yatağını takmak için bir deliği olan bir arka uçtan ve bir volanı monte etmek için bir flanştan, üzerine bir krank cırcırının ve bir zamanlama dişlisinin takılı olduğu bir ön uçtan oluşur. , bir fan tahrik kasnağı, bir sıvı pompası ve bir jeneratör.
Yanaklı biyel muyluları kranklar oluşturur. Ana yatakları merkezkaç kuvvetlerinden boşaltmak için, yağ sağlamak için kanalları olan yanaklarla tek parça halinde yapılmış veya bunlara cıvatalarla tutturulmuş karşı ağırlıklar kullanılır. Biyel kolu muylusunun her iki yanında ana muylular varsa, böyle bir krank miline tam yatak denir.
Krank milinin yanaklarında, ana yataklardan yağ boşluklarına yağ sağlamak için, dişli tapalarla kapatılmış geniş çaplı kanallar şeklinde biyel kolu muylularında yapılmış eğimli kanallar açılır. Bu boşluklar, krank milinin dönüşü sırasında merkezkaç kuvvetlerinin etkisi altında yağda bulunan aşınma ürünlerinin toplandığı kir tutuculardır.
Ana yataklar için silindir bloğundaki yuvalar ve kapakları birlikte delinir, bu nedenle motor montajı yapılırken sadece yerlerine işaretlere göre monte edilmelidir. İnce cidarlı ana yatak kovanları, biyel kolu yatak kovanlarıyla aynı sürtünme önleyici alaşımla kaplanmıştır ve ikincisinden sadece boyut olarak farklıdır. Trimetalik çelik-alüminyum ve çelik-kurşun astarların yaygın kullanımı, sürtünme önleyici kaplama tabakasının iyi anti-şok özelliklerine ve arttırılmış mukavemete sahip olmasından kaynaklanmaktadır. Boyuna yer değiştirme ve dönüşten, gömlekler, bloğun yuvalarındaki karşılık gelen oluklarda bulunan çıkıntılar ve bunların kapakları ile tutulur.
Çoğu karbüratörlü motordaki krank milinin eksenel yükleri, içi kurşun, kalay ve antimon içeren bir SOS-6-6 sürtünme önleyici alaşımla doldurulmuş bir baskı rondelası ve çelik baskı halkaları tarafından algılanır.
Dizel krank milinin eksenel yükleri, arka ana yatağın alt oyuklarına yerleştirilmiş bronz veya çelik-alüminyumdan yapılmış iki çift baskı yarı halkası tarafından algılanır.
Volan, pistonların ölü noktalardan çıkarılmasını, çok silindirli bir motorun rölantideyken krank milinin daha düzgün dönmesini sağlamaya, motorun çalıştırılmasını kolaylaştırmaya, aracı dururken çalıştırırken çok zamanlı aşırı yükleri azaltmaya ve tüm motor çalışma modlarında şanzıman ünitelerine tork iletir. Volan, dökme demirden yapılmıştır ve krank mili ile dinamik olarak dengelenmiştir. Volan flanşında, flanşa bağlandığı pim veya cıvatalar yardımıyla kesin olarak tanımlanmış bir konumda merkezlenirler.
Motoru çalıştırırken krank milini bir marş motoruyla döndürmek için tasarlanmış volan jantına bir halka dişli bastırılır. Birçok motorun volanının sonunda veya jantında, c'yi belirleyen işaretler uygulanır. ateşlemeyi takarken (karbüratörlü motorlar için) veya yakıt beslemesinin başladığı an (dizel motorlar için) birinci silindirin pistonunun m.t.
Krank mekanizması şu ana parçalardan oluşur: silindir 7 (Şek. 2), halkalı 6 piston, 5 yataklı biyel 3, yatak 2, piston pimi 4, karşı ağırlıklarla 9 krank mili 10, yataklarda 1 dönen ve volan 8.
Krank mekanizmasının parçaları, silindirlerde yakıtın yanmasından kaynaklanan gazların yüksek basıncını (6 ... 8 MPa'ya kadar) algılar ve ayrıca bazıları yüksek sıcaklıklarda (350 ° ve üzeri) ve yüksek hızlı bir krank mili (2000 dakikadan fazla ""). Parçaların uzun süre tatmin edici bir şekilde çalışabilmesi için (en az 8 ... ), ayrıca ısıl işleme (karbonizasyon, sertleştirme) tabi tutulur.
Şekil 2 Krank mekanizması: 1 ana yatak; 2 biyel kolu yatağı; 3 biyel; 4 piston pimi; 5 segman; 6 pistonlu; 7 silindir; 8 volan; 9 karşı ağırlık; 10 krank mili
İçten yanmalı bir motorda yakıt silindirlerin içinde yanar ve bu işlem sırasında açığa çıkan ısıl enerji mekanik işe dönüştürülür.
Bir çalışma döngüsü, bir silindirde belirli bir sırayla periyodik olarak tekrarlanan bir dizi işlemdir. Dört zamanlı bir motorda iş döngüsü dört döngüde tamamlanır: emme, sıkıştırma, güç stroku (yanma ve genleşme) ve egzoz veya başka bir deyişle krank milinin iki dönüşü.
Darbe, pistonun bir vuruşunda bir silindirde meydana gelen bir işlemdir.
Piston vuruşu S - pistonun bir ölü noktadan diğerine gittiği yol.
Ölü noktalar, pistonun hızının sıfır olduğu aşırı üst ve alt konumları olarak adlandırılır. Üst ölü nokta TDC olarak kısaltılır, alt ölü nokta n.m.t.
Silindirin çalışma hacmi V p, v.m.t.'den hareket ederken piston tarafından salınan hacimdir. N.M.T.'ye
Tüm motor silindirlerinin yer değiştirme yer değiştirmesi.
Yanma odasının Vc hacmi, piston TDC'deyken pistonun üzerinde oluşan hacimdir.
Vp silindirinin toplam hacmi, çalışma hacmi artı yanma odasının hacmidir.
gösterge güç motor silindirlerinde yakıtın yanması sırasında gazları genleştirerek geliştirilen güç (kayıpları hesaba katmadan).
Etkili güç Krank milinin volanında alınan güç. Motordaki sürtünme kayıpları ve yardımcı mekanizmalarını ve cihazlarını harekete geçirmesi nedeniyle göstergeden% 10 15 daha azdır.
Litre güç, silindirik bir motorun bir litre çalışma hacminden (deplasman) elde edilen maksimum etkin güçtür.
Dört zamanlı bir motorun çalışma döngüsü aşağıdaki gibidir.
İlk strok girişi. Piston v.m.t.'den hareket ettiğinde. (aşağı) silindirdeki hacim artışından dolayı, etkisi altında yanıcı bir karışımın (hava ile benzin buharı) karbüratörden emme valfinin açılması yoluyla silindire girdiği bir vakum oluşturulur. Silindirde yanıcı karışım, bir önceki çalışma döngüsünden içinde kalan egzoz gazları ile karışarak çalışan bir karışım oluşturur.
İkinci ölçü sıkıştırma. Piston, her iki valf kapalıyken yukarı hareket eder. Silindirdeki hacim azaldıkça çalışma karışımı sıkıştırılır.
Üçüncü döngü çalışma vuruşu. Sıkıştırma darbesinin sonunda, çalışma karışımı bir elektrik kıvılcımı ile ateşlenir ve hızla yanar (0,001 0,002 s). Bu durumda, büyük miktarda ısı açığa çıkar ve genişleyen gazlar piston üzerinde güçlü bir basınç oluşturarak onu aşağı doğru hareket ettirir. Pistondan gelen gaz basıncı kuvveti, piston pimi ve biyel kolu aracılığıyla krank miline iletilerek üzerinde belirli bir tork oluşturur. Böylece çalışma darbesi sırasında termal enerji mekanik işe dönüştürülür.
Dördüncü önlem sürümü. Yararlı bir iş yaptıktan sonra, piston yukarı hareket eder ve egzoz gazlarını açılan egzoz valfinden dışarı doğru iter.
Motorun çalışma çevriminden sadece çalışma stroku sırasında faydalı işin yapıldığı ve kalan üç çevrimin yardımcı olduğu görülebilir. Krank milinin düzgün dönüşü için, ucuna önemli bir kütleye sahip bir volan takılmıştır. Volan, çalışma stroku sırasında enerji alır ve bunun bir kısmını yardımcı çevrimleri gerçekleştirmek için verir.
Daha fazla güç ve krank milinin düzgün dönmesini sağlamak için motorlar çok silindirli yapılır. Böylece, dört silindirli bir motorda, krank milinin iki devri için bir değil dört çalışma stroku elde edilir.
2 Bakım ve onarım
2.1 Ana arızalar. nedenler. işaretler
KShM arızaları. Motor gücünde azalma, artan tüketim yağlar, yakıtlar, duman ve motorun çalışması sırasında vuruntuların artması - bunlar krank milinin ana arızalarıdır.
İşaretler: Motor tam güç geliştirmiyor.
Nedenleri: silindir gömleklerinin, pistonların aşınması, piston segmanlarının kırılması veya yanması nedeniyle azalan sıkıştırma.
İşaretler: yağ ve yakıt tüketimi, motor dumanı.
Sebepler: biyel kolu ve piston grubu parçalarının aşınması, piston segmanlarının kırılması, piston segmanlarının oluklarda koklaşması, az çıkarılabilir segmanlardaki yarıklar, az çıkarılabilir segmanlar için olukta delikler.
Belirtiler: vuruntulu krank mili.
Sebepler: ya yetersiz basınç ve yağ beslemesinden ya da bu parçaların aşınması nedeniyle krank mili muyluları ile ana ve biyel kolu yatak kovanları arasındaki boşlukların kabul edilemeyecek kadar artmasından kaynaklanır.
İşaretler: vuran pistonlar ve piston pimleri.
Nedenleri: biyel kolu ve piston grubu parçalarının aşınmasını gösterir.
2.2 Sorun giderme, teşhis, ayarlama ve temizleme çalışmaları
Önemli aşınma ve yıpranma durumunda, KShM parçaları onarılır veya değiştirilir. Bu çalışmalar, kural olarak, merkezi bir onarıma gönderilerek gerçekleştirilir.
Oluklarda piston segmanlarının koklaşması, motor sökülmeden önlenebilir. Bunu yapmak için, çalışma gününün sonunda, motor soğumamışken, buji deliğinden her silindire 20 g eşit parça denatüre alkol ve gazyağı karışımı dökülür. Sabah motor çalıştırılır ve 10-15 dakika soğukta çalıştıktan sonra stop edilerek yağı değiştirilir.
Krank mekanizmasının teşhisi D-2 sonrası yapılır. Azaltılmış çekiş niteliklerini belirlerken, çekiş ve ekonomik nitelikler standında arabanın tüm silindirlerinde ölçülür.
Motor kompresyon değeri, t = 70-80C'de ve tamamen açık havada ve sıcak bir motorda söndürülen mumlar ile belirlenir ve kısma valfleri. Sıkıştırma göstergesinin lastik ucunu kontrol edilen silindirin bujisinin deliğine taktıktan sonra, krank milini bir marş motoruyla 10-15 devir döndürür ve monometre okumalarını kaydederiz. Servis verilebilir bir araba için sıkıştırma 0,75 - 0,80 MPa olmalıdır. Silindirler arasındaki performans farkı 0,07 - 0,1 MPa'dan fazla olmamalıdır.
2.3 Bakım çalışmaları
Karayolu taşımacılığının demiryolu araçlarının aşağıdaki dört bakım türü öngörülmüştür:
- EO - günlük bakım.
- TO-1 - ilk bakım.
- TO-2 - ikinci bakım.
- CO - mevsimsel bakım.
Günlük bakım şu amaçlarla yapılır:
- trafik güvenliğini sağlamayı amaçlayan kontrolün uygulanması.
- desteklemek için dış görünüş, yakıt ikmali araba yakıtı, yağ, soğutucu.
- gıda ürünlerini, böcek ilaçlarını, kimyasal gübreleri, radyoaktif maddeleri taşıyan vagonlar için.
EO, özel kaporta içerir. Sıhhi ve estetik gereklilikler dikkate alınarak, vagonlar gerektiği gibi yıkanır.
TO-1 ve TO-2, vagonların teknik durumu parametrelerindeki değişikliklerin yoğunluğunu azaltmak, arızaları ve arızaları tespit etmek ve önlemek, yakıt ve enerji kaynaklarından tasarruf etmek için tasarlanmıştır.
TO-1 listesi şunları içerir:
- kabinin, platformun, pencerelerin, aynaların, koltukların, araç plakalarının, kapı mekanizmalarının servis edilebilirliğinin, platform yan kilitlerinin durumunu kontrol etmek için genel muayene.
- kontrol ve ölçüm cihazlarının kontrolü, ön camın ısınması ve üflenmesi.
TO-1'de, debriyaj, şanzıman için soğutma ve yağlama sistemleri dahil olmak üzere motor üzerinde kontrol ve teşhis, sabitleme ve ayar çalışmaları yaparlar. yürüyen aksam, Arka aks, direksiyon ve ön aks, fren sistemi, yürüyen aksam, kabin, platform, koltuk. Kaçaklar, kaçaklar, tespit ve ayar ihlalleri tespit edilerek giderilir. Güç kaynağı sistemlerinin ve elektrikli ekipmanın bakımını, cihazların durumunun, güç kaynağı sistemlerinin, bağlantıların sıkılığının denetlenmesini gerçekleştirirler. Yağlama ve temizleme işlerini kemotolojik haritalara uygun olarak gerçekleştirin: bir gres kutusundan yağlama, karterdeki yağı kontrol etme, gerekirse üniteler - ekleyin, gerekirse fren sistemindeki seviyeyi kontrol edin - doldurun, filtreleri yıkayın, boşaltın yakıt deposundan ve ince filtre yuvalarından çıkan çamur ve araba yakıtının kaba temizliği.
TO-2 listesi şunları içerir:
- araçların tüm mekanizmalarının, bileşenlerinin ve cihazlarının durumunun derinlemesine kontrolü ve tespit edilen arızaların giderilmesi.
- TO-2 listesi, TO-1 çalışmalarının listesini tamamen içerir.
Daha kapsamlı bir kontrol için Şarj edilebilir pil, güç kaynağı sistemleri ve elektrikli ekipman cihazları, tekerlekler arabadan çıkarılır, işletmenin üretim bölümlerinde stant ve tesislerde kontrol edilir ve düzenlenir. TO-2'den önce, arabalar teşhis ve sorun gidermeye tabi tutulur, MOT'tan önce veya MOT ile birlikte hacmine ve yapısına bağlı olarak gerçekleştirilen mevcut onarımlarla bunları ortadan kaldırır.
TO-2, aracın aksama süresinin sağlandığı vardiya süresi boyunca daha sık gerçekleştirilir.
SO, hadde stoğunu sırasıyla soğuk veya sıcak mevsimde çalışmaya hazırlamak için tasarlanmıştır. Yılda iki kez gerçekleştirilir ve kural olarak, bir sonraki TO-2'nin uygulanmasıyla, iş listesindeki ilgili artış ve ikincisinin karmaşıklığı ile birleştirilir. Ancak soğuk ve sıcak iklimlerde. SO, bağımsız, ayrı planlanmış bir hizmet türü olarak gerçekleştirilir.
2.4 KShM cihazlarının ana kusurları
Silindir bloğu.
Silindir bloğu, "kalın duvarlı gövde parçaları" sınıfına aittir.
- 3 numaralı gri dökme demirden ZIL-130 motorları için yapılmıştır;
- NV 170 ... 229, AL 4 alüminyum alaşımından yapılmış ZMZ-53 (ana yatak kapakları - dövülebilir dökme demir KCh 35-10'dan yapılmıştır);
- YaMZ - alaşımlı dökme demirden;
- HB 170 ... 241 ve KamAZ - gri dökme demir SCH 21-44'ten;
- HB 187 ... 241 ve ana yatak kapakları - KCh 35-10, HB 121 ... 163.
Ana yatak kapakları, karterler gibi onarım işlemi sırasında silindir blokları ile sökülmez.
Silindir bloklarındaki çatlaklar (ve delikler) reddedilme işaretleridir. Bununla birlikte, deliklerin yamanarak ve çatlakların - kaynak yaparak ve sentetik malzemelerle kapatılarak ve ardından takviye parçalarının montajı ile ortadan kaldırılmasına izin verilir.
Silindir bloğundaki büyük kusurlar.
- Soğutma ceketi veya karterin duvarlarındaki delikler.
- Birinci ana yatağın uçlarında aşınma.
- Çatlaklar ve dökülmeler.
- Kovan için alt montaj deliğinin aşınması.
- Kovan için üst montaj deliğinin aşınması.
- İticiler için deliklerin aşınması.
- Eksantrik milinin yatak muyluları için burçlardaki deliklerin aşınması.
- Ana yatak kovanlarının aşınması ve yanlış hizalanmaları.
- Eksantrik mili burçları için deliklerin aşınması.
Silindir gömleğinin ana kusurları.
- Aşınmış veya aşınmış piston deliği.
- Alt iniş kemerinin aşınması.
- Üst iniş kemerinin aşınması.
Krank milinin ana kusurları.
- Şaft virajı.
- Flanşın dış yüzeyinde aşınma.
- Flanşın uç yüzeyinin salgısı.
- Yağ kanallarının aşınması.
- Rulman deliği aşınması.
- Volan montaj cıvataları için deliklerin aşınması.
- Ana veya biyel kolu muylularının aşınması.
- Dişli ve kasnak göbeği altında boyun aşınması.
- Genişlikte kama aşınması.
- Anterior kök boynu uzunluğunda artış.
- Bağlantı çubuğu muylularının uzunluğunun arttırılması.
Bağlantı çubuğunun ana kusurları.
- Bükme veya bükme.
- Alt başın deliğinin aşınması.
- Üst kafadaki manşon deliğinin aşınması.
- Üst kafa burcundaki delikte aşınma.
- Üst ve alt kafaların eksenleri arasındaki mesafenin azaltılması.
Silindir kafasının ana kusurları.
- Yanma odasının duvarlarında delikler, yanmalar ve çatlaklar, yuvalar arasındaki köprülerin tahrip olması.
- Soğutma ceketinde çatlaklar.
- Valf yuvalarının çalışma yüzeylerinde aşınma, çizikler veya kabuklar.
- Valf yuvalarının aşınması.
- Temas yüzeylerinin silindir bloğuna bükülmesi.
- Kılavuz burçlardaki deliğin aşınması.
- Valf kılavuzları için deliklerin aşınması.
- Mumlar için ipliklerin bozulması veya aşınması.
Eksantrik milinin ana kusurları.
- Şaft virajı.
- Yatak boyunlarının aşınması.
- Kamera aşınması.
- Eksantrik aşınma.
- Triger dişlisinin altında boyun aşınması.
2.5 Sorun Giderme
Silindir bloğu.
Silindir bloklarındaki çatlaklar (ve delikler) reddedilme işaretleridir. Bununla birlikte, yamalar ve çatlaklar yerleştirerek - sentetik malzemelerle kaynak yaparak ve sızdırmaz hale getirerek ve ardından takviye parçalarının ayarlanmasıyla deliklerin ortadan kaldırılmasına izin verilir.
Dökme demir silindir bloklarda, kaynaktan önce, çatlağın uçları 5 mm çapında bir matkapla kaynaklanır ve ardından pnömatik veya elektrikli bir taşlama makinesine 90 açıyla monte edilmiş bir taşlama taşı kullanılarak tüm uzunluk boyunca kesilir. .. 120 x 4/5 duvar kalınlığı. Kaynak, bloğu 600 ... 650C sıcaklığa ısıttıktan sonra, 5 mm çapında dökme demir çubuklar ve akı-boraks kullanılarak 3 numaralı nozullu bir brülörlü asetilen-oksijen alevi ile gerçekleştirilir. Dikiş, ana metalin yüzeyinin üzerinde 1,5 mm'den fazla çıkıntı yapmamalıdır; manşonlar ve cüruf kalıntılarına izin verilmez. Blok 450C'ye soğutulduğunda kaynak durdurulur ve tekrar ayarlanan sıcaklığa kadar ısıtılır. Kaynak sonunda blok yavaşça soğutulur.
Ön ısıtma yapılmadan kaynak yapılabilir. Bu durumda elektrik ark kaynağı kullanılır. doğru akım ters kutup A-547R yarı otomatik cihazdaki argon ortamında (1,2 mm çapında MNZhKT elektrot teli. Kaynak arkındaki argon basıncı 30 ... 50 kPa, akım gücü 125 ... 150 A, voltaj 27 ... 39 V'tur). PANC-11 elektrotları kullanıldığında koruyucu gaz kullanılmadan yarı otomatik kaynak yapılabilir. Bloğun ön ısıtması olmayan çatlaklar, kalsiyum florür kaplama ile kaplanmış 3 ... 4 mm çapında monel ve konstantan telden oluşan MNCH-1 elektrotları ile kaynak yapılabilir (akım gücü 130 A, voltaj 30 ... 35 V, yönlü metal HB 170'in sertliği). Kaynak dikişi yoğun ve iyi işlenmiş çıkıyor. OZCH-1 ve ANCH-1 elektrotlarının kullanılması tavsiye edilir, ancak dikişlerinin işlenmesi zordur. TsCh-3 ve TsCh-4 elektrotları, daha fazla işlem görmeden çatlakları kaynaklamak için kullanılır.
Silindir gömlekleri için üst iniş kayışları arasındaki köprülerden geçen çatlaklar, FPSN-2 flux kullanılarak LOMNA 49-1-10 lehim ile lehim ve kaynak yapılarak onarılır. Bu durumda gaz kaynağı kullanılır. Dikiş hariç ısıtma sıcaklığı 700 ... 750C'yi geçmez. Bu, donma ve çatlama riskini azaltır, parçaların ön ısıtılmasıyla kaynağa kıyasla işçilik verimliliğini artırır, parça elemanlarının geometrik boyutlarını korur ve kaynağın çekme dayanımı en az 300 MPa'dır. Güçlü, hava geçirmez ve iyi işlenmiş bir dikişe sahip olunması gerekiyorsa bu yöntemin kullanılması önerilir.
Teknolojik süreç lehimleme-kaynak, çatlağın kesilmesi ve yağdan arındırılması, kesilen çatlağın 300 ...
Alüminyum alaşımlarından dökülen silindir bloklardaki çatlakların kaynağının kendine has özellikleri vardır: çatlağın yatay konumda olması arzu edilir, çatlağın uçlarının delinmesine gerek yoktur, oluk ve bölge 15 ... çekiç darbeleri .
Kaynaktan önce, çatlak bölgesinin lokal olarak ısıtılması bir gaz brülörü alevi ile 300C sıcaklığa kadar gerçekleştirilir. Çatlak, 4…6 mm çapında AK sınıfı alüminyum alaşımdan yapılmış bir dolgu teli ile argon ark kaynağı ile kaynaklanır. Argon ark kaynağı için tasarlanmış UGD-301 veya UGD 501 tesisatlarında kaynak yapılır. GRAD-200 veya GRAD-400 brülörler, tungsten elektrotu sabitlemek, elektrota kaynak akımı sağlamak ve ark bölgesine koruyucu gaz sağlamak için kullanılır. Kaynaktan sonra, silindir bloğu ısıtılmış alanı bir asbest tabakasıyla kaplayarak yavaşça soğutulur. Kaynak dikişi, 50 mm çapında bir daireye sahip, marka 12AUO SMK olan bir taşlama makinesi ile ana metalin düzlemi ile aynı hizada olan metal ve oksit akışına karşı korunur. Daha sonra blok, 0,5 MPa'lık bir basınç altında sızdırmazlık açısından test edilir.
Çatlaklar, yük taşıyan yüzeylerden geçmiyorsa aşağıdaki teknolojiye göre epoksi macun ile de kapatılabilir.
Çatlağın etrafındaki yüzey bir taş örtü ile işlenir ve çatlağın kendisi bir öğütücü ile 60 ... 90 açıyla duvar kalınlığının 3 / 4'ü derinliğinde kesilir.
Dökme demirden dökülen bloklardaki çatlağın uçları 3…4 mm çapında bir matkapla delinir ve elde edilen deliklere bakır veya alüminyum telden yapılmış dübeller çakılır.
30 mm genişliğindeki çatlağın etrafındaki alanda kumlama veya çentikleme ile pürüzlülük oluşturulur ve aseton ile yağdan arındırılır.
Kuru bir yüzeye, spatulayı metal yüzey üzerinde keskin bir şekilde hareket ettirerek, ilk kat macunu 1 mm'ye kadar uygulayın. Daha sonra spatulayı birinci katın üzerine yumuşak bir şekilde hareket ettirerek en az 2 mm kalınlığında ikinci kat macun sürülür. Macun tabakasının tüm yüzey üzerindeki toplam kalınlığı 3…4 mm'dir. Blok fırına konularak 100C sıcaklıkta yaklaşık 1 saat bekletilirken epoksi macunun kürlenmesi sağlanır. Sertleştikten sonra pastanın çizgileri kesilir, düzensizlikler taşlama taşı ile işlenir.
Delikler yama yapılarak onarılır. Deliğin temizlenmiş ve yağdan arındırılmış kenarlarına macun sürülür ve üzerine 0,3 mm kalınlığında fiberglas yama yapıştırılır ve rulo ile yuvarlanır. Yama, deliği her taraftan 15 ... 20 mm örtmelidir. Daha sonra yamaya ve yamanın etrafındaki blok yüzeyine ikinci kat macun sürülür ve ikinci yama her taraftan 10…15 mm birincinin üzerine binecek şekilde uygulanır. Bu sırayla 8 kata kadar cam elyafı uygulanır. Her katman bir rulo ile yuvarlanır. Son kat tamamen macunla kaplanır.
Bloklardaki delikler ayrıca metal yamaların kaynaklanmasıyla da onarılabilir.
Birinci ana yatak kapağının uçları aşınmış.
Kalınlığı 26,90 mm'den azsa, yarım halkalar yerleştirilerek veya LOMNA alaşımı ile yüzey kaplanarak eski haline getirilir ve ardından çalışma çiziminin boyutuna göre işlenir. Kalınlığı 27,98 mm'den az olan baskı yatağı yarım halkaları için arka desteğin uç yüzeylerindeki krapajlar veya deformasyonlar, galvanik sürtünme ile ortadan kaldırılır, ardından uçlar, çalışma çiziminin boyutuna göre işlenir.
125.11 çapından ve 122.09 mm çapından büyük ve 137.56 çapından ve 134.06 mm çapından büyük manşon için üst ve alt montaj deliklerinin aşınması, galvanik sürtünme veya sentetik malzemeler uygulanarak giderilir.
Çapı 25,04 mm'den (22,03 mm) fazla olan iticiler için aşınmış delikler, bir radyal delme makinesinde 0,2 ... 0,4 (0,2 mm) onarım boyutlarından birine raybalanarak yenilenir. Silindir bloğu, eşleşme düzlemi ve teknolojik delikler taban olarak kullanılarak fikstür üzerine 45'lik bir açıyla monte edilir. Daha sonra aynı kurulumdan 1.5 45 oluklar çıkarılır.
İticiler için deliklerin çapı 25,8'den (22,2 mm) fazla aşındığında, DRD ayarlanarak eski haline getirilir; delikler 30.00.045 (27.0 0.045) mm çapa kadar oyulur, 0,5 45 pah kırılır, burçlar preslenir, yağ delikleri burçlara ve bloklara hizalanır ve burçlar çalışma çiziminin boyutuna kadar genişletilir.
Bu yüzeylerin pürüzlülüğü Ra = 0,63 µm'ye karşılık gelmelidir.
Eksantrik mili burçlarının aşınmış delikleri makinede 0,25 mm aralıklarla iki tamir ölçüsünden birinin altında delinerek eski haline getirilir. Sondajdan sonraki yüzey pürüzlülüğü Ra = 1,25 µm'ye karşılık gelmelidir. Eksantrik mili burçları, burçlar için ana veya onarım deliklerine bastırılır ve delme çubuğu üzerindeki kesiciler çalışma çizimine veya onarım boyutlarından birine göre boyuta takıldıktan sonra makinede delinir: 0,2; 0,4; 0,6; 0,8; 1,0 (0,2; , 0,4) mm. Burçlara bastırırken, bloktaki yağ delikleri ile burçların birbirine uymasına dikkat edilmelidir.
Ana yatak kovanlarının aşınmış yuvaları aşağıdaki teknoloji kullanılarak yenilenir:
Ana yatak kapakları çıkarılır ve işaretlenir. Daha sonra kaynak düzlemleri 0,7…0,8 mm değerinde frezelenir veya taşlanır, yerine takılır, cıvatalar 110…130 Nm (210..330,5 Nm) torkla sıkılır ve tek geçişte delinerek yüzey pürüzlülüğü sağlanır Ra = 0,63 µm.
Ana yatak muhafazalarının iki onarım boyutu vardır:
- krank milinin ana muylularının iki onarım boyutu için ilk çap 100 mm'dir P1 - 94.5-.0.015, P2 - 94.0-0.015 mm.
- ikinci çap, P3 - 95,0-0,015, P4 - 94,5-0,015, P5 - 94,0-0,015 mm ana muyluların üç onarım boyutu için 100,5 mm'dir.
İplik hasarı ortadan kaldırılır:
- aynı boyutta bir aletle çalıştırılarak ikiden az diş kırılırsa;
- bir tornavida veya yaylı dişli bir kesici uç yerleştirilerek ve ayrıca çalışma çizimine göre kaynak ve müteakip delme ve diş açma ile ikiden fazla diş kırıldığında.
- Onarımdan sonra, silindir blokları sızdırmazlık açısından test edilir.
Yenilenmiş bloklar aşağıdaki teknik gereklilikleri karşılamalıdır:
- silindir gömleklerinin altındaki yüzeylerin eksenlerinin, ana yatak kovanları için soketlerin ortak eksenine göre dik olmaması, 100 mm'lik bir uzunluk üzerinde 0,1 mm'den fazla değildir;
- eksantrik mili burçlarının deliklerinin yanlış hizalanması, tüm uzunluk boyunca 0,03 mm'den fazla değildir;
- eksantrik mili burçlarındaki deliklerin ortak ekseninin en dıştaki ana yatak kovanları için yuvaların eksenine göre paralel olmaması 0,06 mm'den fazla değildir;
- silindir bloğunun ön ucu boyunca ölçülen belirtilen eksenler arasındaki mesafe 130, 216 · 0,025 mm olmalıdır;
- iticiler için deliklerin eksenlerinin eksantrik mili burçları için deliklerin ortak eksenine göre dik olmaması, 100 mm'lik bir uzunluk üzerinde 0,08 mm'den fazla değildir.
Eksantrik mili burçlarının delikleri ve iticilerin delikleri aynı boyutta olmalıdır (çalışma çizimine veya onarım çizimlerinden birine göre).
Silindir gömlekleri.
Piston deliklerinin aşınması delme ve ardından 0,5 ve 1,0 onarım boyutlarından birine honlama ile ortadan kaldırılır.
Delme, 0,14 mm/dev ilerleme hızına ve yaklaşık 100 m/dak kesme hızına sahip VK 6 kesici uçlarla donatılmış kesicilere sahip elmaslı delme makinelerinde gerçekleştirilir.
Gesanite-R'den (bor nitrür bazlı süper sert bir malzeme) yapılmış lehimli plakalara sahip kesiciler yaygın olarak kullanılmaktadır ve bunların kullanımı Ra = 0,63 ... takım 5 ... 20 kez pürüzlülük sağlar. İşleme modu:
- kesme derinliği 0,3 mm;
- ilerleme 0,08 mm/dev;
- kesme hızı 250 m/dak.
Manşon makine tablasında özel bir aparat ile sabitlenir.
Delme işleminden sonra delik ön ve son olarak 3G 833 honlama makinelerinde işlenir.
Ön (kaba) honlama BH-6S-100ST 1K çubuklar veya AS 6-100-M1 elmas çubuklar ile aşağıdaki modda gerçekleştirilir:
- ortam hızı 60…80 m/dk;
- ileri geri hareket hızı 15…25 m/dak;
- çubuklar üzerindeki basınç 0,5 ... 1,0 MPa;
- kesme sıvısı (soğutma sıvısı) - kerosen;
- 0,05 mm bileme payı.
Son zamanlarda, ASK 250/200 100M1 elmas çubuklarla aşağıdaki modlarda gerçekleştirilen elmas düz tepeli honlama (APH) yaygınlaştı:
- besleme 15 m/dak;
- kesme hızı 30 m/dak;
- çubukların özgül basıncı 0,8 MPa'dır;
- Soğutma sıvısı - gazyağı.
Bileme sırasında aşındırıcı aletin elmas olanla değiştirilmesi, çubukların dayanıklılığını artırmaya, yüzey pürüzlülüğünü azaltmaya, manşonların deliklerini önemli ölçüde azaltmaya izin verir (APH'nin işlenmesi sırasında aşınma 3 kat azalır).
Motor gömleklerinin üst (tamir edilmeden izin verilen çap 124,94 mm) ve alt (tamir edilmeden izin verilen çap 121,73 mm) emniyet kemerlerinin aşınması, çalışma çizimine göre boyuta galvanik sürtünme ile giderilir.
Son bileme işleminden sonra manşondaki deliğin boyut grubu belirlenir ve üst uçtaki harf gösterimi seçilir. Bir motora takılan gömleklerin açıklıklarının boyutları aynı olmalıdır.
Onarımdan sonra, silindir gömlekleri aşağıdaki teknik gereklilikleri karşılamalıdır:
- silindirik olmayan delik 0,02 mm'den fazla değil;
- merkezleme bantlarının deliğin eksenine göre radyal aşınması 0,15 mm'den fazla değildir;
- merkezleme bantlarının yüzeylerinin ekseninin paralel olmaması ve delik 0,03 mm'den fazla olmaması.
Krank mili.
Krank milinin bükülmesi, preste düzenlenerek ortadan kaldırılır.
Şaft, aşırı ana muylularla prizma üzerine monte edilir ve orta boyuna kuvvet aktarımını sağlayarak ters yönde bükülerek sapmayı yaklaşık 10 kat aşar. Onarım yapılmadan izin verilen radyal salgı 0,05 mm.
Dökme demir krank milleri sertleştirme ile yönetilir. Boyunların salgısı belirlendikten sonra, boyunun sürtünmeli iç yüzeyi yukarı bakacak şekilde şaft takılır ve ardından özel bir mandrel (künt keski gibi) ile boyun filetosuna yönlendirilerek pnömatik bir çekiç, filetolar oluşan deliklerin üst üste binmesiyle perçinlenir, şaftın salgı için periyodik olarak kontrol edilmesi ve 0,05 ... 0,08 mm değerine getirilmesi. Bu şekilde düzenleme süresi 10 ... 15 dakikadır.
139,96 mm'den daha küçük bir çapa kadar flanşın dış yüzeyinin aşınması, tırtıl (ağ tırtıl aralığı 1,2 mm) veya yüzey kaplama ve ardından çalışma çizimine göre boyuta göre işleme ile ortadan kaldırılır.
Flanşın uç yüzeyinin salgısı, flanş kalınlığını en az 11 mm koruyarak "temiz" döndürülerek ortadan kaldırılır.
Aşınmış kama yuvaları ve yağ çıkarma olukları, çalışma çizimine göre boyuta göre müteakip işlemlerle yüzey kaplanarak eski haline getirilir.
Rulman için aşınmış delik, DRD ayarlanarak eski haline getirilir. Aynı zamanda triger dişlisi ve beşinci ana dişli için boyunları taban yüzeyi olarak kullanılarak krank mili bir vida kesme torna tezgahına monte edilir, 60.00.060 mm çapında delikler açılır, tamir manşonu preslenir durana ve çalışma çizimine göre boyuta sıkılana kadar.
Ana ve biyel kolu muylularının onarım boyutları içindeki aşınması, bunlardan birine uyacak şekilde yeniden taşlama ve ardından cilalama ile ortadan kaldırılır.
Onarım boyutları için işlenirken ZIL-130 krank mili muylularının çapındaki azalma 0,25 oranında gerçekleşir; 0,50; 0,75; 1.0; 1.5.
Boyunların taşlanması, dökme demir için - 54C 46SM28K, boyut PP 90030305, çelik miller 15A 40 PST1X8K için taşlama çarkları ile dairesel taşlama makinelerinde 3A432 gerçekleştirilir.
Önerilen kesme koşulları:
- taşlama çarkı dönüş hızı 25…30 m/s;
- krank mili 10…12 m/dak, biyel kolu muyluları için ve ana muylular için 18…20 m/dak;
- taşlama çarkının çapraz beslemesi 0,006 mm.
Bileme sırasında köşelerin yarıçapını korumak ve biyel kolu muylularının uzunluğunu arttırmamak gerekir.
Başlangıçta, ana muylular, şaft puntaya bir flanşla makinenin merkezlerine takıldıktan sonra taşlanır.
Merkez deliklerin tıkanması, dişli için boyun ve taban yüzeyi olarak flanşın dış çapı kullanılarak bir vidalama torna tezgahında pahların döndürülmesiyle ortadan kaldırılır.
Biyel kolu muylularını taşlarken, bu biyel muylusunun ekseninin makinenin ekseni ile aynı hizada olması sağlanarak (krank yarıçapı 47,50 x 0,08 mm'dir) şaft mikserlere takılır. Birinci boyundan başlanarak taşlama yapılır, sonraki boyunların taşlanması için mil eksen etrafında uygun açı ile döndürülür (ikinci ve üçüncü boyunlar birinciye göre 90 10, dördüncü boyunlar 180 10).
Tüm ana ve biyel kolu muyluları aynı boyutta olmalıdır. Krank milinin ön karşı ağırlığına, ana (P1k ... P3K) ve biyel kolu (P1Sh ... P5Sh) boyunlarının onarım boyutlarını gösteren bir damga yerleştirilmiştir. Keskin pah kenarları yağ kanalları ana ve biyel kolu muyluları, pnömatik bir matkap kullanılarak taşlama konik bir aşındırıcı aletle köreltilir.
Gerekli yüzey pürüzlülüğünü elde etmek için boyunlar 2K34 tipi makinede süperfiniş işlemine tabi tutulur, süre yaklaşık 1 dakikadır.
Kullanılan çubuklar:
- beyaz elektrokorindon marka LOZ-3 bölüm 2020. Son zamanlarda gerekli yüzey pürüzlülüğü elmas veya karbür bir aletle düzleştirilerek elde edilmektedir. Böylece, krank mili muylularının alaşım elementlerinin eklenmesiyle AN-348A pastası altında yüzey kaplamasından sonra, ince öğütmenin yerini T30K4 malzemeden yapılmış bir mala ile düzleştirme alır ve bu da işçilik verimliliğini% 30 artırmayı mümkün kılar. İşleme modları:
- mala yarıçapı 3,5…4,5 mm;
- baskı kuvveti 400…600 N;
- ilerleme 0,07…0,11 mm/dev;
- düzleştirme hızı 45…70 m/dak;
- soğutma yağı MS-20.
Son onarım boyutunun ötesine geçen mil muyluları, Np-30KhGSA telli AN 348A fluks tabakası altında kaplanarak, ardından normalleştirme, boyunların döndürülmesi, yüzey plastik deformasyonu ile filetoların sertleştirilmesi, yüksek frekanslı akımlarının sertleştirilmesi ile eski haline getirilir. , çalışma çiziminin boyutuna göre taşlama ve parlatma.
Bu yöntemle, krank mili muylularını geri yükleme işlemlerinin içeriği aşağıdaki gibi olabilir:
- ana ve biyel kolu muylularının sert dolgusu;
- ana ve biyel kolu muylularının kaba taşlanması;
- mil doğrultma;
- boyunların ince taşlanması ve çalışma çiziminin boyutuna göre cilalanması.
Çapı 45,92 mm'den az olan dişli ve kasnak göbeği için aşınmış boyunlar, krom kaplama veya sert dolgu ile çalışma çiziminin boyutuna getirilir.
Aşınmış kama oluğu olukları ve yağ tahliye olukları, çalışma çiziminin boyutlarına göre sonradan işlenerek yüzey kaplaması yapılarak eski haline getirilir.
Uzun krank pimlerinde artış daha fazla izin verilen boyut mil reddine yol açar. ZIL-130 şaftının ön ana muylusunun ve şaftın arka muylusunun uzunluğunun arttırılması.
Biyel kolunun restorasyonu, bükülme ve bükülmenin ortadan kaldırılmasıyla başlar (ZIL-130 için izin verilen bükülme ve bükülme değerleri 0,04 mm'dir). İzin verilen değerleri aşan bükülme ve bükülme durumlarında, biyel kolu, artık gerilmeleri azaltan bir bükülme ile doğrultma kullanılarak basınç altında düzleştirilir.
Alt kafadaki delikler 69,52 mm'den fazla aşındığında biyel ve kapak düzlemleri frezelenir ve ardından delikler çalışma çizimine göre boyuta kadar sıkılır. Bu delikleri eski haline getirmek için ütüleme de önerilebilir. Ayrım düzlemleri frezelenirken bağlantı çubukları ve kapakları özel bir düzeneğe sabitlenir.
İşleme, R 18 çeliğinden yapılmış geçme bıçaklara sahip 160 mm çapında bir yüzey frezesi kullanılarak dikey bir freze makinesinde gerçekleştirilir. Kaldırılan tabakanın kalınlığı 0,25 mm'ye kadardır. Az aşınma ile kapağın uç yüzünün alt başlığındaki delikler 0,08 mm derinliğe kadar taşlanmıştır.
Gömlekler için kilit olukları, çalışma çizimine göre genişlik, derinlik ve yan yüzeyden oluğa olan mesafe sağlanarak yatay freze makinesinde 50 mm çapında bir disk kesici ile derinleştirilir. Bağlantı çubuğunun alt kafasındaki delik, 2A78 elmas delme makinesinde delinir, sonraki işleme için 0,01 ... 0,03 mm'lik bir pay bırakılır ve her iki taraftan 0,545 oluklar çıkarılır. Delme deliği, 3A833 dikey bileme makinesinde ACM 28 M1 ve ACM 40 M1 kalite sentetik elmas çubuklarla 69,5 + 0,012 mm çapındaki çalışma çizimine göre %70'ten oluşan bir soğutma sıvısı kullanılarak boyuta ayarlanır. kerosen ve %30 iğ yağı, 35…40 dak-1 dönme hızı, ileri geri hareket hızı 8…12 m/dak, işlenen yüzeydeki bar basıncı 0,3…0,6 MPa ve işleme süresi 20…25 s.
CD sırasında biyel kollarının üst kafalarının burçları yenileri ile değiştirilir. Yeni bir burç, çubuğu biyel kolunun simetri eksenine saat yönünün tersine 90 açı yapacak şekilde pres altında preslenir, ardından burç 27,5 + 0,045 mm çapa kadar delinir (işlemden sonraki pres kuvveti en az 6 kN olmalıdır), yağın geçişi için 5 mm çapında bir delik delinerek, her iki taraftan 0,7545 oluklar çıkarılır ve manşon 28,0 + 0,007 çapında çalışma çizimine göre boyuta kadar delinir - 0,003 mm.
Burçlar, biyel kolu armatüre takıldıktan sonra, alt kafadaki delikler taban olarak kullanılarak özel veya vidalı çıta tezgahlarında delinir, bu da biyel üst ve alt kafalarındaki deliklerin eksenlerinin birbirine uymasını sağlar. paraleldir.
Üst ve alt kafaların eksenleri arasındaki mesafenin 184,9 mm'nin altına düşürülmesi bir ret işaretidir. Biyelin alt kafasındaki delikleri ütüleyerek eski haline getirirken, 185 0,05 mm çalışma çizimine göre delik delinirken bu mesafe gerekli boyutlarda tutulabilir.
Onarımdan sonra bağlantı çubukları aşağıdaki teknik gereklilikleri karşılamalıdır:
- alt başın açıklığının silindirik olmaması 0,080 mm'den fazla olmamalıdır;
- pürüzlülük Ra = 0,050 µm'yi karşılamalıdır;
- üst başın başının deliğinin silindirik olmaması sırasıyla 0,040 mm;
- pürüzlülük Ra = 1,25 µm.
Silindir kafası.
Yanma odasının duvarlarındaki delikler, yanma ve çatlaklar, yuvalar arasındaki köprülerin tahrip olması reddedilme işaretleridir.
Soğutma ceketi ve silindir bloğu ile temas yüzeyindeki çatlaklar, argon ark kaynağı kullanılarak kaynak yapılarak giderilir. Dolgu malzemesi olarak 4 mm çapında SV-AK12 tel kullanılmaktadır.
Valf yuvalarındaki arızalı oluklar, çıkışta 45 açıyla ve girişte 60 kılavuz burçların eksenine taşlanır ve ardından valfler bunlara taşlanır. Alıştırma malzemesi olarak elektrokorindon, silisyum karbür, karborundum kullanılır, alıştırma pastaları esas alınarak hazırlanır (yukarıdaki bileşenin 1/3'ü ve 2/3'ü) dizel yakıt M - 10V2 ve M - 10G2).
Çalışma pahının genişliği emme valfleri 2,0 ... 2,5 mm ve derecelendirme için 1,5 ... 2,0 mm. Taşlama çarkı milleri ve valf gövdeleri, önceden işlenmiş bir kılavuz burcun üzerinde ortalanmıştır. Valf yatağının pahı taşlanır ve "temiz" olarak alıştırılır ve bir koni mastarı ile kontrol edilir.
Kalibre bir mm'den fazla azaltılırsa, eyerler değiştirilir. Koltuk ayrıca silindir kafası yuvasında gevşek bir oturuşla değiştirilir. Bu durumda, eyer delikleri onarım boyutuna göre delinir:
- 56,8+0,03 mm çapa kadar giriş yatağı için;
- derecelendirme için - 46,3 + 0,027 mm çapa kadar
ve onarım boyutlarının eyerlerine bastırın:
- giriş - çap 57,0-0,03 mm;
- mezuniyet - çap 46,5-0,025 mm.
Kesici kafa valf kılavuzundaki deliğe dayandırılarak delik 9 mm derinliğe kadar delinir. Koltuklara bastırırken, kafanın 180C sıcaklığa ısıtılması ve koltukların -196C sıcaklıkta sıvılaştırılmış nitrojen içinde soğutulması önerilir.
Temas yüzeylerinin silindir bloğuna bükülmesi, VB8 alaşımından yapılmış geçmeli bıçaklara sahip 250 mm çapında bir kesiciye sahip bir 615 dikey freze makinesinde işlenerek ortadan kaldırılır.
Konnektör düzlemi en az 18,3 mm frezelenmiştir.
Kılavuz burçların delikleri kabul edilebilir bir boyutun üzerinde aşınmışsa, 19,3 + 0,033 veya 19,6 + 0,033 mm çapındaki onarım boyutlarından birine raybalanarak ve ardından aynı onarım boyutlarında 0,5 mm çapında pres burçları ile eski haline getirilir. 19.3 + 0.065 + 0.047 veya 19.6 +0.065 +0.047 mm, hangi marka P1 ve P2.
M141.25 - 6 N mumlar için dişin bozulması veya aşınması, DRD vidalarının ayarlanmasıyla ortadan kaldırılır. Mumların altındaki yüzeylerin eşit olmayan aşınması, havşa açılarak giderilir. 8 mm'den küçük bir boyut, silindir kafası için bir ret kriteridir.
dağıtım milleri.
Eksantrik milinin restorasyonu, zamanlama dişlisi için boyun ve taban yüzeyleri olarak son yatak muylusu kullanılarak bir vida kesme torna tezgahında merkez olukların düzeltilmesiyle başlar.
Aşınmış destek boyunları, beş onarım boyutundan birine taşlanmıştır.
Kamların profili ihlal edilirse, PP 60020305 kalite 15A40PSMK 5 taşlama çarkına sahip kopya taşlama makinelerinde taşlanır ve ardından boyunlar gibi parlatılır.
a - b = 5,8 mm'den daha fazla aşınma ile, kamın tepesinin sorşit No. Yüzeye çıktıktan sonra kamlar işlenir.
Aşınmış eksantrik, eksantrik ekseninin eksantriklik miktarı kadar mil eksenine göre yer değiştirmesi ile dairesel bir taşlama makinesinde taşlanarak eski haline getirilir.
Eksantrik çapı 42,2 mm'den küçükse mil reddedilir.
Dağıtım boynu için aşınmış boyun krom kaplama veya ütüleme ile eski haline getirilir.
Galvanik kaplamadan önce boyun, tüm uzunluğu boyunca 29,8 mm çapa taşlanır, ardından 31,2 mm çapa çıkarılır ve tekrar çalışma çizimine göre 30,0 + 0,036 + 0,015 mm çapa sahip bir boyuta taşlanır.
3 Bir araba tamircisi işyerinin organizasyonu ve onarımlar sırasında güvenlik
Çilingir, işgücü koruma talimatlarının gerekliliklerine uymalıdır:
- arabayı asarken ve altında çalışırken;
- araba tekerleklerini çıkarırken ve takarken;
- bölgede hareket ederken ve üretim tesisleri motorlu taşıt işletmesi;
- yangın önleme ve yanık önleme.
Başka bir işçi tarafından güvenlik gerekliliklerinin ihlal edildiğini fark eden çilingir, onu bunlara uyması gerektiği konusunda uyarmalıdır.
Tesisatçı ayrıca işçi koruma ortak komitesi (komisyon) temsilcisinin veya sendika komitesinin işçi koruması için yetkili (güvenilir) kişinin talimatlarını da takip etmelidir.
Çilingir bilmeli ve sağlayabilmelidir. ilk yardım kurbana
Bir çilingir, hedeflenen talimatı almadan, uzmanlık alanındaki doğrudan görevlerle ilgili olmayan tek seferlik bir işi yapmaya başlamamalıdır.
İLE bağımsız iş Araçların onarımı ve bakımı için, uygun niteliklere sahip, işyerinde işgücü koruması hakkında giriş eğitimi ve ilk eğitim almış, kaldırma mekanizmalarının kontrolü hakkında bilgi testini geçmiş kişilere izin verilir.
İşçi koruması konusunda zamanında yeniden talimat almamış bir çilingir (3 ayda en az 1 kez) işe başlamamalıdır.
Çilingir, işletme tarafından onaylanan iç işçilik yönetmeliğine uymakla yükümlüdür.
Bir çilingirin çalışma süresi haftada 40 saati geçmemelidir.
Günlük çalışmanın süresi (vardiya), sendika komitesi ile anlaşarak işveren tarafından onaylanan dahili çalışma düzenlemeleri veya vardiya programları tarafından belirlenir.
Tamirci, bakım ve onarım sırasında kendisine etki eden en tehlikeli ve zararlı üretim faktörlerinin neler olduğunu bilmelidir. Araç, şunlardır:
- araba, bileşenleri ve parçaları;
- ekipman, aletler ve demirbaşlar;
- elektrik;
- kurşunlu benzin;
- iş yeri aydınlatması
Araç, bileşenleri ve parçaları Onarım işlemi sırasında asılı duran araç veya ondan çıkarılan bileşen ve parçalar düşerek yayına neden olabilir.
Garaj tamiri ve teknolojik araç, gereç, demirbaşların hatalı kullanımı araç, gereç ve demirbaşların yaralanmasına yol açar.
Çilingir, kendisine eğitim ve talimat verilmeyen alet, demirbaş, teçhizatı kullanamaz.
Elektrik kurallara ve önlemlere uyulmaması halinde, insanlar üzerinde elektrik yaralanmaları (yanıklar, elektrik işaretleri, cildin elektrokaplanması), elektrik çarpmaları şeklinde kendini gösteren tehlikeli ve zararlı bir etkisi olabilir.
Benzin, özellikle kurşunlu, buharları solunduğunda, vücuda, giysilere bulaştığında, yiyecek veya içme suyuyla alındığında insan vücudu üzerinde toksik bir etkiye sahiptir.
İşyeri ve bakım yapılan (onarılan) ünite, ünite aydınlatması Yetersiz (aşırı) aydınlatma, görmenin bozulmasına (aşırı zorlanmasına), yorgunluğa neden olur.
Çilingir özel kıyafetlerle çalışmalı ve gerekirse başka araçlar kullanmalıdır. kişisel koruma.
Özel kıyafetlerin, özel ayakkabıların ve diğer kişisel koruyucu ekipmanların işçilere ve çalışanlara ücretsiz olarak verilmesine ilişkin standart endüstri standartlarına uygun olarak, bir çilingir aşağıdakilerle birlikte verilir:
Kurşunlu benzinle çalışan motorların sökülmesi, taşınması, taşınması ve parçalarının yıkanması sırasında:
- takım elbise viskon - lavsan;
- lastik önlük;
- lastik çizme;
- lastik eldivenler.
Araçların ve birimlerin sökülmesi, onarımı ve bakımı yapılırken:
- takım elbise viskon - lavsan;
- kombine eldivenler.
- Ek olarak kurşunlu benzinle çalışırken:
- lastik önlük; lastik eldivenler.
Kışın dış mekan çalışmaları için ek olarak:
- yalıtım astarlı pamuklu ceket;
- yalıtım astarlı pamuklu pantolon.
Çilingir kurallara uymak zorundadır. yangın Güvenliği yangın söndürücü kullanmayı bilir. Sadece belirlenmiş alanlarda sigara içilebilir.
Çilingir çalışma sırasında dikkatli olmalı, gereksiz konular ve konuşmalar tarafından rahatsız edilmemelidir.
Çilingir, işyerinde gözlemlenen güvenlik gereklilikleri ihlallerini, cihaz, alet ve kişisel koruyucu ekipman arızalarını derhal amirine bildirmeli ve gözlemlenen ihlaller ve arızalar giderilinceye kadar işe başlamamalıdır.
Çilingir kişisel hijyen kurallarına uymalıdır. Yemek yemeden veya sigara içmeden önce ellerinizi sabun ve suyla yıkayın ve kurşunlu benzinle çalışan araba parçalarıyla çalışırken önceden ellerinizi gazyağıyla yıkayın.
İçmek için, bu amaç için özel olarak tasarlanmış cihazlardan (doyurucu, içme tankları, çeşmeler vb.) su kullanın.
İşe başlamadan önce tamirci şunları yapmalıdır:
- Özel kıyafetler giyin ve kolların manşetlerini sıkın.
- İş yerinizi inceleyin ve hazırlayın, koridorları karıştırmadan tüm gereksiz öğeleri kaldırın.
- Aletlerin, cihazların kullanılabilirliğini ve servis verilebilirliğini kontrol ederken:
- anahtarlarda çatlak ve çentik bulunmamalı, anahtar çeneleri paralel olmalı ve kıvrılmamalıdır;
- hareketli parçalarda sürgülü anahtarlar gevşetilmemelidir;
- metal işçiliği çekiçleri ve balyozlar hafif dışbükey olmalı, eğik olmamalı ve devrilmemeli, çatlaklar ve iş sertleşmesi olmadan, vurucunun yüzeyi sivri takozlarla kamalanarak kulplara güvenli bir şekilde sabitlenmelidir;
- çekiç ve balyoz kulpları bulunmalıdır. yumuşak yüzey;
- vurmalı çalgılar (keskiler, enine kesimler, dikenler, çekirdekler vb.) üzerinde çatlak, çapak ve iş sertliği olmamalıdır. Keskiler en az 150 mm uzunluğunda olmalıdır;
- eğeler, keskiler ve diğer aletler sivri, çalışmayan bir yüzeye sahip olmamalı, üzerinde metal bir halka bulunan ahşap bir sapa güvenli bir şekilde sabitlenmelidir;
- Elektrikli alet, gerilim altındaki parçalar için iyi bir yalıtıma ve güvenilir bir topraklamaya sahip olmalıdır.
- İşyerindeki zeminin durumunu kontrol edin. Zemin kuru ve temiz olmalıdır. Zemin ıslak veya kaygansa, paspaslanmasını veya talaş serpilmesini talep edin veya kendiniz yapın.
- Taşınabilir bir lamba kullanmadan önce, lambanın yanıp sönmediğini kontrol edin. koruyucu ağ Kordonun ve yalıtkan kauçuk borunun iyi durumda olup olmadığı. Taşınabilir lambalar, 42 V'u aşmayan bir voltajla şebekeye bağlanmalıdır.
Çalışma sırasında çilingir şunları yapmalıdır:
- İşletme arazisindeki araçların her türlü bakım ve onarımı, yalnızca bu amaç için özel olarak tasarlanmış yerlerde (direklerde) yapılmalıdır.
- Aracın bakım ve onarımına ancak kir, kar temizlendikten ve yıkandıktan sonra başlayın.
- Aracı bakım veya onarım istasyonuna yerleştirdikten sonra, el freni ile frenlenip frenlenmediğini, kontağın kapalı olup olmadığını (dizel motorlu bir arabada yakıt beslemesi kapalı mı), vites değiştirip değiştirmediğini kontrol etmek zorunludur. kol (kontrolör) nötr konuma ayarlandığında, sarf malzemesi ve ana valfler açık olsun LPG'li araçlar, özel olsun tekerlek takozları(ayakkabılar) tekerleklerin altında en az iki tane. Belirtilen güvenlik önlemlerine uyulmaması durumunda, kendiniz yapın.
- Açık direksiyon"İnsanların çalıştığı motoru çalıştırmayın" tabelası asın. Motoru çalıştırmak için yedek cihaz bulunan bir arabada, bu cihazın yanına benzer bir plaka asın.
- Kabini lift ile kaldırdıktan sonra, asansör kumanda panosuna “Kabanın altında insanlar çalışıyor, dokunmayın!” işareti asın.
- Muayene hendeği, üst geçit veya asansör dışında aşağıdan araba tamirleri sadece şezlong üzerinde yapılmalıdır.
- Muayene hendeklerinden güvenli geçiş için ve ayrıca aracın önünde ve arkasında çalışırken yürüme yollarını kullanın ve muayene hendeğine inmek için bu amaç için özel olarak kurulmuş merdivenler kullanın.
- Tekerleğin çıkarılması veya takılması fren kampanasıözel bir araba kullanarak. Göbeklerin çıkarılması zorsa, bunları çıkarmak için özel çekiciler kullanın.
- Teknolojisi motorun çalıştırılmasını gerektiren işler dışında, arabanın tüm bakım ve onarımı motor kapalıyken yapılmalıdır. Bu tür çalışmalar, egzoz gazı çıkışının sağlandığı özel görevlerde yapılmalıdır.
- Motoru çalıştırmak ve arabayı hareket ettirmek için, bu işi yapmak üzere işletmenin emriyle atanan sürücü, şoför, ustabaşı veya çilingir ile iletişime geçin.
- Motoru çalıştırmadan önce, vites kolunun (kontrolör) boşta olduğundan ve aracın altında veya motorun dönen parçalarının yakınında kimsenin olmadığından emin olun. Aracın aşağıdan muayenesi sadece motor çalışmıyorken yapılır.
- Kranklamadan önce kardan mili kontağın kapalı olup olmadığını ve dizel motor için - yakıt beslemesi olmadığını kontrol edin. Vites kolunu boş konuma getirin ve el freni- serbest bırakmak. Gerekli çalışmaları yaptıktan sonra el frenini tekrar çekin. krank kardan mili sadece özel bir aletle.
- Motoru arabadan çıkarın ve yalnızca araç tekerlekli veya özel sehpalar üzerindeyken monte edin - tragus.
- Tekerlekleri sökmeden önce, araba, treyler, semi treylerin askı kısmının altına uygun taşıma kapasitesine sahip tragusları yerleştirin ve askılı kısmı üzerlerine indirin ve tekerlek altına en az iki adet özel tekerlek takozu (pabuç) takın. kaldırmayan tekerlekler.
- Arabayı işletme içindeki otoparka sürmek ve hareket halindeyken frenleri kontrol etmek için görevli veya atanmış bir sürücüyü arayın.
- Büyük fiziksel çaba gerektiren sökme, takma ve diğer sabitleme işlemleri sırasında çektirme, anahtar vb. kullanın. Çıkarılması zor somunlar, gerekirse kerosen veya özel bir bileşik (Unisma, VTV, vb.) ile önceden nemlendirin.
- ile çalışmaya başlamadan önce kaldırma mekanizması iyi durumda olduğundan ve kaldırılan birimin ağırlığının, kaldırma mekanizması şablonunda belirtilen yük kapasitesine, test süresinin dolup dolmadığına ve çıkarılabilir yük kavrama cihazlarında - gösteren etiketlerin varlığına karşılık geldiğinden emin olun izin verilen ağırlık yük kaldırdı.
- 20 kg veya daha fazla (kadınlar için 10 kg) ağırlığa sahip bileşenleri ve düzenekleri sökmek ve takmak için, özel cihazlarla (kepçeler) donatılmış kaldırma mekanizmalarını ve diğer yardımcı mekanizasyon araçlarını kullanın.
- Parçaları manuel olarak hareket ettirirken dikkatli olun, çünkü parça (ünite) hareket yolunun görüşünü engelleyebilir, dikkati hareketi gözlemlemekten alıkoyabilir ve dengesiz bir vücut pozisyonu oluşturabilir.
- Güç, soğutma ve yağlama sistemleriyle ilişkili birimleri ve tertibatları çıkarmadan önce, sıvı sızıntısı olasılığı varsa, önce içlerindeki yakıtı, yağı veya soğutma sıvısını özel bir kaba boşaltın.
- Gaz ekipmanını, tüpleri sökmeden veya bağlantıların somunlarını sıkmadan önce içlerinde gaz olmadığından emin olun.
- Yayı çıkarmadan önce, arabanın önünü veya arkasını kaldırarak ve ardından şasiyi sehpaya takarak arabanın ağırlığından indirdiğinizden emin olun.
- Bir döner tabla damperinde çalışırken, önce yakıtı ve soğutma sıvısını boşaltarak aracı güvenli bir şekilde sabitleyin, yağ doldurucuyu sıkıca kapatın ve aküyü çıkarın.
- Otobüslerin bakım ve onarımı, kamyonlar yüksek gövdeli, iskele veya merdiven kullanın - merdiven.
- Kaldırılmış bir araba gövdesi - bir damperli kamyon veya damperli römork altında çalışmak için ve kaldırma mekanizmasını veya ünitelerini değiştirirken veya onarırken, önce gövdeyi yükten kurtarın, ek bir envanter cihazının (durdurma, kelepçe) takılması zorunludur. , çubuk).
- Araçlar tamirden önce yanıcı, patlayıcı, zehirli vb. maddelerin taşınması için tanklara konur. kargolar ve bunların depolanması için tanklar, yukarıdaki ürünlerin kalıntılarından tamamen arındırılmıştır.
- Bir tank veya tankın içini kurşunlu benzin, yanıcı ve zehirli sıvılardan temizlemek veya onarmak için, özel giysi içinde, gaz hortumu maskesi, ipli kurtarma kemeri; tankın dışında özel olarak eğitilmiş bir asistan bulunmalıdır. Gaz maskesi hortumu kapaktan (menhol) dışarı çıkarılmalı ve rüzgar tarafına sabitlenmelidir. Tankın içindeki işçinin kemerine, serbest ucu kapaktan (delikten) çıkarılması ve güvenli bir şekilde sabitlenmesi gereken güçlü bir halat bağlanmıştır. En tepede bulunan yardımcı işçiyi izlemeli, ipi tutmalı, tanktaki işçiyi sigortalamalı.
- Tamirat yakıt tankları, yalnızca yakıt kalıntılarının tamamen çıkarılmasından ve nötralizasyondan sonra.
- Bakım ve onarım çalışmaları soğutma üniteleri frigorifik araçlarda, onarımlarını yürürlükteki güvenlik düzenlemelerine uygun olarak gerçekleştirin.
- Motorlu araçlarda bakım ve onarım çalışmaları yapmadan önce gaz yakıtı, motor bölmesini havalandırmak için önce kaputu kaldırın.
- Arıza giderme ile ilgili çalışmanın gerçekleştirileceği aracın silindirlerinden gazı boşaltın (serbest bırakın) gaz sistemi tedarik veya çıkarılması, özel olarak belirlenmiş bir köprü (direk) üzerinde ve silindirleri üfleyin sıkıştırılmış hava, nitrojen veya diğer inert gaz.
- Gaz ekipmanının sökülmesi, montajı ve onarımı ile ilgili çalışmalar sadece özel cihaz, alet ve ekipman yardımı ile yapılmalıdır.
- Gaz sisteminin sızdırmazlığını, besleme valfleri kapalı ve ana valfler açıkken basınçlı hava, nitrojen veya diğer inert gazlarla kontrol edin.
- Hortumları bağlantı parçalarına kelepçelerle sabitleyin.
- Dökülen yağı veya yakıtı, kullanımdan sonra açık havada kapaklı metal kutulara konulması gereken kum veya talaşla temizleyin.
- Çalışma sırasında aleti, uzanmaya gerek kalmayacak şekilde konumlandırın.
- Anahtarın boyutunu doğru seçin, esas olarak kutu ve lokma anahtarları kullanın ve ulaşılması zor yerler- cırcırlı veya döner başlı anahtarlar.
- Anahtarı somuna doğru şekilde uygulayın, somunu ani hareketlerle sıkmayın.
- Bir keski veya başka bir doğrama aletiyle çalışırken, gözlerinizi metal parçacıklardan korumak için gözlük kullanın ve ayrıca ellerinizi korumak için keskinin üzerine koruyucu bir pul koyun.
- Sıkı pimleri ve burçları yalnızca özel aletler yardımıyla bastırın.
- Araçtan çıkarılan bileşenleri ve düzenekleri özel sabit sehpalar üzerine koyun ve uzun parçaları sadece yatay olarak döşeyin.
- Konik bir mandrel ile deliklerin hizasını kontrol edin.
- Delme makinelerinde çalışırken, küçük parçaları bir mengeneye veya özel cihazlara yerleştirin.
- Sadece aleti geri çektikten ve makineyi durdurduktan sonra açılan deliklerden talaşları çıkarın.
- Bir taşlama makinesinde çalışırken, gözlük veya ekran kullanırken dönen aşındırıcı tekerleğe karşı değil, yan tarafta durmalısınız. Başlık ile aşındırıcı tekerlek arasındaki boşluk 3 mm'yi geçmemelidir.
- 42 V'tan daha yüksek gerilime sahip bir elektrikli aletle çalışırken, koruyucu ekipman kullanın (dielektrik lastik eldivenler, galoşlar, kilimler), elektrikli aletlerle birlikte verilir.
- Elektrikli el aletini sadece çalışan bir fiş konnektörü ile şebekeye bağlayın.
- Elektrik kesintisi veya çalışma kesintisi durumunda, elektrikli el aletinin fişini prizden çekin.
- Tezgah, ekipman veya parçalardan toz ve talaşları bir fırça - teyel veya metal bir kanca ile çıkarın.
- Bu amaçla özel olarak yerleştirilmiş metal kutulardaki kullanılmış temizlik malzemelerini çıkarın ve bir kapakla kapatın.
- Benzin veya başka bir yanıcı sıvı vücut ve kişisel koruyucu ekipmanla temas ettiyse, açık ateşe yaklaşmayın, sigara içmeyin veya kibrit yakmayın.
- Kurşunlu benzinle çalışırken veya kurşunlu benzinle çalışan motor parçalarında aşağıdaki gerekliliklere uyun:
- parçaları kerosen ile nötralize edin;
- dökülen benzini hemen çıkarın ve burayı bir çamaşır suyu çözeltisiyle nötralize edin;
- özel bir alet kullanarak kurşunlu benzin dökün.
- Kaldırma ve taşıma mekanizmalarına asılan birimleri kancalar ve destekler kullanarak hareket ettirin.
Çilingir şunları yapmak yasaktır:
- tragus veya diğer güvenlik cihazlarını desteklemeden yalnızca bir kaldırma mekanizmasına (sabit elektrikli asansörler hariç) asılı bir araba veya ünite altında çalışın;
- kaldırma mekanizmasının kablosunun veya zincirinin eğik gerilimi ile birimleri kaldırın ve ayrıca bir askı, tel vb. ile birimleri demirleyin;
- yükseltilmiş bir araba gövdesi altında çalışmak - bir damperli kamyon, özel bir envanter sabitleme cihazı olmayan bir damperli römork;
- özel bir ek durak yerine rastgele altlıklar ve altlıklar kullanın;
- hasarlı veya yanlış takılmış durdurucularla çalışın;
- basınç altında gaz ekipmanı veya silindirleri üzerinde herhangi bir çalışma yapmak;
- elektrikli aleti kablosundan tutarak taşıyın ve dönen parçalara duruncaya kadar elinizle dokunun;
- toz ve talaşları basınçlı havayla üfleyin, hava akımını yakınlarda durmak insanlar veya kendiniz;
- yağlı temizlik malzemelerini işyerinde ve temiz temizlik malzemelerini kullanılmışlarla birlikte saklayın;
- parçaları, elleri vb. yıkamak için kurşunlu benzin kullanın; benzini ağzınızla bir hortumdan çekin;
- birimleri, bileşenleri ve parçaları vb. yanıcı sıvılarla yıkayın;
- raflar arasındaki geçişleri ve tesisten çıkışları malzeme, ekipman, konteynerler, kaldırılan birimler vb. ile karıştırmak;
- Kullanılmış yağı, boş yakıt kaplarını ve yağlar;
- kurşunlu benzinle kirlenmiş özel kıyafetleri işletmeden çıkarın ve kantin ve ofis binalarına girin;
- merdiven kullanın;
- sıkıştırılmış gazı atmosfere salmak veya sıvılaştırılmış gazı toprağa boşaltmak;
- ana ve besleme vanalarını açarken ve kapatırken ek kollar kullanın;
- hortumları sabitlemek için tel veya başka nesneler kullanın;
- hortumları ve tüpleri bükün, düzleştirin ve bükün, yağlı hortumlar kullanın;
- buruşuk kenarlı somun ve cıvatalar kullanın;
- küçük parçaları delerken ellerinizle tutun;
- anahtarın çenesi ile somunların, cıvataların kenarları arasına contalar takın ve anahtarları borular veya diğer nesnelerle oluşturun;
- kurşunlu benzinle ıslatılmış bir levhayı nötralize etmek için kuru ağartıcı kullanın;
- elle itmek veya çekmek için kaldırma mekanizmalarına asılan üniteler;
- konveyörün hareketi hakkında bir sinyal alırken çalışır.
güvenlik gereksinimleri acil durumlar:
Tamirci, tanık olduğu her kazayı derhal işverene bildirmeli ve kazazedeye ilk yardım sağlamalı, doktor çağırmalı veya kazazedenin bir sağlık merkezine veya en yakın sağlık kuruluşuna ulaştırılmasına yardımcı olmalıdır.
Kaza çilingirin başına geldiyse, mümkünse sağlık ocağına başvurmalı, olayı işverene bildirmeli veya çevreden birisinden yaptırmasını istemelidir.
Yangın çıkması durumunda derhal itfaiyeye, işverene haber veriniz ve mevcut yangın söndürme ekipmanları ile yangını söndürmeye başlayınız.
İşin sonunda güvenlik gereksinimleri
İşin sonunda çilingir şunları yapmalıdır:
- Elektrikli ekipmanın elektrik bağlantısını kesin, yerel havalandırmayı kapatın.
- Çalışma alanınızı düzenleyin. Demirbaşları ve aletleri onlar için sağlanan yerden çıkarın.
- Araba özel standlarda (tragus) kalırsa, kurulumunun güvenilirliğini kontrol edin. Arabadan çıkmak yasaktır, ünite sadece bir kaldırma mekanizması ile asılmıştır.
- Kişisel koruyucu ekipmanı çıkarın ve onlar için öngörülen yere koyun. Kuru temizleme (yıkama) ve onarım için özel kıyafetleri ve diğer kişisel koruyucu ekipmanları zamanında teslim edin.
- Ellerinizi sabunla yıkayın ve kurşunlu benzinle çalışan bir motorun parçaları ve tertibatları ile çalıştıktan sonra, önce ellerinizi gazyağı ile yıkamalısınız.
- Çalışma sırasında bulunan eksiklikleri derhal amirinize bildirin.
Ana meslekler ve iş türleri için işgücü korumasına ilişkin sunulan standart talimatlar, Aralık 1995'te onaylanan karayolu taşımacılığında işgücü korumasına ilişkin Kurallar ve diğer düzenleyici ve metodolojik belgeler, işgücü korumasına ilişkin bir bilgi ve metodolojik temel oluşturmayı amaçlamaktadır. motorlu taşıt işletmelerinin yöneticileri ve uzmanları için.
Temelli standart talimatlar her motorlu taşıt işletmesinde, çalışma koşullarının özellikleri dikkate alınarak, belirli işçi meslekleri ve en travmatik çalışma türlerinden bazıları için talimatlar geliştirilir ve onaylanır. Her motorlu taşıt işletmesinde işgücü koruma talimatlarının zamanında ve yüksek kalitede geliştirilmesi sorumluluğu başının altındadır. Talimatların geliştirilmesi, alt işçilerinin çalışma koşullarını en iyi bildikleri için atölye başkanları (bölümler), tamirciler, ustabaşılar tarafından yapılmalıdır. Talimatların geliştirilmesinde ve koordinasyonunda metodolojik yardım sağlamak için, işletmenin işgücü koruma hizmeti çalışanları dahil edilmelidir.
4 Çevreyi karayolu taşımacılığının zararlı etkilerinden korumak
4.1 Hava kirliliğinin ana kaynağı olarak motorlu taşıtlar.
Mobil kaynaklar, karada, suda ve havada hareket eden arabaları ve araçları içerir. Büyük şehirlerde motorlu taşıtlar, hava kirliliğinin ana kaynaklarından biridir. Motorların egzoz gazları, aralarında pek çok kanserojen bulunan iki yüzden fazla bileşenden oluşan karmaşık bir karışım içerir.
Mobil araçların çalışması sırasında zararlı maddeler egzoz gazları ile havaya girer, yakıt sistemleri ve yakıt doldururken ve ayrıca karter gazlarıyla. Karbon monoksit emisyonları, yolun topografyasından ve aracın hareket şeklinden önemli ölçüde etkilenir. Yani, örneğin, egzoz gazlarındaki hızlanma ve frenleme sırasında, karbon monoksit içeriği neredeyse 8 kat artar. Minimum karbon monoksit miktarı, 60 km/s'lik sabit bir araç hızında salınır.
Tablo 1 Dizel ve karbüratörlü motorların çalışması sırasında maddelerin emisyonları (% hacme göre)
|
MADDE |
MOTOR |
|
|
karbüratörlü |
Dizel |
|
|
karbonmonoksit |
||
|
Nitrik oksit |
||
|
hidrokarbonlar |
||
|
benzopiren |
20 µg/m3'e kadar |
10 µg/m3'e kadar |
Tablo 1'deki verilerden de görülebileceği gibi, dizel motorlarda önemli kirleticilerin emisyonları önemli ölçüde daha düşüktür. Bu nedenle, daha çevre dostu olarak kabul edilirler. Fakat dizel motorlar aşırı yakıttan kaynaklanan artan kurum emisyonları ile karakterize edilir. Kurum, kanserojen hidrokarbonlar ve iz elementlerle doyurulur; atmosfere saldıkları emisyonlar kabul edilemez.
Araçların egzoz gazlarının atmosferin alt katmanına girmesi ve dağılma sürecinin yüksek sabit kaynakların dağılma sürecinden önemli ölçüde farklı olması nedeniyle, zararlı maddeler neredeyse insanın nefes alma bölgesinde bulunur. Bu nedenle karayolu taşımacılığı, otoyolların yakınındaki en tehlikeli hava kirliliği kaynağı olarak sınıflandırılmalıdır.
4.2 Yol kenarı kirliliği
Hava kirliliği, yol kenarındaki alanların tüm nüfusunun yaşam kalitesini kötüleştirir ve kontrol sıhhi ve çevre yetkilileri haklı olarak buna öncelik verir. Ancak zararlı gazların yayılması yine kısa sürelidir ve hareketin azalması veya durması ile de azalır. Her türlü hava kirliliği nispeten kısa sürede daha güvenli biçimlere geçer.
Dünya yüzeyinin ulaşım ve karayolu emisyonları ile kirlenmesi, geçiş yapan araç sayısına bağlı olarak kademeli olarak birikmekte ve yolun ortadan kalkmasından sonra bile çok uzun bir süre varlığını sürdürmektedir.
Toprakta biriken kimyasal elementler, özellikle metaller, bitkiler tarafından özümsenerek besin zinciri yoluyla hayvan ve insan organizmalarına geçerler. Bazıları çözülerek akan sularla taşınır, ardından nehirlere, rezervuarlara girer ve içme suyu yoluyla da insan vücuduna girebilirler. Mevcut yönetmelikler, atık suyun yalnızca şehirlerde ve su koruma bölgelerinde toplanmasını ve arıtılmasını şart koşmaktadır. Yol 1 ve 2 tasarlanırken, yola bitişik bölgedeki toprak ve su kütlelerinin ulaşım kirliliğinin muhasebeleştirilmesi gereklidir. çevre sınıfı tarım ve yerleşim alanlarındaki toprak kirliliğinin bileşimini değerlendirmek ve ayrıca yol akıntısının tedavisini tasarlamak.
Kurşun en yaygın ve zehirli taşıma kirletici olarak kabul edilir. Ortak elementlere aittir: topraktaki küresel ortalama clarke (arka plan içeriği) 10 mg/kg olarak kabul edilir. Bitkilerdeki kurşun içeriği (kuru ağırlıkça) yaklaşık olarak aynı düzeye ulaşır. Arka plan dikkate alındığında, topraktaki kurşun için MPC'nin genel sıhhi göstergesi 32 mg/kg'dır.
Bazı raporlara göre, geçiş hakkının kenarındaki toprak yüzeyindeki kurşun içeriği genellikle 1000 mg/kg'a kadar çıkıyor, ancak trafiğin çok yoğun olduğu şehir sokaklarının tozunda bu oran 5 kat daha fazla olabiliyor. Çoğu bitki, topraktaki yüksek ağır metal içeriğini kolayca tolere eder, yalnızca kurşun içeriği 3000 mg/kg'dan fazla olduğunda, gözle görülür bir engelleme olur. Hayvanlar için yiyeceklerde zaten 150 mg/kg kurşun tehlikelidir.
Toksik olmaması (demir, bakır) veya düşük içeriği nedeniyle diğer metallerin emisyon birikintilerinin kontrolü normatif belgeler yüklü değil. Kirliliğin gerçek dağılımı, temel olarak saha ölçümlerinin istatistiksel olarak işlenmesine dayalı basitleştirilmiş hesaplama yöntemlerinin kullanılması olasılığını doğrular. Ancak, birçok etkileyici faktörün ihmal edilmesi nedeniyle, bu tür hesaplamaların nesnel doğruluğu, koruyucu bir şeridin atanması veya özel koruyucu yapıların inşa edilmesinin önemli maliyetlerle ilişkili olduğu durumlarda da düşüktür; daha güvenilir yöntemler kullanılmalıdır.
Bir dizi gözleme göre, metaller de dahil olmak üzere toplam partikül madde emisyonlarının yaklaşık %25'i yollarda yıkanmadan önce kalır, %75'i yol kenarları dahil olmak üzere bitişik bölgenin yüzeyine dağılır. Yapısal profile ve kapsama alanına bağlı olarak, katı parçacıkların %25 ila %50'si yağmur veya sifon suyundan atık suya girer.
4.3 Su kütlelerinin kirlenmesi. Atık su arıtma
Su kütlelerinin kirlenmesi, akış havzalarında yeryüzüne, yer altı sularına ve doğrudan açık su kütlelerine giren nakliye emisyonlarının bir sonucu olarak ortaya çıkar. Sanayi kuruluşlarından gelen arıtılmamış atık su deşarjlarının çok daha tehlikeli olması muhtemeldir, ancak yolların su kalitesi üzerindeki etkileri dikkate alınmadan, bir bütün olarak habitatın uygun kalitede olmasını sağlamak imkansızdır.
Sıhhi denetim makamları, karayolu işletme kuruluşlarından yolun doğrudan etki bölgesinde (koruyucu şerit) bulunan su kütlelerinin normal bakımını makul bir şekilde talep eder. Yaygın salınımlardan, suya dökülen petrol en büyük endişe kaynağıdır. Bireysel renkli noktalar şeklindeki ilk işaretler, 4 ml/m2'lik bir dökülmede (film kalınlığı - 0,004-0,005 mm) zaten görünür. 10-50 ml/m2 mevcudiyetinde, lekeler gümüşi bir parlaklık ve 80 ml/m2'den fazla - parlak renkli şeritler kazanır. 0,2 l/m2'den fazla döküldüğünde sürekli donuk bir film oluşur ve 0,5 l/m2'de kararır. Verilen işaretlere göre, örneğin bir trafik kazasından kaynaklanan hasarı belirlemek için rezervuara giren yağ miktarını kabaca hesaplamak mümkündür.
Tablo 2, şehir fırtına kanalizasyonuna giren atık suların niteliksel özelliklerinin bir tablosunu göstermektedir. Karşılaştırma için sağdaki sütun, evsel ve içme amaçlı su kütleleri için gerekli izin verilen maksimum göstergeleri gösterir.
Tablo 2
|
göstergeler |
Atık sudaki ortalama konsantrasyon, mg/l |
|||
|
yağmur |
çözülmüş |
yıkama |
maks. |
|
|
pH |
7,75 |
8,15 |
7,75 |
6,0...9,0 |
|
askıda katılar |
1230 |
1645 |
0,75 |
|
|
COD filtresiz |
||||
|
COD filtreli |
||||
|
BOİ5 |
||||
|
BOD poli |
||||
|
eterde çözünür |
yağ-0.3 |
|||
|
Amonyum nitrojen |
||||
|
toplam nitrojen |
||||
|
nitratlar |
0,08 |
|||
|
nitritler |
0,08 |
0,36 |
||
|
toplam fosfor |
1,08 |
|||
|
Yol göstermek |
0,03 |
|||
Askıya alınmış maddeler, asılı kum, kil, silt, plankton vb. parçacıklarla temsil edilen mineral ve organik kökenli olabilir.
Nitrojen bileşikleri nitratlar N Oz ve nitritlerin bir ara formu N02, proteinlerin ve diğer organik maddelerin bozunma ürünleridir.
KOİ, esas olarak organik kirleticilerin oksidasyonu için oksijene olan kimyasal taleptir.
Aerobik (açık) koşullar altında mikroorganizmalar tarafından organik safsızlıkların oksidasyonu için BOD biyokimyasal oksijen ihtiyacı; BOİ; - 5 gün içinde, nitrifikasyonun başlangıcına kadar (tam ayrışma) tüm süreç için BOİ dolu.
pH asitlik seviyesinin bir göstergesi (hidrojen iyonlarının konsantrasyonunun negatif logaritması): normal pH \u003d 7, asidik -< 7, щелочная - >7. Tipik olarak, doğal su kütlelerinin asitliği 6,5 ... 8,5 pH'dır.
Rezervuarlardaki suyun kalitesi için gereklilikler resmi bir belge ile belirlenir. Sıhhi standartlar ve içme suyu için GOST 2874-82, eğlence amaçlı su kütleleri için GOST 17.1.5.02-80 olan SanDiN kuralları.
Doğal olarak, büyük şehirlerde, korunan alanlarda, basitleştirilmiş tipte yerel atık su arıtma tesisleri için yer bulmak zor olabilir. SNiP 2.04.03-89 ve SN 496-77 "Yüzey atık su arıtma tesislerinin tasarımı için geçici talimatlar" gerekliliklerini karşılayan modern atık su arıtma tesisleri çok pahalıdır ve bunların çalıştırılması, bakım personeli tarafından sürekli bir enerji tüketimi gerektirir. Arıtma tesislerinde mekanik, fiziko-kimyasal, elektrokimyasal, biyolojik veya karmaşık yöntemler kullanılır. Önemli miktarda kimyasal çözelti içermeyen fırtına yolu drenlerinin arıtımı için genellikle çökeltme ve filtrelemeyi içeren mekanik yöntemler kullanılır. Kural olarak, endüstriyel atık sular için sıhhi göstergeler sağlayarak birincil arıtma için yeterlidirler, daha fazlasına tabidir. ince temizlik veya yüksek su akıntılarına deşarj edilmesine izin verilir.
Yatay tipteki en basit çöktürme tankları, mekanize çamurun çıkarılması için cihazlara ve çökeltme işlemi sırasında yüzen petrol ürünlerini ayırmak için bir benzinli yağ tutucuya sahiptir. Çamur tuzakları, boyutları hesaplanarak belirlenen dikdörtgen veya yuvarlak kuyu şeklindedir. Yol atıklarının birincil arıtımı için hazneler de kuyu şeklinde yapılır, ancak giriş ve çıkış kafaları, yüzeyden çıkan petrol ürünlerini toplamak için su akış modunu değiştirmenize izin veren farklı bir sistemin bölümleriyle ayrılır. ve alttan katı yağış. Bu tür çökeltme tankları, otoparklarda, benzin istasyonlarında açık tamir raflarında düzenlenir.
4.4 Trafik gürültüsü ve diğer fiziksel etkiler
Hava kirliliği ile birlikte gürültü, teknolojik ilerlemenin ve ulaşımın gelişmesinin eşit derecede yaygın bir sonucu haline geldi.
Sesin fiziksel özü, bir kaynak tarafından uyarılan atmosferin (veya diğer iletken ortamın) titreşiminde yatar. Kulak, salınım süreçlerine 20 Hz ila 20 kHz frekansla yanıt verir. Bu sınırların ötesinde, insanlar için tehlikeli olan belirli bir güçle infrasound ve ultrason meydana gelir. İlk oktav için müzik tonları 440 ila 361 Hz arasındadır. Saf tonların birleşimi müzik oluşturur ve farklı frekanslardaki seslerin kaotik bir karışımı gürültü oluşturur.
Sesin gücü, ses titreşimlerinin basıncı (atmosferin üzerinde), diğer herhangi bir fiziksel eylem gibi, güçle ölçülebilir. Fizik terminolojisini kullanarak, ağır bir dizel araba Kullanışlı gücü 200 kW'tan fazla olan, gücü yaklaşık 10 W olan bir akustik radyasyon kaynağıdır. Ses seviyesindeki 5 dB'lik bir değişiklik, 0,01 Pa'lık bir ses basıncına karşılık gelir. Böyle bir değişiklik gün içinde düşük seslerde oldukça keskin, yüksek seslerde ise daha az hissedilir.
Gürültü seviyesi, belirli bir ses değerinin işitme eşiğine oranının logaritmasına karşılık gelen özel birimler desibel (dB) cinsinden ölçülür. Bu, gürültü seviyesindeki 10 dB'lik bir artışın iki katına çıkma hissine karşılık geldiği anlamına gelir.
Farklı kaynaklardan gelen bir gürültü seviyesi ölçeği vardır: 90 dB, bir kişinin normal fizyolojik algısının sınırıdır, ardından acı verici olaylar başlar. Sonuçta, 120 dB, 20 Pa'lık bir aşırı basınçtır.
Trafik gürültüsünün başta insan çevresi olmak üzere çevre üzerindeki etkisi sorun haline gelmiştir. Rusya'da yaklaşık 40 milyon insan gürültü rahatsızlığı koşullarında yaşıyor ve bunların yarısı 65 dB'den fazla gürültüye maruz kalıyor.
Yollarımızdaki genel gürültü seviyesi Batı ülkelerindekinden daha yüksektir. Bunun nedeni, gürültü seviyesinin arabalardan 8-10 dB (yani yaklaşık 2 kat) daha yüksek olduğu, trafik akışındaki görece çok sayıda kamyondur. Aşağıda, üretilen otomobiller için yasal gereklilikler bulunmaktadır. Ancak Asıl sebep yollardaki gürültü seviyesi üzerinde kontrol eksikliğidir. Kurallarda bile gürültü limiti şartı yoktur. trafik. Yanlış düzenleme şaşırtıcı değil kamyonlar, onlara römorklar, dikkatsiz döşeme ve malların kötü emniyete alınması, yollarda kitlesel bir fenomen haline geldi.
Kentsel alanlarda gürültünün %60-80'inin araç trafiğinden kaynaklandığına inanılmaktadır. Hareket halindeki bir araçta yüzeyler gürültü kaynaklarıdır. güç ünitesi, emme ve egzoz sistemleri, şanzıman üniteleri, temas halindeki tekerlekler kaldırım, süspansiyon ve gövde titreşimleri, gövdenin hava akışı ile etkileşimi. Gürültü özellikleri genel bir teknik seviye ve arabanın ve yolun kalitesi.
Maliyet açısından karşılaştırılması gereken trafik gürültüsünü azaltmak için başlıca önlemler şunlardır:
Kavşak eleme trafik akışı, tekdüze serbest dolaşımın sağlanması;
Azaltılmış trafik, yasak yük trafiği Gece zamanında;
Transit otoyolların ve yük trafiği olan yolların yerleşim alanlarından kaldırılması;
Gürültü koruma yapılarının ve (veya) yeşil alanların düzenlenmesi;
Yol kenarındaki bölgede yol kenarları boyunca koruyucu şeritlerin oluşturulması, bunların geliştirilmesine yalnızca sıhhi gürültü kısıtlamaları olmayan yapılar için izin verilir.
Yük trafiği yasağı, yaklaşık 10 dB'lik bir gürültü azalması sağlar. Benzer bir etki, motosikletlerin hareketinin dışlanmasıyla da üretilir. Sürüş hızının 50km/s'nin altında sınırlandırılması genellikle gürültüyü azaltmaz.
4.5 Taşıma kirliliğine karşı koruma
Korunmanın en yaygın ve oldukça mantıklı yolu yol kenarlarında yeşil alanların oluşturulmasıdır. Alt katmanda çalılar ve çalılar bulunan yaprak döken ağaçlardan oluşan yoğun bir yeşil duvar, ulaşım koridorunu izole eder ve özellikle kentsel ve endüstriyel alanlarda faydalı olan ek yeşil alan sağlar.
Çevreye duyarlı bir çözüm, toprak surlarla temsil edilir. Manzaraya sığabilir, doğal bir görünüm verebilirler. Ancak surlar kapladıkları alan nedeniyle koruyucu paravanlara göre daha pahalı olabilmektedir.
Yeterlik koruyucu ekran gürültü kaynağını ve korunan noktayı birleştiren çizginin üzerindeki üst kenarının yüksekliğine bağlıdır. En iyi sonuç, elbette, üst geçidin konut binalarının yüksekliğiyle karşılaştırılabilir bir yüksekliğe sahip olup olmadığı ortaya çıkıyor.
Her iki tarafa da ekranlar yerleştirildiğinde ses ışınları yansıtılır. Korunan alanlara düşmeyecek şekilde soğurulmalı veya yansıtılmalıdır. Emilim, belirli malzemeler kullanılarak veya yüzeyin yapılandırılmasıyla sağlanır. Yansıma yönü, çevreleyen panelleri dışarıya doğru eğerek ayarlanır.
Ev içi uygulamada, gürültü bariyerlerinin kullanımıyla ilgili deneyim henüz birikmemiştir. Çeşitli türler. Standart prefabrike betonarme yapıların kullanım örnekleri bilinmektedir, ancak bu en az etkili seçenektir.
Şu anda, Rusya Federasyonu Hükümeti, Rusya Federasyonu Ulaştırma Bakanlığı, Rusya Doğayı Koruma Devlet Komitesi, Rusya ulaşım denetimleri, Moskova Hükümeti ve diğer kuruluşlar, Çevresel Gereklilikler araçların çalışması sırasında ve bölgelerin ekolojik durumu.
Rusya Federasyonu “Çevrenin Korunmasına Dair” ve “Nüfusun Sıhhi ve Epidemiyolojik Refahına Dair” Kanunları onaylandı.
Bu Kanunlara dayanarak, “Motorlu taşıtların çalıştırılması için geçici çevre gereklilikleri” onaylanmıştır, taşıtların ve özel ekipmanların bir otomobil şasisine donatılması görevi onaylanmıştır. Katalik dönüştürücüler ve diğeri teknik cihazlar egzoz gazlarının toksisitesini azaltmak.
Moskova Hükümeti, "Çevresel gereklilikleri karşılamayan motor yakıtının satışına ilişkin sorumluluk hakkında" Yasasını çıkardı. Bu Kanuna göre, motor yakıtı satışı için çevresel gerekliliklere uyulmaması nedeniyle ihlal edenler para cezasına çarptırılır, lisans askıya alınır ve iptal edilir.
Çeşitli önlemlerin uygulanmasına rağmen, karayolu taşımacılığı ve yol yapım ekipmanları en büyük olumsuz çevresel etki kaynağı olmaya devam etmektedir. Ekolojik bozukluğun ortadan kaldırılması için il ve ilçe çevre koruma ve doğa koruma hizmetlerine yönelik kurulların faaliyetlerinin yoğunlaştırılması gerekmektedir.
Kullanılan literatür listesi
- Ambartsumyan V.V., Nosov V.B. Çevre güvenliği karayolu taşımacılığı. Nauchtehlitizdat, Moskova, 1999
- Belyaev S.V. motor yağları ve motorların yağlanması: Bir öğretici. - Petrozavodsk eyaleti. un-t. Petrozavodsk, 1993
- Gramolin A.V., Kuznetsov A.S. Otomobillerin işletilmesi ve onarımı için yakıt, yağlar, yağlayıcılar, sıvılar ve malzemeler. - M.: Mashinostroenie, 1995
- Evgeniev I.E., Karimov B.R. Araba yolları Ve çevre. Proc. Moskova, 1997
- Karagodin V. I., Shestopalov S. K. Otomotiv tamircisi: Pratik bir rehber. 2. baskı, Rev. ve ek - M.: Lise, 1990
- Kruglov S.M. Binek otomobillerin bakım ve onarımı için bir araba tamircisinin el kitabı. - M.: Lise, 1995
- Protasov V.F., Molchanov A.V. Rusya'da ekoloji, sağlık ve çevre yönetimi. Moskova, "Finans ve istatistik", 1995
- VAZ-2108, -21081, -21083, -21083-20, -2109, -21091, -21093, -21093-20, -21099 arabaları için kullanım kılavuzu. - M.: Lejyon, 1996
- Spinov A. V. Benzinli motorlar için enjeksiyon sistemleri. - M.: Mashinostroenie, 1995
- Teknik operasyon arabalar / Ed. E. S. Kuznetsova. - 3. baskı, gözden geçirilmiş. ve ek - M.: Nakliyat, 1991
- Fuchadzhi K.S., Stryuk N.N. Araba ZAZ-1102 "Tavria": cihaz, çalıştırma, onarım. - M.: Nakliyat, 1991
- Shestopalov S.K., Shestopalov K.S. Arabalar. - M.: Nakliyat, 1995
- Shestopalov K.S. Cihaz, bakım Yolcu aracı. Öğretici. Moskova. DOSAAF yayınevi. 1990
- Trafik akışlarının ekolojik güvenliği. Dyakov A.B.'nin editörlüğünde. Moskova, "Ulaşım", 1990
- Karayolu taşımacılığının gelişiminin ekolojik sorunları. Moskova, 1997
- Rusya Ekolojik Bülteni. Bilgi ve referans bülteni. Moskova, 1998 - No.7



